 实训模块四.docx
实训模块四.docx
- 文档编号:16227601
- 上传时间:2023-07-11
- 格式:DOCX
- 页数:10
- 大小:1.28MB
实训模块四.docx
《实训模块四.docx》由会员分享,可在线阅读,更多相关《实训模块四.docx(10页珍藏版)》请在冰点文库上搜索。
实训模块四
车工实训模块四孔加工
一、钻孔
在实心材料上加工孔,首先要用钻头钻孔,钻孔的精度很低,尺寸公差在ITl4以下,表面粗糙度为Ra12.5μm。
精度要求低的孔,可用与孔等直径的钻头将孔钻出,不再加工。
精度要求高的孔,钻孔后还需进一步加工。
因此,选用的钻头直径应比孔径尺寸减小1.5—2mm。
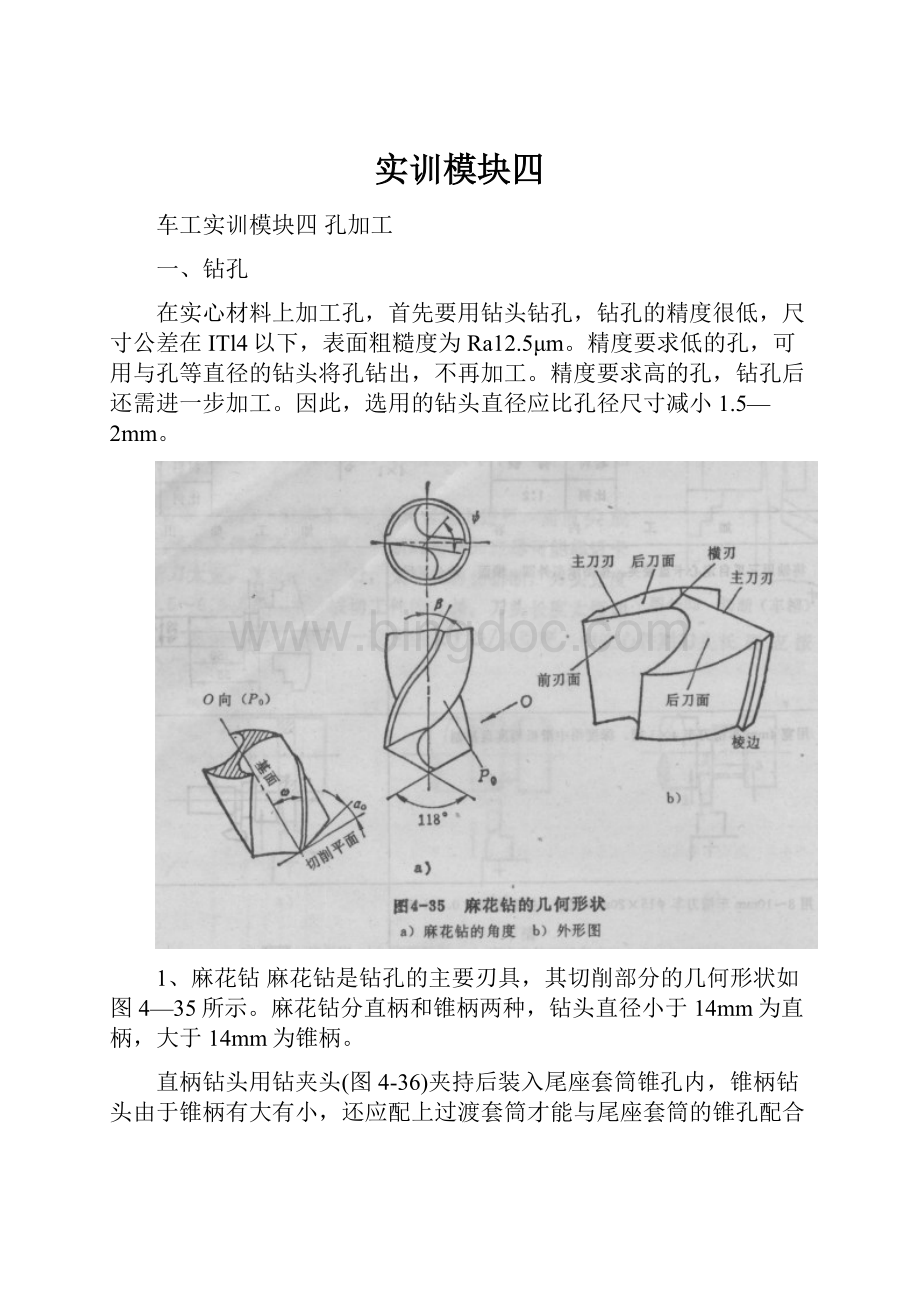
1、麻花钻麻花钻是钻孔的主要刃具,其切削部分的几何形状如图4—35所示。
麻花钻分直柄和锥柄两种,钻头直径小于14mm为直柄,大于14mm为锥柄。
直柄钻头用钻夹头(图4-36)夹持后装入尾座套筒锥孔内,锥柄钻头由于锥柄有大有小,还应配上过渡套筒才能与尾座套筒的锥孔配合。
如图4-37所示。
2、尾座的工作位置
1)钻孔时尾座中心应对准工件旋转中心,尾座偏位会造成钻孔尺寸扩大。
2)钻孔前尾座套筒伸出长度尽可能短。
3、钻孔的切削速度麻花钻切削速度口,一般为20~25m/min。
计算主轴速度时应根据钻头直径大小来定。
n=1000v/πD
式中n——主轴转速,单位为r/min;
D——钻头直径。
4、钻孔的方法钻孔前工件的端面要车平,或中心处车成凹坑,这样有利于钻头定中心。
开始钻削时钻头很容易产生摆动,如不及时纠正,将会使钻出的孔与外圆不同轴,甚至严重偏位。
减少钻头摆动的方法是在刀架上夹一挡铁,当钻头尖顶处与端面接触产生摆动时,就用挡铁轻轻挡住钻头头部,如图4—38所示。
注意不能挡在钻头中间部,也不可用力太大,挡在后部不起作用,用力太大又会使钻头向一边偏斜同样会造成孔径扩大。
当钻头尖顶部分切入约3/4左右,挡铁应退出。
钻头直径小于5mm时不宜用挡铁。
防止钻头摆动的方法,即在钻孔前在端面上钻一中心孔,也能起到定中心的作用。
钻孔时双手摇动尾座手轮,如图4—39所示。
进给量约0.1~0.3mm/r,钻头直径小容易折断,进给速度应适当慢些。
钻孔时应加切削液,钻孔深度深时排屑有困难,应经常退出清除切屑和冷却钻头。
二、扩孔
在实心材料上钻孔,Φ25mm以下的孔一次钻出,Φ25mm以上的孔钻削时较费力,一般钻孔后再将孔扩大,例如钻削Φ40mm孔,直接钻较困难,可以先钻Φ20~Φ25mm的孔,然后再用Φ40mm的钻头将孔扩大。
扩孔时比较省力,但进给速度也不能过快,否则易造成钻头在尾座套简内打滑。
三、车孔
车孔的方法可以加工通孔、阶台孔和盲孔,见图4—40所示。
车孔尺寸公差等级能达到IT8一IT9,表面粗糙度为Ra6.3~1.6μm。
1、内孔车刀内孔车刀分为通孔车刀与不通孔车刀两种,如图4—41所示。
其切削部分的几何形状与外圆车刀基本相似,不同的是后角较大,一般磨成双后角或圆弧状,以免与孔壁相碰。
内孔车刀的刀杆应按径大小选择,安装时,应对准中心,精加工时可略高一些,刀杆伸出长度略长于被加工孔,刀杆应与内孔轴心线平行,一般安装后应在工件内孔前后移动一次,观察有无碰擦。
2、车通孔通孔的车削方法与车外圆相似,车削前检查毛坯孔尺寸,根据加工余量确定车削次数和吃刀量ap。
通过试切削的方法准确地定吃刀量,以保证孔径的尺寸公差。
