 JL48QT3零部件检验基准书.docx
JL48QT3零部件检验基准书.docx
- 文档编号:16656660
- 上传时间:2023-07-16
- 格式:DOCX
- 页数:65
- 大小:610.61KB
JL48QT3零部件检验基准书.docx
《JL48QT3零部件检验基准书.docx》由会员分享,可在线阅读,更多相关《JL48QT3零部件检验基准书.docx(65页珍藏版)》请在冰点文库上搜索。
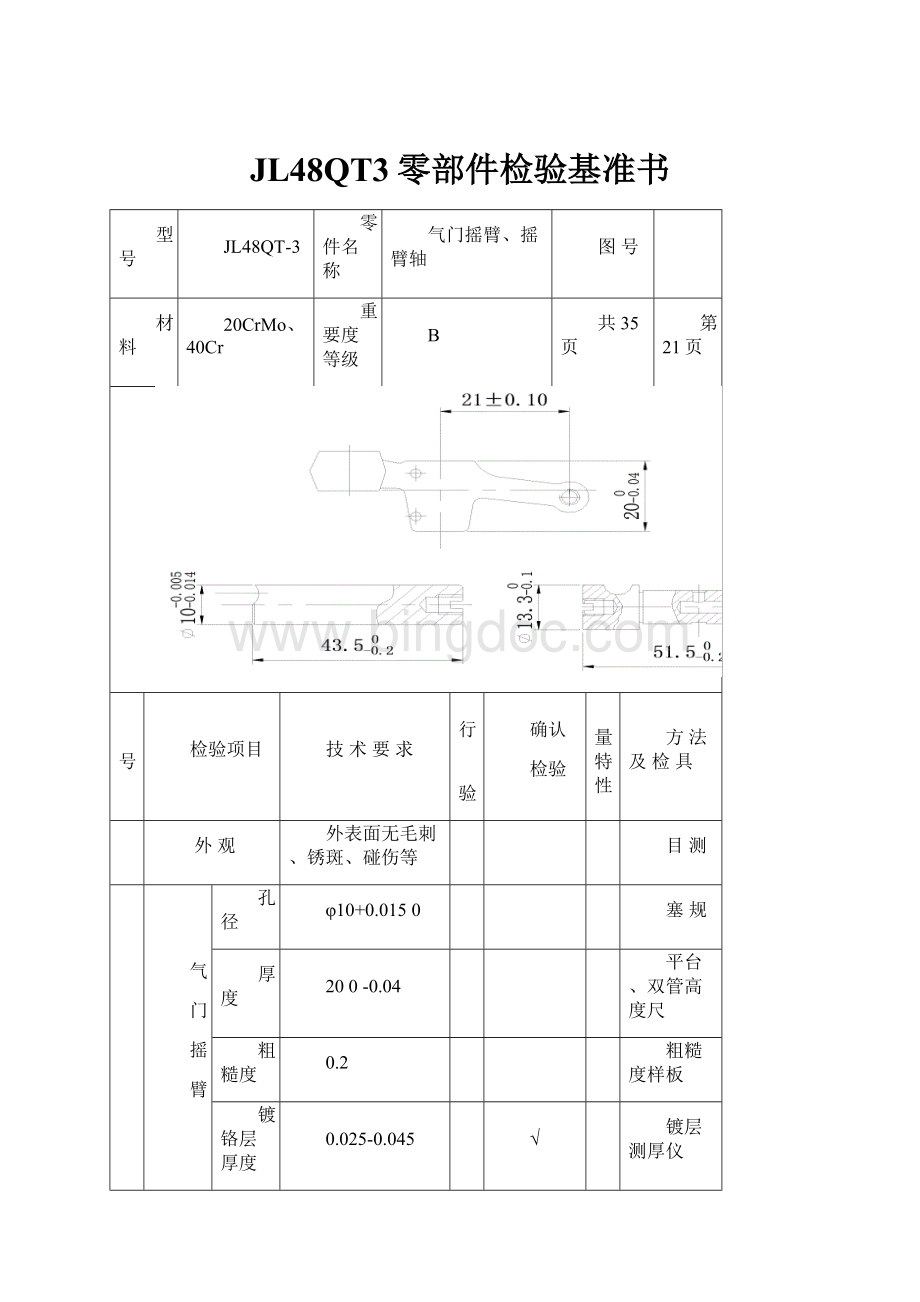
JL48QT3零部件检验基准书
型号
JL48QT-3
零件名称
气门摇臂、摇臂轴
图号
材料
20CrMo、40Cr
重要度等级
B
共35页
第21页
序号
检验项目
技术要求
例行
检验
确认
检验
质量特性
方法及检具
1
外观
外表面无毛刺、锈斑、碰伤等
√
A
目测
2
气
门
摇
臂
孔径
φ10+0.0150
√
B
塞规
厚度
200-0.04
√
B
平台、双管高度尺
粗糙度
0.2
√
粗糙度样板
镀铬层厚度
0.025-0.045
√
镀层测厚仪
3
摇
臂
轴
外径
Φ10-0.005-0.014
√
B
外径千分尺
长度
进:
51.50-0.2排:
43.50-0.2
√
游标卡尺
粗糙度
0.4
√
粗糙度样板
心部硬度
HRC22-28
√
洛氏硬度计
编制/日期
审核/日期
标准化/日期
型号
JL48QT-3
零件名称
活塞销
图号
材料
20CrMo
重要度等级
B
共35页
第16页
序号
检验项目
技术要求
例行
检验
确认
检验
质量特性
方法及检具
1
外观
表面清洁、无毛刺、碰伤等
√
A
目测
2
外径
φ13-0.002-0.005
√
B
外径千分尺
3
粗糙度
Ra0.2
√
B
粗糙度样板
4
长度
30.50-0.20
√
B
游标卡尺
5
表面硬度
HRC58-63
√
B
洛氏硬度计
6
心部硬度
HRC24-45
√
B
洛氏硬度计
编制/日期
审核/日期
标准化/日期
型号
JL48QT-3
零件名称
气缸体
图号
材料
组合件
重要度等级
A
共35页
第6页
序号
检验项目
技术要求
例行
检验
确认
检验
质量特性
方法及检具
1
外观
清洁、无缺损
√
A
目测
2
孔径、深度
φ8+0.0220深7+0.30
√
B
塞规、游标尺卡
3
圆度
0.005
√
B
气动量仪
4
高度
53.2±0.05
√
B
双管高度尺
5
平面度
0.03
√
B
双管高度尺
6
垂直度
0.04
√
双管高度尺
7
定位销孔距
25±0.02
√
方箱、芯棒、
双管高度尺
8
铸铁硬度
HRB≥93硬度差≤3
√
洛氏硬度计
9
粗糙度
0.8 1.6
√
厂方报告
10
平行度
0.04
√
双管高度尺
11
总高
710-0.20
√
游标卡尺
12
分组尺寸
B组:
φ39+0.012+0.007
C组:
φ39+0.0060
√
A
气动量仪
编制/日期
审核/日期
标准化/日期
型号
JL48QT-3
零件名称
活塞
图号
材料
ZL109
重要度等级
A
共35页
第4页
序号
检验项目
技术要求
例行
检验
确认
检验
质量
特性
方法及检具
1
外观
表面清洁、无毛刺、碰伤等
√
A
目测
2
总高度
33.4±0.10
√
游标卡尺
3
