 SIEMENS802D加工中心操作.docx
SIEMENS802D加工中心操作.docx
- 文档编号:14008372
- 上传时间:2023-06-20
- 格式:DOCX
- 页数:38
- 大小:483KB
SIEMENS802D加工中心操作.docx
《SIEMENS802D加工中心操作.docx》由会员分享,可在线阅读,更多相关《SIEMENS802D加工中心操作.docx(38页珍藏版)》请在冰点文库上搜索。
SIEMENS802D加工中心操作
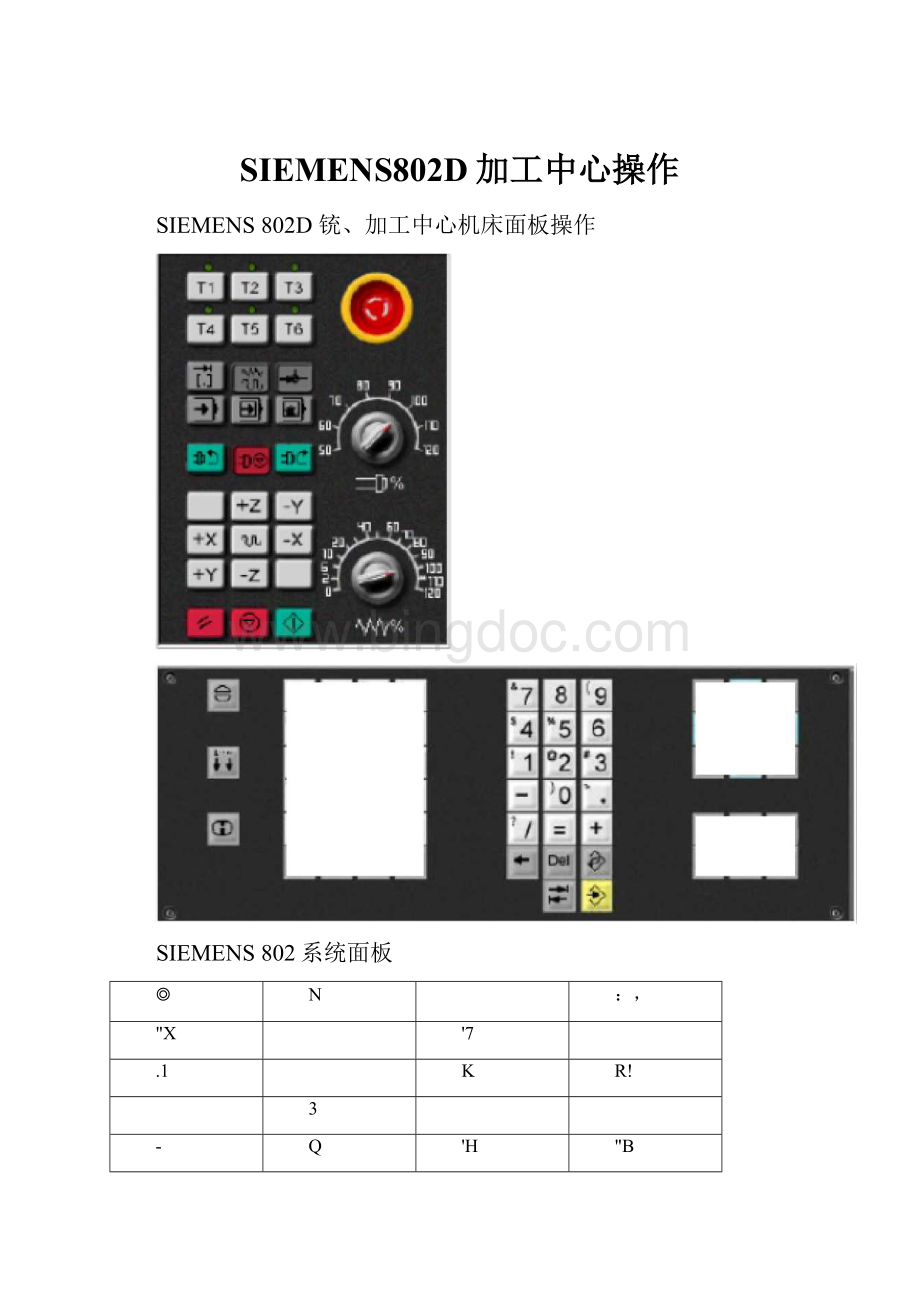
SIEMENS802D铳、加工中心机床面板操作
SIEMENS802系统面板
◎
N
:
,
"X
'7
.1
K
R!
