 控制图如何制作范本模板.docx
控制图如何制作范本模板.docx
- 文档编号:16164709
- 上传时间:2023-07-11
- 格式:DOCX
- 页数:14
- 大小:483.97KB
控制图如何制作范本模板.docx
《控制图如何制作范本模板.docx》由会员分享,可在线阅读,更多相关《控制图如何制作范本模板.docx(14页珍藏版)》请在冰点文库上搜索。
控制图如何制作范本模板
控制图如何制作
控制图,是制造业实施品质管制中不可缺少的重要工具.它最早
是由美国贝尔电话实验室的休华特在1924年首先提出的,它通过设置
合理的控制界限,对引起品质异常的原因进行判定和分析,使工序处
于正常、稳定的状态.
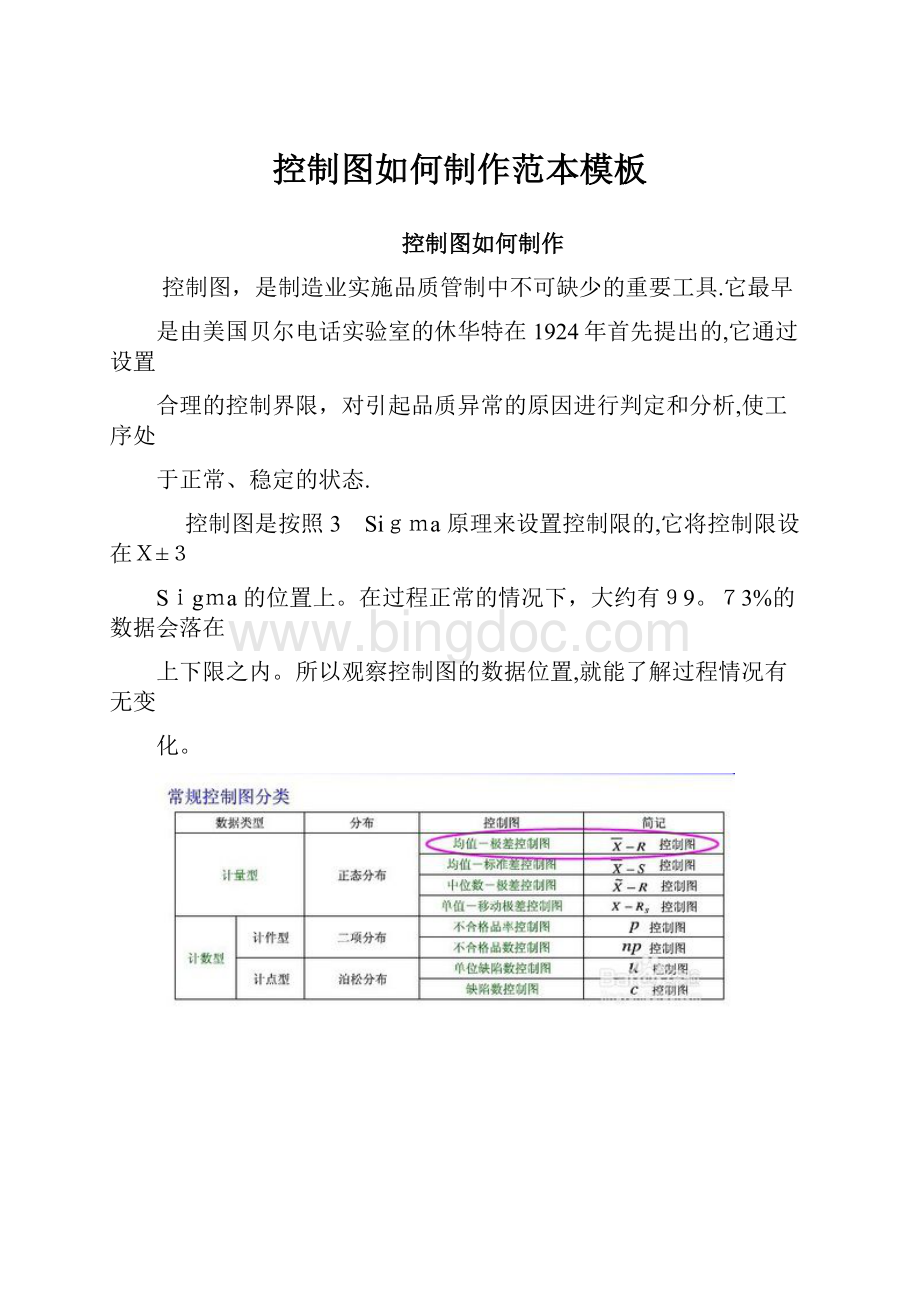
控制图是按照3 Sigma原理来设置控制限的,它将控制限设在X±3
Sigma的位置上。
在过程正常的情况下,大约有99。
73%的数据会落在
上下限之内。
所以观察控制图的数据位置,就能了解过程情况有无变
化。
c:
\iknow\docshare\data\cur_work\javascript:
;工具/原料
∙电脑
∙待解决问题
c:
\iknow\docshare\data\cur_work\javascript:
;方法/步骤
1.1
确定抽样数目,平均值—极差控制图的抽样数目通常为每组2~6个。
确定抽样次数,通常惯例是每班次20~25次数,最少20组,一般25
组较合适,但要确保样本总数不少于50个单位。
2.2
确定级差、均值及均值、级差控制界限(通过公式计算)。
3.3
制作Xbar-—R控制图。
4.4
分析控制图并对异常原因进行调查及对策;继续对生产过程进行下一生产日的抽样并绘制控制图,以实现对工程质量的连续监控。
END
c:
\iknow\docshare\data\cur_work\javascript:
;" 注意事项
∙制作Xbar—-R控制图,需要明确记录抽样数据的基本条件(机种、项目、生产线、规格标准、控制界限、抽样时间及日期、抽样频次等),在控制图的上方可开辟“基本条件记录区"以记录上述条件;另外抽样的数据及计算出的X和R值记录在控制图的下方区域,形成“抽样数据区”,最下方可作为“不良原因对策区”,这样就可形成一份完整的Xbar—-R控制图。
二、控制 图的轮廓 线
第3页 /(共6页)
控制图 是画 有控 制界限的 一种图表 。
如图 5—4所 示。