压缩高
19±0.10
√
双管高度尺、芯棒
4
销孔直径
φ13+0.008+0.002
√
B
内径千分表
5
裙部外径
φ39-0.010-0.030
√
A
专用夹具、千分表
6
环槽宽度
0.8+0.025+0.0050.8+0.025+0.0052.0+0.025+0.005
√
B
量块
7
重量
38±2g
√
托盘天平
8
销孔中心对外垂直度
0.035:
100
√
厂家报告(每季)
9
材质
AC8A(ZL109)
√
厂家报告(半年)
10
硬度
HB105~135
√
厂家报告(每季)
11
销孔表面粗糙度
Ra≤0.4
厂家报告(每季)
12
偏心
0.5±0.05
√
B
厂家报告(每季)
13
粗糙度
Ra≤0.8
√
厂家报告(每季)
编制/日期
审核/日期
标准化/日期
型号
JL48QT-3
零件名称
齿形三角皮带
图号
材料
复合材料
重要度等级
B
共35页
第28页
序号
检验项目
技术要求
例行
检验
确认
检验
质量特性
方法及检具
1
外观
无气泡、开裂等缺陷
√
A
目测
2
长度
669±4
√
B
钢卷尺
3
角度
30°±2°
√
B
正弦规、角度尺
4
宽度
18±0.4
√
游标卡尺
5
厚度
8.5±0.5
√
游标卡尺
编制/日期
审核/日期
标准化/日期
型号
JL48QT-3
零件名称
驱动轴
图号
材料
20CrMnMo
重要度等级
B
共35页
第22页
序号
检验项目
技术要求
例行
检验
确认
检验
质量特性
方法及检具
1
外观
表面清洁,无任何裂纹、碰伤、毛刺等缺陷
√
A
目测
2
表面粗糙度
Ra0.8
√
厂方报告(半年)
齿顶外径
φ23.980-0.084、
√
游标卡尺
3
尺寸
φ12-0.011-0.022、φ17+0.011-0.002、
φ17-0.011-0.022、φ12-0.011-0.022
√
B
外径千分尺
4
尺寸
10.5、1.5、15.5、38.6±0.08、3、12.5、71.5±0.1、22、2max、
154.5±0.2
√
B
游标卡尺
5
螺纹
M10×1.25-6h
√
螺纹塞规
6
公法线
Wk=9.80-0.028-0.068K=3
√
A
公法线千分尺
7
形位公差
齿跳0.023φ17处圆跳动0.012
√
B
厂方报告(半年)
8
硬度
表面HRA78~83
心部HRC25~35
√
B
厂方报告(半年)
9
齿数
16T
√
目测
10
花键齿数
22T
√
目测
编制/日期
审核/日期
标准化/日期
型号
JL48QT-3
零件名称
中间轴组件
图号
材料
20CrMnMo
重要度等级
B
共35页
第23页
序号
检验项目
技术要求
例行
检验
确认
检验
质量特性
方法及检具
1
外观
表面清洁、无尖角、毛刺、碰伤等
√
A
目测
2
公法线(大轮)
Wk=24.726-0.028-0.068K=7
√
A
公法线千分尺
3
公法线(小轮)
Wk=11.96-0.028-0.068K=3
√
A
公法线千分尺
4
硬度
表面HRA78~83 心部HRC25~35
√
B
厂方报告(半年)
5
轴径
Ø12-0.011 -0.022
√
B
外径千分尺
6
安装距离
34.80-0.12
√
B
厂方报告(半年)
7
齿跳
0.023
√
厂方报告(半年)
编制/日期