3
-
Q
'H
"B
cr
Alt
1
CJ
+
bM
I
1帀
0*1
1
C«l9t
1.1面板简介
SIEMENS802D面板介绍
按钮
名称
功能简介
紧急停止
按下急停按钮,使机床移动立即停止,并且所有的输出如主轴的转动等都会关闭
■
点动距离选择按钮
在单步或手轮方式下,用于选择移动距离
■
手动方式
手动方式,连续移动
H
回零方式
机床回零;机床必须首先执行回零操作,然后才可以运行
Hl
自动方式
进入自动加工模式。
U
单段
当此按钮被按下时,运行程序时每次执行一条数控指令。
手动数据输入
(MDA
单程序段执行模式
■
主轴正转
按下此按钮,主轴开始正转
主轴停止
按下此按钮,主轴停止转动
主轴反转
按下此按钮,主轴开始反转
快速按钮
在手动方式下,按下此按钮后,再按下移动按钮则可以快速移动机床
|2|"+y|
移动按钮
LlI
3
复位
按下此键,复位CNC系统,包括取消报警、主轴故障复位、中途退出自动操作循环和输入、输出过程等。
循环保持
程序运行暂停,在程序运行过程中,按下此按钮运行暂停。
按伍j恢复运行
1
运行开始
程序运行开始
1
主轴倍率修调
将光标移至此旋钮上后,通过点击鼠标的左键或右键来调节主轴倍率。
3
二o鹉
yiic
Ma
%
进给倍率修调
调节数控程序自动运行时的进给速度倍率,调节范围为0~120%置光标于旋钮上,点击鼠标左键,旋钮逆时针转动,点击鼠标右键,旋钮顺时针转动。
报警应答键
X
通道转换键
信息键
上档键
对键上的两种功能进仃转换。
用了上档键,当按下字符键时,该键上行的字符(除了光标键)就被输出。
匕.
空格键
+
删除键(退格键)
自右向左删除字符
删除键
自左向右删除字符
鬲
取消键
*
制表键
1勺
回车/输入键
(1)接受一个编辑值。
(2)打开、关闭一个文件目录。
(3)打开文件
盜医
翻页键
lHl
加工操作区域键
按此键,进入机床操作区域
■
程序操作区域键
邑
参数操作区域键
按此键,进入参数操作区域
■
程序管理操作区域键
按此键,进入程序管理操作区域
报警/系统操作区域键
[y|
选择转换键
一般用于单选、多选框
1.2机床准备
1.2.1激活机床
检查急停按钮是否松开,若未松开,将急停按钮松开。
1.2.2机床回参考点
1)进入回参考点模式
系统启动之后,机床将自动处于“回参考点”模式
在其他模式下,依次点击按钮]三|和亠进入“回参考点”模式
2)回参考点操作步骤
Z轴回参考点:
点击按钮]也,Z轴将回到参考点,回到参考点之后,Z轴的回零灯将从冋变为
X轴回参考点:
点击按钮,X轴将回到参考点,回到参考点之后,X轴的回零灯将从冋变为①
丫轴回参考点:
点击按钮]也,丫轴将回到参考点,回到参考点之后,丫轴的回零灯将从变为
回参考点前的界面如图9-2-2-1所示:
回参考点后的界面如图9-2-2-2所示:
数控程序一般按工件坐标系编程,对刀的过程就是建立工件坐标系与机床坐标系之间的关系的过程。
常见的是将工件上表面中心点(铣床及加工中心),工件端面中心点(车床)设为工件坐标系原点。
本使用手册就采用将工件上表面中心点(铣床及加工中心),工件端面中心点(车床)设为工件坐标原点的方法介绍。
将工件上其它点设为工件坐标系原点的对刀方法类似。