通过它可以看出质量变动的情况及 趋势,以便找出 影 响质量 变 动的 原因,然后予 以 解决.
图5-4控制 图
我们已经知道 :
在 正态分 布的基本性质中,质量特性数据落在 [μ±3]范围 内 的概率为99。
73%,落在界外的概率只有0.27%, 超 过一 侧的概率 只 有0. 135%,这是一 个小概率事 件。
这个 结 论非常重要,控制 图正是基 于这个结论而产 生出来的。
现 在把带有 μ±3线的 正态分布曲线旋转到一 定的位 置 (即正态
分布曲 线向右 旋 转
9,再翻
转 ) ,即得到了控制 图的 基 本形式 ,
再 去掉正 态分布 的概率密 度曲线,就得到了控制 图的轮廓线,其演 变 过程如图 5—5所示。
第4页 /(共6页)
图5—5控 制图轮廓线的 演变过程
通常,我们 把上临界线(图中的 μ+3线)称 为控制 上 界,记为 UCL(UpperCont rol Limi t),平均数 (图 中的 μ线)称 为中 心线,记为 CL(Cent ral Line),下临界线(图中 μ-3线) 称为控 制下界, 记 为L CL(Lower Cont rolLim i t)。
控制 上界与 控制 下界统称为控制 界限。
按规定抽取的样本 值用点子 按时间或批号顺序标在控制图中,称 为 描点或打点 .各个 点子 之 间用 实线段连 接起来,以 便看出生 产过程的变化趋势 。
若点 子超 出 控制界限,我们 认为生产过 程有变化,就 要告警 。
三、两种错误和3方式
从 前面的 论述中我们 已知,如果 产品 质量波 动服从正 态分布 ,那么 产品 质量 特性 值 落在 μ土3控制界 限外的 可能性是 0.27%,而落 在一侧界 限外的 概率仅为0.135%。
根 据 小 概率 事件在一次实 验中 不会发生的 原理,若点子出界就 可以判断生产有异 常。
可 是0。
27%这 个 概率数值虽 然 很小, 但 这类事 件总还 不是绝对不 可能发生的 。
当 生产过程正常时,在纯 粹出于偶 然原 因使点子出界的场合, 我们 根据点 子出 界而判 断生 产过程异 常,就 犯了错 发警报的错误 ,或
第5页 /(共6页)
称第一种错误 。
这 种错误将造成虚 惊一 场、停 机检查 劳而 无功、 延 误生产等 损失 。
为了减 少第一种错误,可以把控制图的界限扩大。
如果把控制界限 扩大 到 μ±4,则第一种错 误发 生 的概率 为0。