审核/日期
标准化/日期
型号
JL48QT-3
零件名称
最终轴
图号
材料
20CrMnMo
重要度等级
B
共35页
第24页
序号
检验项目
技术要求
例行
检验
确认
检验
质量特性
方法及检具
1
外观
表面清洁、无尖角、毛刺、碰伤等
√
A
目测
2
外径
φ20-0.011-0.022
√
B
外径千分尺
φ270-0.021
√
B
外径千分尺
φ17-0.011-0.022
√
B
外径千分尺
3
粗糙度
0.8
√
厂方报告(半年)
4
硬度
表面HRA78~83 心部HRC25~35
√
B
厂方报告(半年)
5
跨距
Dre=Φ2长端:
22-0.01-0.22
短端:
22.112-0.1-0.2
√
厂方报告(半年)
6
总长
127或195
√
游标卡尺
编制/日期
审核/日期
标准化/日期
型号
JL48QT-3
零件名称
曲轴连杆部件
图号
材料
组合件
重要度等级
A
共35页
第3页
序号
检验项目
技术要求
例行
检验
确认
检验
质量特性
方法及检具
1
外观
表面清洁、无毛刺、碰伤等
√
A
目测
2
轴承支点跳动
≤0.04
√
A
厂家报告(每季)
3
连杆小头孔径
φ13+0.025+0.016
√
A
厂家报告(每季)
4
左曲柄轴径
φ14-0.01-0.03φ19.8-0.02-0.04
√
B
外径千分尺
5
右曲柄轴径
φ16.40-0.02
√
B
外径千分尺
6
左右曲柄外圆
φ850-0.15
√
游标卡尺
7
连杆大头侧隙
0.10-0.35
√
B
塞尺
8
轴承档尺寸
70±0.05
√
A
厂家报告(每季)
9
连杆小头硬度
两端面:
HRC30—45
√
厂家报告(每季)
10
连杆材质
20crMnTi
√
厂家报告(每季)
11
左、右曲柄材质
40cr
√
厂家报告(每季)
12
左、右曲柄锥度
1:
5接触面积≥80%
√
厂家报告(每季)
编制/日期
审核/日期
标准化/日期
型号
JL48QT-3
零件名称
最终齿轮
图号
材料
20CrMnMo
重要度等级
B
共35页
第25页
序号
检验项目
技术要求
例行
检验
确认
检验
质量特性
方法及检具
1
外观
表面清洁、无尖角、毛刺、碰伤等
√
A
目测
2
齿轮厚
15.50-0.1
√
游标卡尺
3
齿跳
0.029
√
B
齿跳仪
4
公法线长度
WK=30.3-0.018-0.078K=7
√
A
公法线千分尺
5
硬度
表面HRA78~83 心部HRC25~35
√
B
厂方报告(半年)
6
齿轮外径
φ81.10-0.26
√
游标卡尺
编制/日期
审核/日期
标准化/日期
型号
JL48QT-3
零件名称
凸轮轴组件
图号
材料
组合件
重要度等级
B
共35页
第18页
序号
检验项目
技术要求
例行
检验
确认
检验
质量特性
方法及检具
1
外观
工作表面不允许有气孔、裂纹锈蚀
等缺陷
√
A
目测
2
凸轮轴硬度
HRC43-55
√
B
洛氏硬度计
3
链轮径跳
0.05
√
齿跳仪
4
凸轮基圆直径
21±0.05
√
外径千分尺
5
进气凸轮升程
4.75±0.03
√
A
齿跳仪
6
排气凸轮升程
4.55±0.03
√
A
齿跳仪
7
轴承跨距
52-0.05-0.15
√
B
双管高度尺
8
粗糙度
0.41.6
√
粗糙度样板
编制/日期