下面分别具体说明铣床、卧式加工中心、车床和立式加工中心的对刀方法。
1.3.1X,Y轴对刀
铣床及加工中心在X,丫方向对刀时一般使用的是基准工具。
基准工具包括“刚性靠棒”和“寻边器”两种。
(1)刚性靠棒
刚性靠棒采用检查塞尺松紧的方式对刀,具体过程如下:
X轴方向对刀
点击操作面板刎按钮.壮「进入“手动”方式;
通过点击.兰三,一工.工,t叵按钮,将机床移动到X方向一侧大
致位置。
移动到大致位置后,可以采用手轮调节方式移动机床,基准工具和零件之间被插入塞尺。
将工件坐标系原点到X方向基准边的距离记为X2;将塞尺厚度记为X3(此处为1mm;将基准工具直径记为X4(可在选择基准工具时读出,刚性基准工具的直径为14mr)i,将X2+X3+X4/2记为DX
点击软键
,进入“工件测量”界面,如图9-4-1-4所示。
点击光标键'或*使光标停留在“存储在”栏中如下图所示:
在系统面板上点击.按钮,选择用来保存工件坐标系原点的位置(此处选
择了G54,如图所示:
图941-4
0
DIttJ血
图9-4-1-5图
9-4-1-6
点击按钮将光标移动到“方向”栏中,并通过点击;一;]按钮,选择方向
(此处应该选择“-”)
点击口按钮将光标移至“设置痊置到X0”栏中,并在“设置位置X0”文
4键
本框中输入DX的值,并按下
点击软键
床坐标系中的坐标值,并将此数据保存到参数表中。
丫方向对刀采用同样的方法。
注:
使用点动方式移动机床时,手轮的选择旋钮
\(—,系统将会计算出工件坐标系原点的
X分量在机
需置于
“OFF当”。
完成X,丫方向对刀后,需将塞尺和基准工具收回。
步骤如下:
点击操作面板中£]按钮,切换到手动状态,点击按钮[二1将z轴作为当前需要进给的轴,按下按钮,抬高z轴到适当位置。
(2)寻边器
寻边器有固定端和测量端两部分组成。
固定端由刀具夹头夹持在机床主轴上,中心线与主轴轴线重合。
在测量时,主轴以400-600r旋转。
通过手动方式,使寻边器向工件基准面移动靠近,让测量端接触基准面。
在测量端未接触工件时,固定端与测量端的中心线不重合,两者呈偏心状态。
当测量端与工件接触后,偏心距减小,这时使用点动方式或手轮方式微调进给,寻边器继续向工件移动,偏心距逐渐减小。
当测量端和固定端的中心线重合的瞬间,测量端会明显的偏出,出现明显的偏心状态。
这是主轴中心位置距离工件基准面的距离等于测量端的半径。
X轴方向对刀
点击操作面板中的按钮.魏一进入“手动”方式;
适当点击操作面板上的’火心+丫"十可一工按钮,将机床移动到X方向一侧大致位置,在手动状态下,点击操作面板上的或按钮,使主轴转动。
未与工件接触时,寻边器上下两部分处于偏心状态。
移动到大致位置后,可采用手轮方式移动机床,寻边器偏心幅度逐渐减小,直至上下半截几乎处于同一条轴心线上,若此时再进行增量或手动方式的小幅度进给时,寻边器下半部突然大幅度偏移。
即认为此时寻边器与工件恰好吻合。
将工件坐标系原点到X方向基准边的距离记为X2;将基准工具直径记为X4
(可在选择基准工具时读出,刚性基准工具的直径为10mm,将X2+X4/2记为
DX
点击软键
,进入
“工件测量”界面,如图9-4-1-10所示
p
事《:
曲ABXlr
丽
■09C.C03*215.000-J2S.OOO
TftHR!
