 219焊接记录.docx
219焊接记录.docx
- 文档编号:11528596
- 上传时间:2023-06-01
- 格式:DOCX
- 页数:23
- 大小:17.74KB
219焊接记录.docx
《219焊接记录.docx》由会员分享,可在线阅读,更多相关《219焊接记录.docx(23页珍藏版)》请在冰点文库上搜索。
219焊接记录
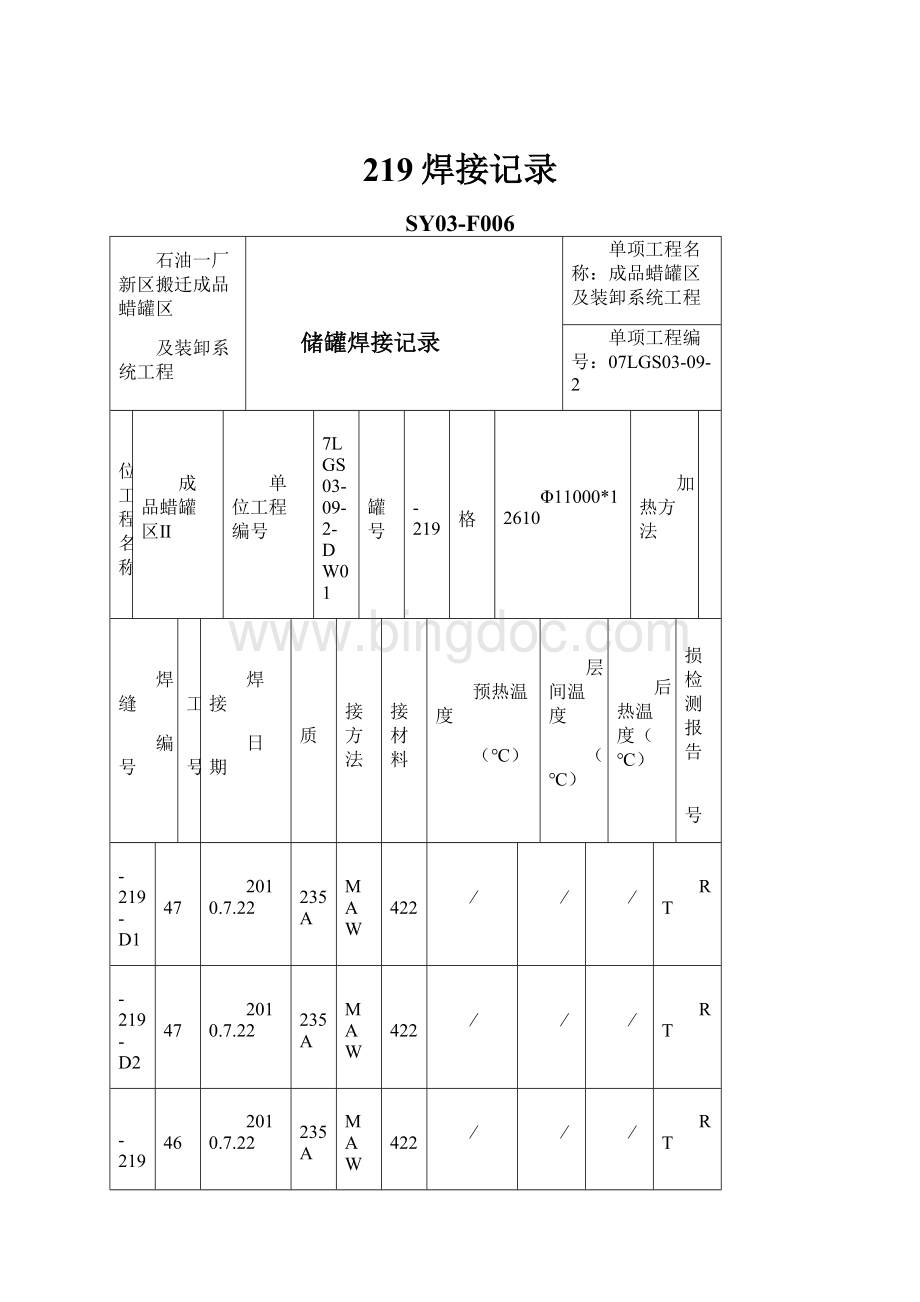
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-D1
147
2010.7.22
Q235A
SMAW
J422
∕
∕
∕
RT
T-219-D2
147
2010.7.22
Q235A
SMAW
J422
∕
∕
∕
RT
T-219-D3
146
2010.7.22
Q235A
SMAW
J422
∕
∕
∕
RT
T-219-D4
189
2010.7.22
Q235A
SMAW
J422
∕
∕
∕
RT
T-219-D5
146
2010.7.22
Q235A
SMAW
J422
∕
∕
∕
∕
T-219-D6
189
2010.7.22
Q235A
SMAW
J422
∕
∕
∕
∕
以下空白
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-A8-1
147
2010.7.28
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A8-2
146
2010.7.28
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A8-3
189
2010.7.28
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A8-4
147
2010.7.28
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A8-5
146
2010.7.28
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A8-6
189
2010.7.28
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B7-1
147
2010.8.2
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B7-2
146
2010.8.2
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B7-3
189
2010.8.2
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B7-4
147
2010.8.2
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B7-5
146
2010.8.2
Q235B
SMAW
J422
∕
∕
∕
∕
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-B7-6
189
2010.8.2
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A7-1
147
2010.8.3
Q235B
SMAW
J422
∕
∕
∕
/
T-219-A7-2
146
2010.8.3
Q235B
SMAW
J422
∕
∕
∕
/
T-219-A7-3
189
2010.8.3
Q235B
SMAW
J422
∕
∕
∕
/
T-219-A7-4
147
2010.8.3
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A7-5
146
2010.8.3
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A7-6
189
2010.8.3
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B6-1
147
2010.8.5
Q235B
SMAW
J422
∕
∕
∕
/
T-219-B6-2
146
2010.8.5
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B6-3
189
2010.8.5
Q235B
SMAW
J422
∕
∕
∕
/
T-219-B6-4
147
2010.8.5
Q235B
SMAW
J422
∕
∕
∕
∕
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-B6-5
146
2010.8.5
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B6-6
189
2010.8.5
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A6-1
147
2010.8.6
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A6-2
146
2010.8.6
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A6-3
189
2010.8.6
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A6-4
147
2010.8.6
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A6-5
146
2010.8.6
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A6-6
189
2010.8.6
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B5-1
147
2010.8.7
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B5-2
146
2010.8.7
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B5-3
189
2010.8.7
Q235B
SMAW
J422
∕
∕
∕
∕
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-B5-4
147
2010.8.7