审核/日期
标准化/日期
型号
JL48QT-3
零件名称
左曲轴箱体
图号
材料
组合件
重要度等级
A
共35页
第1页
序号
检验项目
技术要求
例行
检验
确认
检验
质量特性
方法及检具
1
外观
无裂纹、夹渣、漏加工及碰伤等
√
A
目测
2
曲轴轴承孔
φ47H6(+0.0160)深32.5+0.050
√
A
内径百分表、深度尺
齿轮箱轴承孔
φ42-0.017-0.042深16.5+0.10
√
B
内径百分表、深度尺
φ40-0.017-0.042深14+0.10
√
B
内径百分表、深度尺
φ32-0.017-0.042深14+0.10
√
B
内径百分表、深度尺
曲轴油封孔
φ30H7(+0.0210)
√
B
内径百分表
减震套孔
φ28H7(+0.0210)φ20H7(+0.0210)
√
B
内径百分表
撑脚衬套孔
φ14H7(+0.0210)
√
塞规
单向器衬套孔
φ12H7(+0.0210)深27.5+0.2+0.1
√
塞规、深度尺
输入轴油封孔
φ30H7(+0.0210)
√
B
内径百分表
定位销孔
φ8H7(+0.0220)深7.5+0.50
√
B
塞规、游标卡尺
齿轮箱定位销孔
φ10H7(+0.0220)深10+0.50
√
B
塞规、游标卡尺
3
起动电机孔径
φ24+0.041+0.02
√
内径百分表
4
平面度
0.05
√
B
双管高度尺
5
曲轴孔到气缸结合面
65±0.03
√
B
双管高度尺、平台
编制/日期
审核/日期
标准化/日期
型号
JL48QT-3
零件名称
右曲轴箱体
图号
材料
组合件
重要度等级
A
共35页
第2页
序号
检验项目
技术要求
例行
检验
确认
检验
质量特性
方法及检具
1
外观
右箱表面光洁、平整、无飞边、毛刺斑点等缺陷
√
A
目测
2
孔径及孔深
曲轴轴承孔
φ42H6(+0.0160)深37.25+0.050
√
A
内径百分表、深度尺
定位销孔
5-φ8H7(+0.0220)深7.5+0.50
√
B
塞规
减震套孔
φ28H7(+0.0210)
√
B
内径百分表
撑脚衬套孔
φ14H7(+0.0180)
√
内径百分表
3
曲轴孔到气缸结合面
65±0.03
√
B
双管高度尺
4
平面度
0.05
√
B
双管高度尺
5
编制/日期
审核/日期
标准化/日期
型号
JL48QT-3
零件名称
左曲轴箱盖
图号
材料
ZL109
重要度等级
B
共35页
第15页
序号
检验项目
技术要求
例行
检验
确认
检验
质量特性
方法及检具
1
外观
无气孔、裂纹、夹渣及斑点等
√
A
目测
2
棘爪孔孔径
φ10+0.0270
√
B
塞规
深度
71+0.1051±0.1
√
B
深度尺
3
起动轴孔孔径
φ18+0.0180
√
B
塞规
深度
65.5+0.10045+0.20+0.10
√
B
深度尺
4
单向器衬套孔
φ12+0.0180深42+0.100
√
B
塞规、深度尺
5
定位销孔
φ8+0.0220深7.5+0.50
√
B
塞规、深度尺
6
平面度
0.1
√
双管高度尺
编制/日期
审核/日期
标准化/日期
型号
JL48QT-3
零件名称
右曲轴箱盖
图号
材料
ZL109
重要度等级
B
共35页
第14页
序号
检验项目
技术要求
例行
检验
确认
检验
质量特性
方法及检具
1
