 DN900焊接记录.docx
DN900焊接记录.docx
- 文档编号:15652473
- 上传时间:2023-07-06
- 格式:DOCX
- 页数:28
- 大小:22.95KB
DN900焊接记录.docx
《DN900焊接记录.docx》由会员分享,可在线阅读,更多相关《DN900焊接记录.docx(28页珍藏版)》请在冰点文库上搜索。
DN900焊接记录
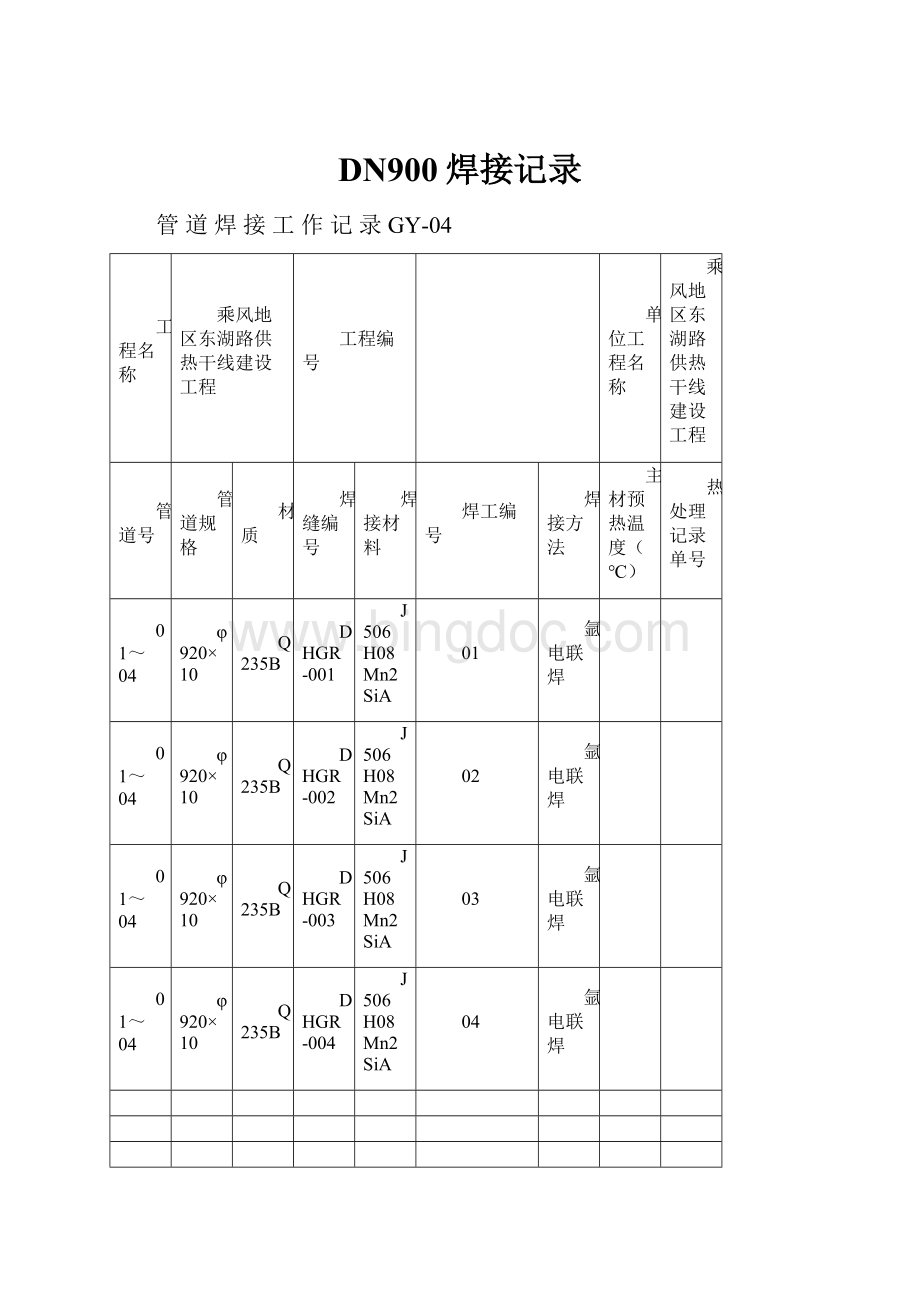
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
01~04
φ920×10
Q235B
DHGR-001
J506H08Mn2SiA
01
氩电联焊
01~04
φ920×10
Q235B
DHGR-002
J506H08Mn2SiA
02
氩电联焊
01~04
φ920×10
Q235B
DHGR-003
J506H08Mn2SiA
03
氩电联焊
01~04
φ920×10
Q235B
DHGR-004
J506H08Mn2SiA
04
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
说明:
本记录由施工单位填写。
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
S1140
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
05~08
φ920×10
Q235B
DHGR-005
J506H08Mn2SiA
01
氩电联焊
05~08
φ920×10
Q235B
DHGR-006
J506H08Mn2SiA
02
氩电联焊
05~08
φ920×10
Q235B
DHGR-007
J506H08Mn2SiA
03
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
S1140
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
08~11
φ920×10
Q235B
DHGR-008
J506H08Mn2SiA
04
氩电联焊
08~11
φ920×10
Q235B
DHGR-009
J506H08Mn2SiA
01
氩电联焊
08~11
φ920×10
Q235B
DHGR-010
J506H08Mn2SiA
01
氩电联焊
1
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路地块供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路地块供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
11~12
φ920×10
Q235B
DHGR-011
J506H08Mn2SiA
02
氩电联焊
11~12
φ920×10
Q235B
DHGR-012
J506H08Mn2SiA
02
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
13~15
φ920×10
Q235B
DHGR-013
J506H08Mn2SiA
03
氩电联焊
13~15
φ920×10
Q235B
DHGR-014
J506H08Mn2SiA
03
氩电联焊
13~15
φ920×10
Q235B
DHGR-015
J506H08Mn2SiA
04
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
16~19
φ920×10
Q235B
DHGR-016
J506H08Mn2SiA
04
氩电联焊
16~19
φ920×10
Q235B
DHGR-017
J506H08Mn2SiA
05
氩电联焊
16~19
φ920×10
Q235B
DHGR-018
J506H08Mn2SiA
05
氩电联焊
16~19
φ920×10
Q235B
DHGR-019
J506H08Mn2SiA
01
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
20~22
φ920×10
Q235B
DHGR-020
J506H08Mn2SiA
01
氩电联焊
20~22
φ920×10
Q235B
DHGR-021
J506H08Mn2SiA
02
氩电联焊
20~22
φ920×10
Q235B
DHGR-022
J506H08Mn2SiA
02