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B5-5
146
2010.8.7
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B5-6
189
2010.8.7
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A5-1
147
2010.8.9
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A5-2
146
2010.8.9
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A5-3
189
2010.8.9
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A5-4
147
2010.8.9
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A5-5
146
2010.8.9
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A5-6
189
2010.8.9
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B4-1
147
2010.8.10
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B4-2
146
2010.8.10
Q235B
SMAW
J422
∕
∕
∕
∕
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-B4-3
189
2010.8.10
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B4-4
147
2010.8.10
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B4-5
146
2010.8.10
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B4-6
189
2010.8.10
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A4-1
147
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A4-2
146
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A4-3
189
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
/
T-219-A4-4
147
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
/
T-219-A4-5
146
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
/
T-219-A4-6
189
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B3-1
147
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-B3-2
146
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B3-3
189
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B3-4
147
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B3-5
146
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B3-6
189
2010.8.11
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A3-1
147
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A3-2
146
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A3-3
189
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A3-4
147
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A3-5
146
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A3-6
189
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-B2-1
147
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B2-2
147
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B2-3
146
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B2-4
146
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B2-5
189
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-B2-6
189
2010.8.12
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A2-1
147
2010.8.13
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A2-2
147
2010.8.13
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A2-3
146
2010.8.13
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A2-4
146
2010.8.13
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A2-5
189
2010.8.13
Q235B
SMAW
J422
∕
∕
∕
∕
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