外观
无裂纹、气孔、夹渣、损伤、漏加工等缺陷
√
A
目测
2
孔径、孔深
油封孔
φ30H7(+0.0250)深100-0.10
√
内径百分表、深度尺
定位销孔
φ8+0.0210深7.5+0.50
√
B
Ø


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- JL48QT3 零部件 检验 基准
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《保险学概论》期末复习指导书蓝本答案要点.docx
《保险学概论》期末复习指导书蓝本答案要点.docx
-
《读李白诗歌 品太白遗韵》.docx
-
《海底两万里》读书笔记800字.docx
-
《经济法基础》考试真题及答案921.docx
-
《石灰吟》教学设计部编版1.docx
-
《数字化测图》课程标准.docx
-
#网上购物系统需求分析.docx
-
《大棚蔬菜》教案doc.docx
-
《各具特色的民居》综合资料.docx
-
#加强中小型企业人力资源管理的对策思考.docx
-
《计算机文化基础wordl》课程单元教学设计.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《菜根谭》注译四闲适篇.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《操作系统》二学期A卷及答案.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《傅雷家书》名著阅读笔记.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
《时间旅行者的妻子》中英文剧本.docx
-
《化工原理》第六章蒸发.docx
-
《你若安好便是晴天林徽因传》序.docx
-
《蓝海战略》概要11页.docx
-
《体育科学》论文格式.docx
-
《劝学师说赤壁赋登泰山记》文言现象翻译简答题.docx
-
《微观经济学》期末试题.docx
-
《微机测控系统原理与设计》习题解答.docx
-
《扫雪心得体会》.docx
-
《质量处理学》学习规划.docx
-
《物质的密度》教案.docx
-
中国少数民族语言文学专业开设课程设置课程内容学什么doc.docx
-
中考物理电流表的使用专项练习docx.docx
-
综合楼框架结构模板计算书.docx
-
30招商局集团内部控制办法筹资档案.docx
-
白酒行业度市场分析报告.docx
-
软件工程师职业生涯规划.docx
-
手指点穴在脑中风后遗症康复治疗中的作用与护理.docx
-
光现象教案doc.docx
-
涂装电泳废水处理工艺流程.docx
-
级人格心理学复习提纲与题型举例.docx
-
锡林郭勒盟多伦县初三第一次月考物理卷.docx
-
心理学考研真题12.docx
-
紧定套HH系列尺寸和配套轴承型.docx
-
一级建造师《建设工程项目管理》复习总结题集第694篇范文doc.docx
-
员工消防安全教育培训记录.docx
-
智慧社区技术方案.docx
-
重大科技项目.docx
-
《新课标高中英语》选修8word版全套高中课本word版都有.docx
-
UML课程设计报告报告.docx