006%,这就可使由错发警报 错误 造 成的损失减小.可 是,由于把控制界限 扩大 , 会增 大另 一 种错 误发 生 的可能 性,即生 产过 程已经 有 了 异常, 产品质量分 布偏离了原 有的典型 分布, 但是总还有 一 部分产品的质量特性值在上 下 控制界限之内, 参见图 5-6。
如果我们 抽取到这 样 的产品 进行检查,那么这时由于点子未出界 而判断生 产过程 正常, 就 犯了漏发警报 的错误,或称第二 种 错误。
这种 错误将造成 不良品 增加 等损失 。
图5-6控 制图 的两种 错误
要完全避免 这两种错误 是不 可能 的, 一种错 误减小, 另一种错误就要增 大,但 是可以设法 把 两种 错误造 成 的 总损失降低到 最低 限度。
也 就是 说, 将两项损失之和是最 小的地方, 取为控制界限之所在 。
以μ±3为 控制界限,在实际生产中广 泛应用时,两种错误造 成的
第6页 /(共6页)
第7页
共7页
<上一页
预览:
总 损 失为最小.如图5—7所示 。
这就 是大多数控制图的控制 界 限 都采用μ±3方式的理由.
图5—7两 种错误总 损失 最小点
X—R控制图的操作步骤及应用示例
ﻫ
ﻫ用于控制对象为长度、重量、强度、纯度、时间、收率和生产量等计量值的场合。
X控制图主要用于观察正态分布的均值的变化,R控制图主要用于观察正态分布分散或变异情况的变化,而X—R控制图则将二者联合运用,用于观察正态分布的变化。
ﻫ
X—R控制图的操作步骤
步骤1:
确定控制对象,或称统计量。
ﻫ这里要注意下列各点:
ﻫ
(1) 选择技术上最重要的控制对象。
ﻫ(2) 若指标之间有因果关系,则宁可取作为因的指标为统计量.
(3) 控制对象要明确,并为大家理解与同意. ﻫ(4) 控制对象要能以数字来表示. ﻫ(5) 控制对象要选择容易测定并对过程容易采取措施者.
步骤2:
取预备数据(Preliminary data)。
ﻫ(1) 取25个子组。
(2) 子组大小取为多少?
国标推荐样本量为4或5。
ﻫ(3) 合理子组原则。
合理子组原则是由休哈特本人提出的,其内容是:
“组内差异只由偶因造成,组间差异主要由异因造成”。
其中,前一句的目的是保证控制图上、下控制线的间隔距离6σ为最小,从而对异因能够及时发出统计信号。
由此我们在取样本组,即子组时应在短间隔内取,以避免异因进入。
根据后一句,为了便于发现异因,在过程不稳,变化激烈时应多抽取样本,而在过程平稳时,则可少抽取样本。
ﻫ
如不遵守上述合理子组原则,则在最坏情况下,可使控制图失去控制的作用.