(1)孔试切削的步骤孔试切削的步骤如图4—42所示。
1)开动机床将车刀刀尖向孔壁靠拢,当刀尖与孔壁相擦时,横向不动,纵向退出。
2)将中滑板刻度进到所需要的吃刀量位置。
3)试车孔,试车长度约2mm左右。
4)测量试切部分的孔径尺寸。
5)根据试切尺寸重新调整吃刀量或不调整。
试切的过程要反复进行,直至试切尺寸符合要求时,才可纵向进给。
车通孔的内孔车刀要长于工件长度,可在车刀上划线作为退刀标记,也可听声音辨别车刀是否已不切削。
(2)车孔切削用量的选择车孔切削用量选择基本与车外圆一样,粗车在机床及刀具的刚性允许条件下,吃刀量。
,尽可能选大些,精车为得到较小的表面粗糙度,ap适当取小些,一般0.1—0.3mm。
(3)孔的测量方法
1)常用的测量方法是用内卡钳在钢直尺或千分尺上量取尺寸后,再用内卡钳测量孔径尺寸,这种方法比较简便,适用性较广,但测量的精确度完全由操作者的测量技巧所决定,如测量技巧熟练,用内卡钳测量孔径误差可小于0.03mm。
2)操作的方法是将千分尺上的读数调整到孔径尺寸的最小极限,然后锁紧以防尺寸变动。
千分尺用左手握住,右手握内卡钳,如图4-43所示。
内卡钳应调整到与千分尺测量面轻微相擦,不能过紧或过松,否则都会影响测量的准确程度。
3)内卡钳在孔内测量时,应作前后和左右的摆动,摆动量一般为2—3mm,测量姿势如图4-44所示。
(4)车孔应注意事项
1)工件不可夹得过紧,以防夹变形。
2)工件外圆应用划针找正,以保持孔与外圆同轴。
3)车孔时一般应同时车出端面,以保持孔与端面习
4)孔口应去除毛刺或锐边倒钝。
(5)车通孔操作实例。
见表4—3。
表4-3车通孔操作实
序号
加工简图
加工内容
1
一、按图示装夹工件
用Φ18mm钻头钻通孔
用90°车刀车端面,车出即可
第一次车孔径D为Φ20mm
钻头直径=[20一(1.5~2)]mm=18~18.5mm
2
二、车内孔,按练习顺序反复练习
3
三、孔口用内孔车刀倒角
3、车阶台孔
(1)阶台孔车刀的选择和安装车阶台孔用不通孔车刀,刀杆粗细应根据孔径和阶台面的大小,要保证车内阶台面时刀杆不与孔壁相碰,主偏角Ar>90°,如图4—45所示。
(2)阶台孔的车削方法一般先车小孔,再车大孔,如阶台孔大小相差悬殊,可以大小孔都粗车,然后精车。
1)内阶台面的车削方法粗车内孔的末次进刀接近终止位置时,车刀应作横向进给,将内阶台面基本车平整。
精车孔,纵向进给至终止位置时,刀尖已切入内端面,见图4—46a,此时,立即改为横向进给,车内阶台面,见图4—46b。
2)阶台孔深度的控制方法常用的方法是利用床鞍作粗加工定位,精加工控制孔深的尺寸公差可利用小滑板刻度作微量调整。
操作的方法是摇动小滑板,使车刀刀尖逐渐靠近工件端面,当刀尖与工件端面相接触时,车刀横向退出,将床鞍刻度调整到零位,作为起始位置。
刻度的终止位置即所需要的孔深尺寸。
如孔深30mm,床鞍刻度的终止位置即第30格。
(刻度每格为lmm)由于刻度有一定误差,一般在车削时应留有余量,约比实际尺寸短0.5~lmm,然后通过测量,按实际尺寸,利用小滑板刻度作微量修正。
3)阶台孔深度的测量方法阶台孔深度要求不高的可用钢直尺测量,孔径尺寸较小或精度较高的可用游标卡尺测量,如图4-47所示。
表4-4车台阶孔操作实例
序号
加工内容
加工简图
1
工件用三爪自定心卡盘装夹,装夹长度的工件总长的1/3左右,用划针找正后夹紧.
车Φ200+0.10mm孔至尺寸.
偏刀由里向外车出端面.
2
粗车Φ300+0.05mm阶台孔至庐Φ29.5,孔深15mm车至14.5m