Y03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-A2-6
189
2010.8.13
Q235B
SMAW
J422
∕
∕
∕
∕
T-219-A1-1-1
147
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-1-2
147
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-2-1
146
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-2-2
146
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-3-1
189
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-3-2
189
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-4-1
147
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-4-2
147
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-5-1
146
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-5-2
146
2010.8.14
Q235B
SMAW
J422
∕
∕
∕
RT
监理单位
总承包单位
施工单位
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日
SY03-F006
石油一厂新区搬迁成品蜡罐区
及装卸系统工程
储罐焊接记录
单项工程名称:
成品蜡罐区及装卸系统工程
单项工程编号:
07LGS03-09-2
单位工程名称
成品蜡罐区Ⅱ
单位工程编号
07LGS03-09-2-DW01
储罐号
T-219
规格
Φ11000*12610
加热方法
∕
焊缝
编号
焊工
编号
焊接
日期
材质
焊接方法
焊接材料
预热温度
(℃)
层间温度
(℃)
后热温度(℃)
无损检测报告
编号
T-219-A1-6-1
189
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-A1-6-2
189
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B1-1
147
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B1-2
147
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
/
T-219-B1-3
146
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B1-4
146
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
/
T-219-B1-5
189
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
RT
T-219-B1-6
189
2010.8.15
Q235B
SMAW
J422
∕
∕
∕
/
以下空白
监理工程师:
年月日
专业工程师:
年月日
质量检查员:
技术负责人:
年月日


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 219 焊接 记录
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《大侦探小卡莱》读后感.docx
《大侦探小卡莱》读后感.docx
-
《关于小学保护环境演讲稿范文锦集10篇》.docx
-
《骆驼祥子》问题.docx
-
《探究平抛运动的规律》教学设计.docx
-
《傅雷家书》名著阅读训练题含答案练习.docx
-
《机械原理》试题解析.docx
-
《浅谈法律适用的概念三篇》.docx
-
《物联网概论》电子教学说课.docx
-
《中国诗词大会》第一季题库.docx
-
3云南省食品安全地方标准《鲜花饼》.docx
-
《肺结核病防治知识》.docx
-
《会展客户关系管理》复习资料.docx
-
《拍皮球》教案.docx
-
《我的家乡》教学设计.docx
-
《中国教育史》复习要点.docx
-
《比尾巴》教学实录及点评.docx
-
《各运动品牌口号》.docx
-
《教学管理模式的创新研究与实践》课题开题报告.docx
-
《实验室日常管理规定》.docx
-
《学习《铁窗忏悔录》心得》.docx
-
《最大的书》教案2.docx
-
09系统部署方案设计.docx
-
41食物与营养 浙教版九年级科学上册学案.docx
-
360全息投影系统方案.docx
-
Android实训心得.docx
-
《背起爸爸上学》观后感5篇精品模板.docx
-
CAD三维建模教案0038课时doc.docx
-
c语言习题.docx
-
《个人能力提升计划》.docx
-
《产品质量法》培训.docx
-
《工程招投标与合同管理》期末考试复习题及参考答案.docx
-
《数字歌》教学设计.docx
-
机关工会成立程序资料全Word下载.doc
-
机关人员运动健身实施计划活动方案Word下载.docx
-
七年级英语上外研社Module6 A trip to the zoo单元练习含答案Word文档格式.docx
-
机票预定系统需求分析Word格式.doc
-
企业管理制度样例Word下载.docx
 机器视觉光源介绍表格文件下载.xls
机器视觉光源介绍表格文件下载.xls
-
金山区第六届明天的导师工程Word文档格式.docx
-
金属电镀实验报告Word格式.docx
-
机械工程英语part2所有单元翻译Word文档格式.docx
-
燃气管网的水力计算Word下载.docx
-
机械工艺夹具毕业设计166内圆磨床主轴课程设计Word文档下载推荐.doc
-
金税三期优化版安全域划分规范Word文件下载.docx
-
机械控制工程基础习题集Word文档下载推荐.doc
-
人教版四年级数学下册乘法运算定律练习题98Word文件下载.docx
-
机械设计课程设计蜗轮蜗杆传动Word文档下载推荐.doc
-
人教版小学数学四年级下册教案全集图文Word格式.docx
-
基础部0度工作总结Word文件下载.docx
-
人力资源管理专业大学生职业生涯规划书Word文件下载.docx
-
基础施工方案正确Word文件下载.doc