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
23~25
φ920×10
Q235B
DHGR-023
J506H08Mn2SiA
03
氩电联焊
23~25
φ920×10
Q235B
DHGR-024
J506H08Mn2SiA
03
氩电联焊
23~25
φ920×10
Q235B
DHGR-025
J506H08Mn2SiA
01
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
26~29
φ920×10
Q235B
DHGR-026
J506H08Mn2SiA
02
氩电联焊
26~29
φ920×10
Q235B
DHGR-027
J506H08Mn2SiA
03
氩电联焊
26~29
φ920×10
Q235B
DHGR-028
J506H08Mn2SiA
04
氩电联焊
26~29
φ920×10
Q235B
DHGR-029
J506H08Mn2SiA
05
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
30~32
φ920×10
Q235B
DHGR-030
J506H08Mn2SiA
01
氩电联焊
30~32
φ920×10
Q235B
DHGR-031
J506H08Mn2SiA
02
氩电联焊
30~32
φ920×10
Q235B
DHGR-032
J506H08Mn2SiA
03
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
33~35
φ920×10
Q235B
DHGR-033
J506H08Mn2SiA
04
氩电联焊
33~35
φ920×10
Q235B
DHGR-034
J506H08Mn2SiA
05
氩电联焊
33~35
φ920×10
Q235B
DHGR-035
J506H08Mn2SiA
01
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
36~39
φ920×10
Q235B
DHGR-036
J506H08Mn2SiA
02
氩电联焊
36~39
φ920×10
Q235B
DHGR-037
J506H08Mn2SiA
03
氩电联焊
36~39
φ920×10
Q235B
DHGR-038
J506H08Mn2SiA
04
氩电联焊
36~39
φ920×10
Q235B
DHGR-039
J506H08Mn2SiA
05
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
40~42
φ920×10
Q235B
DHGR-040
J506H08Mn2SiA
01
氩电联焊
40~42
φ920×10
Q235B
DHGR-041
J506H08Mn2SiA
03
氩电联焊
40~42
φ920×10
Q235B
DHGR-042
J506H08Mn2SiA
03
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
44~47
φ920×10
Q235B
DHGR-044
J506H08Mn2SiA
04
氩电联焊
44~47
φ920×10
Q235B
DHGR-045
J506H08Mn2SiA
01
氩电联焊
44~47
φ920×10
Q235B
DHGR-046
J506H08Mn2SiA
02
氩电联焊
44~47
φ920×10
Q235B
DHGR-047
J506H08Mn2SiA
04
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
48~50
φ920×10
Q235B
DHGR-048
J506H08Mn2SiA
04
氩电联焊
48~50
φ920×10
Q235B
DHGR-049
J506H08Mn2SiA
02
氩电联焊
48~50
φ920×10
Q235B
DHGR-050
J506H08Mn2SiA
01
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
51~53
φ920×10
Q235B
DHGR-051
J506H08Mn2SiA
02
氩电联焊
51~53
φ920×10
Q235B
DHGR-052
J506H08Mn2SiA
03
氩电联焊
51~53
φ920×10
Q235B
DHGR-053
J506H08Mn2SiA
05
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
54~55
φ920×10
Q235B
DHGR-055