3
精车Φ300+0.05mm孔至尺寸,同时车出内阶台面,控制孔深15mm孔口去除锐边


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 模块
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《保险学概论》期末复习指导书蓝本答案要点.docx
《保险学概论》期末复习指导书蓝本答案要点.docx
-
《读李白诗歌 品太白遗韵》.docx
-
《海底两万里》读书笔记800字.docx
-
《经济法基础》考试真题及答案921.docx
-
《石灰吟》教学设计部编版1.docx
-
《数字化测图》课程标准.docx
-
#网上购物系统需求分析.docx
-
《大棚蔬菜》教案doc.docx
-
《各具特色的民居》综合资料.docx
-
#加强中小型企业人力资源管理的对策思考.docx
-
《计算机文化基础wordl》课程单元教学设计.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《菜根谭》注译四闲适篇.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《操作系统》二学期A卷及答案.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《傅雷家书》名著阅读笔记.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
《时间旅行者的妻子》中英文剧本.docx
-
《化工原理》第六章蒸发.docx
-
《你若安好便是晴天林徽因传》序.docx
-
《蓝海战略》概要11页.docx
-
《体育科学》论文格式.docx
-
《劝学师说赤壁赋登泰山记》文言现象翻译简答题.docx
-
《微观经济学》期末试题.docx
-
《微机测控系统原理与设计》习题解答.docx
-
《扫雪心得体会》.docx
-
《质量处理学》学习规划.docx
-
《物质的密度》教案.docx
-
大酒店接待中心贵宾楼别墅土建装饰水电消防安装基础施工方案资料Word格式文档下载.docx
-
Y系列三相异步电机产品资料Word文档下载推荐.docx
-
国际结算业务管理规定Word文档格式.docx
-
初中毕业典礼学生代表发言稿文档格式.docx
-
春分段概括Word文档格式.docx
-
国家安全生产监督管理总局令 第41号Word文档格式.docx
-
机电队双基Word格式.docx
-
大学毕业设计基于单片机控制的消毒柜Word下载.docx
-
出租汽车驾驶员从业资格全国公共科目考试试题库第一版Word文件下载.docx
-
国开行花卉种植基地建设方案Word文档格式.docx
-
国内外军用电子元器件质量等级及对应情况完整资料Word文档下载推荐.docx
-
Photoshop鼠绘教程头发的详细画法Word格式文档下载.docx
-
初高中衔接部分的解决Word格式文档下载.docx
-
初中七年级下册语文作文汇编训练试题整理及解析Word文档下载推荐.docx
-
SAE J2412测试标准Word文件下载.docx
-
国庆小报简单又好看Word文档格式.docx
-
Sketchup常用快捷键文档格式.docx
-
国资委XX年度工作总结和XX年度工作打算Word文档格式.docx
-
大学生奖学金自我鉴定Word格式.docx