步骤3:
计算Xi,Ri。
ﻫ步骤4:
计算X,R。
ﻫ步骤5:
计算R图控制线并作图。
ﻫ步骤6:
将预备数据点绘在R图中,并对状态进行判断。
若稳,则进行步骤7;若不稳,则除去可查明原因后转入步骤2重新进行判断。
ﻫ步骤7:
计算X图控制线并作图。
ﻫ
将预备数据点绘在X图中,对状态进行判断. ﻫ若稳,则进行步骤8;若不稳,则除去可查明原因后转入步骤2重新进行判断。
ﻫ
步骤8:
计算过程能力指数并检验其是否满足技术要求。
ﻫ若过程能力指数满足技术要求,则转入步骤9。
步骤9:
延长X—R控制图的控制线,作控制用控制图,进行日常管理。
上述步1~步骤8为分析用控制图。
ﻫ上述步骤9为控制用控制图. ﻫ
以上是控制图的操作步骤,在这里如果直接SPC软件来做的话,就不需要自己计算跟画控制图,控制图计算公式已嵌入SPC软件中,只要把相关样本数据录入SPC软件中,SPC就可以直接生成各种控制图,以便分析. ﻫ
ﻫ
X—R控制图示例
[例 1]某手表厂为了提高手表的质量,应用排列图分析造成手表不合格品的各种原因,发现“停摆”占第一位。
为了解决停摆问题,再次应用排列图分析造成停摆的原因,结果发现主要是由于螺栓松动引发的螺栓脱落造成的.为此厂方决定应用控制图对装配作业中的螺栓扭矩进行过程控制。
分析:
螺栓扭矩是一计量特性值,故可选用基于正态分布的计量控制图。
又由于本例是大量生产,不难取得数据,故决定选用灵敏度高的X—R图。
ﻫ解:
我们按照下列步骤建立X—R图:
步骤1:
取预备数据,然后将数据合理分成25个分子组,参见表3- . ﻫ步骤2:
计算各组样本的平均数Xi.例如,第一组样本的平均值为,其余参用表中第(7)栏:
ﻫ
ﻫﻫ
步骤3:
计算各级样本的极差R。
例如第一组样本的极差为R1=max{x1j}-min{x1j}=174-154=20 ﻫ表3- [例1]的数据与X—R图计算表
ﻫ步骤4:
计算样本总均值X与平均样本极差R。
由于∑Xi=4081.8, ∑R=357,故:
X=163。
272,R=14。
280 ﻫﻫ步骤5:
计算R图的参数。
ﻫ先计算R图的参数。
从本节表3- 可知,当子组大小n=5,D4=2.114,D3=0,代入R图的公式,得到:
UCLR=D4R=2.114х14.280=30。
188
CLR =R =14.280
LCLR =D3R ﻫ
ﻫﻫ参见图1—。
可见现在R图判稳。
故接着再建立X图。
由于n=5,从表2— 知A2=0.577,再将X=163。
272,R=14。
280代入X图的公式,得到X图:
ﻫUCLx=X+A2R=163。
272+0。
577×14.280≈171.512
CLx=X=163.272 ﻫLCLx=X—A2R=163.272—0.577×14。
280≈155。
032
因为第13组X值为155.00小于UCLx,故过程的均值失控.经调查其原因后,改进夹具,然后去掉第13组数据,再重新计算R图与X图的参数.此时, ﻫ
ﻫ
ﻫ代入R图与X图的公式,得到R图:
ﻫ
从表3— 可见,R图中第17组R=30出界。
于是,舍去该组数据,重新计算如下:
ﻫﻫR图:
ﻫ
ﻫ从表3- 可见,R图可判稳.于是计算X图如下:
X图:
ﻫ
ﻫ
将其余23组样本的极差与均值分别打点于R图与X图上,见图2— 此时过程的变异与均值均处于稳态.