J506H08Mn2SiA
01
氩电联焊
54~55
φ920×10
Q235B
DHGR-056
J506H08Mn2SiA
02
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
56~58
φ920×10
Q235B
DHGR-056
J506H08Mn2SiA
02
氩电联焊
56~58
φ920×10
Q235B
DHGR-057
J506H08Mn2SiA
04
氩电联焊
56~58
φ920×10
Q235B
DHGR-058
J506H08Mn2SiA
04
氩电联焊
班(组)长:
201年月日
项目技术负责人
201年月日
管道焊接工作记录GY-04
工程名称
乘风地区东湖路供热干线建设工程
工程编号
单位工程名称
乘风地区东湖路供热干线建设工程
管道号
管道规格
材质
焊缝编号
焊接材料
焊工编号
焊接方法
主材预热温度(℃)
热处理记录单号
59~61
φ920×10
Q235B
DHGR-059
J506H08Mn2SiA
02
氩电联焊
59~61
φ920×10
Q235B
DHGR-060
J506H08Mn2SiA
01
氩电联焊
59~61
φ920×10
Q235B
DHGR-061
J506H08Mn2SiA
02
氩电联焊
班(组)长:
201年月日
项目技术


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- DN900 焊接 记录
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《保险学概论》期末复习指导书蓝本答案要点.docx
《保险学概论》期末复习指导书蓝本答案要点.docx
-
《读李白诗歌 品太白遗韵》.docx
-
《海底两万里》读书笔记800字.docx
-
《经济法基础》考试真题及答案921.docx
-
《石灰吟》教学设计部编版1.docx
-
《数字化测图》课程标准.docx
-
#网上购物系统需求分析.docx
-
《大棚蔬菜》教案doc.docx
-
《各具特色的民居》综合资料.docx
-
#加强中小型企业人力资源管理的对策思考.docx
-
《计算机文化基础wordl》课程单元教学设计.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《菜根谭》注译四闲适篇.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《操作系统》二学期A卷及答案.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《傅雷家书》名著阅读笔记.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
《时间旅行者的妻子》中英文剧本.docx
-
《化工原理》第六章蒸发.docx
-
《你若安好便是晴天林徽因传》序.docx
-
《蓝海战略》概要11页.docx
-
《体育科学》论文格式.docx
-
《劝学师说赤壁赋登泰山记》文言现象翻译简答题.docx
-
《微观经济学》期末试题.docx
-
《微机测控系统原理与设计》习题解答.docx
-
《扫雪心得体会》.docx
-
《质量处理学》学习规划.docx
-
《物质的密度》教案.docx
-
报验表压力001014Word下载.docx
-
创新方案版新课标物理一轮复习过关检测 第一章 运动的描述 匀变速直线运动3 Word版含答案Word下载.docx
-
工程监理实施细则电气智能建筑工程Word格式文档下载.docx
-
北京房山初三一模英语Word下载.docx
-
从台湾金融发展经验谈两岸金融合作Word格式文档下载.docx
-
工程训练中的安全操作规范Word文档格式.docx
-
北京节能能源领域政策梳理Word文档格式.docx
-
当代经济学为何缺少方法论的反省Word格式文档下载.docx
-
大体积混凝土施工方案Word格式.docx
-
部编版秋二年级上册语文课文填空练习精编Word版11页文档格式.docx
-
高二下册语文第四单元测试题及参考答案Word下载.docx
-
教科版修订版科学三级下册教案Word文档下载推荐.docx
-
公交线路Word文档格式.docx
-
导热油炉注油方案Word下载.docx
-
高考河北卷生物试题含答案解析Word下载.docx
-
大学课件 自考 英语二复习资料汇总Word文件下载.docx
-
大学生五年计划范文3篇Word下载.docx
-
高考全国I卷文综试题及答案Word格式.docx
-
公务员经典常识题Word下载.docx