ﻫ步骤6:
与规范进行比较。
对于给定的质量规范TL=140,TU=180,利用R和X计算CP。
ﻫ
由于X=163.670与容差中心M=160不重合,所以需要计算Cpk。
ﻫ
ﻫ可见,统计过程状态下的Cp为1。
16>1,但是由于μ与M偏离,所以Cpk〈1。
因此,应根据对手表螺栓扭矩的质量要求,确定当前的统计过程状态是否满足设计的、工艺的和顾客的要求,决定是否以及何时对过程进行调整。
若需调整,那么调整数应重新收集数据,绘制X-R图。
ﻫ步骤7:
延长统计过程状态下的X—R图的控制限,进入控制用控制图阶段,实现对过程的日常控制. ﻫ以上是X-R控制图的介绍。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 控制 如何 制作 范本 模板
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《保险学概论》期末复习指导书蓝本答案要点.docx
《保险学概论》期末复习指导书蓝本答案要点.docx
-
《读李白诗歌 品太白遗韵》.docx
-
《海底两万里》读书笔记800字.docx
-
《经济法基础》考试真题及答案921.docx
-
《石灰吟》教学设计部编版1.docx
-
《数字化测图》课程标准.docx
-
#网上购物系统需求分析.docx
-
《大棚蔬菜》教案doc.docx
-
《各具特色的民居》综合资料.docx
-
#加强中小型企业人力资源管理的对策思考.docx
-
《计算机文化基础wordl》课程单元教学设计.docx
-
《不会叫的狗》教案 人教部编版1.docx
-
《菜根谭》注译四闲适篇.docx
-
《反不正当竞争法》下互联网平台封禁行为考辨以消费者用户合法权益保护为中心.docx
-
《福尔摩斯探案集》读后感15篇.docx
-
《荷叶圆圆》公开课教案优秀教学设计26.docx
-
《操作系统》二学期A卷及答案.docx
-
《科技出行研究报告》智能网联与新能源将变革未来汽车出行.docx
-
《红对勾》古代诗歌选择题答案补充.docx
-
《傅雷家书》名著阅读笔记.docx
-
《课堂密码》读后感及心得精选多篇.docx
-
《时间旅行者的妻子》中英文剧本.docx
-
《化工原理》第六章蒸发.docx
-
《你若安好便是晴天林徽因传》序.docx
-
《蓝海战略》概要11页.docx
-
《体育科学》论文格式.docx
-
《劝学师说赤壁赋登泰山记》文言现象翻译简答题.docx
-
《微观经济学》期末试题.docx
-
《微机测控系统原理与设计》习题解答.docx
-
《扫雪心得体会》.docx
-
《质量处理学》学习规划.docx
-
《物质的密度》教案.docx
-
电子商务理论最新最全.docx
-
计算机单项选择题.docx
-
计算机网络原理课后习题答案.docx
-
精选文体活动总结八篇.docx
-
美国超短语.docx
-
描写景物作文教案.docx
-
湘教版七年级下册地理知识点.doc
-
近代史纲要授课内容.docx
-
某个牛人做的Windows系统文.docx
-
某县垃圾中转站建设项目可行性研究报告.docx
-
精品解析江西省上饶市届高三第二次模拟考试语文试题精校Word版.docx
-
南大核心中文社会科学引文CSSCI来源期刊含扩展版.docx
-
内科护理个人年度工作总结三篇.docx
-
拟一条有关环保标语.docx
-
新版第9课宋代经济的发展教案.doc
-
精准扶贫信息平台解决方案.docx
-
镜中花水中月 给自言自语.docx
-
九年级科学机械能和内能检测试题.docx
-
新教材道德与法治的目录体系(三个年级).doc