課Tc・
D.t14
图9-4-1-10
点击光标键t或'栏中如图9-4-1-11所示。
在系统面板上点击回按钮,选择用来保存工件坐标系原点的位置(此处选
择了G54,如图9-4-1-12所示
O
存懾戏1
说置位QIXD
H™心
图9-4-1-11图9-4-1-12
点击*按钮将光标移动到“方向”栏中,并通过点击|L.-按钮,选择方向(此处应该选择“-”)
点击口按钮将光标移至“设置痊置到X0”栏中,并在“设置位置X0”文
本框中输入DX的值,并按下禺打键;
(],系统将会计算出工件坐标系原点的X分量在机
点击软键
床坐标系中的坐标值,并将此数据保存到参数表中。
丫方向对刀采用同样的方法。
完成X,丫方向对刀后,具体操作步骤如下:
点击操作面板中住tj按钮,切换到手动状态,点击按钮•韵将Z轴作为当前需要进给的轴,按下按钮当位置。
1.3.2Z轴对刀
铣、加工中心对Z轴对刀时采用的是实际加工时所要使用的刀具。
首先假设
需要的刀具已经安装在主轴上了。
(1)塞尺检查法点击操作面板中的按钮匸寸进入“手动”方式;借助“视图”菜单中的动态旋转、动态放缩、动态平移等工具,□!
_£),•按钮,将机床移动到大致位置
■+,抬高Z轴到适
适当点击创匕J
类似在X,丫方向对刀的方法进行塞尺检查,得到塞尺检查合适时Z的坐标
值;
点击软键
在系统面板上使用创选择用来保存工件坐标原点的位置(此处选择了G54使用口移动光标,在“设置位置Z0”文本框中输入塞尺厚度,并按下-
测星工件
,进入“工件测量”界面,点击软键
如下图:
键;
点击软键“计算”,就能得到工件坐标系原点的Z分量在机床坐标系中的坐标,此数据将被自动记录到参数表中。
(2)试切法
点击操作面板中的按钮.进入“手动”方式;
点击匕卫,〔=,三'三按钮,将机床移动到大致位置,如图9-4-2-1所示。
打开菜单“视图/选项…”中“声音开”选项;
点击操作面板上竺或竺,使主轴转动;
点击凶按钮,切削零件的声音刚响起时停止,使铣刀将零件切削小部分;
用如同“塞尺检查法”的方式将数据输入到参数表中(此时“设置位置Z0”
文本框中应该输入0)
关于立式加工中心对刀的补充说明:
立式加工中心在选择刀具后,刀具被放置在刀架上的,因此Z方向对刀时,首先要将所需刀具安装在主轴上,然后再进行Z轴方向对刀。
将刀具安装到主轴上的步骤如下:
点击操作面板上的“MDA模式”按钮1“,使其指示灯变亮,机床进入MDA模式,使用系统面板输入T1D1M6点击「巩运行输入的指令,此时系统自动将1号刀安装倒主轴上。
133多把刀对刀
假设以1号刀为基准刀,基准刀的对刀方法同上。
对于非基准刀,此处以2
号刀为例进行说明。
建立刀具参数表;用MDA方式将2号刀安装到主轴上;采用塞尺法对刀具进
进入“刀具测量界面”,如下图:
行对刀;点击软键
测量刀具
图9-4-2-3
图9-4-3-1
ElaOKI
Y】CLOM
将光标移动到ABSO控件,打开键盘,用Ijj选择对应的工件坐标系,此
处选择“G54',此时“刀具测量”对话框变为:
图9-4-3-2
设置
I软键,计算得到的数据将被自动记录到刀具表对应的位
移动光标到Z0对应的文本框中,修改其中的数据(减去塞尺的厚度),并按下題键。
点击
置中。
1.4设定参数
1.4.1设置运行程序时的控制参数
1•使用程序控制机床运行,已经选择好了运行的程序参考选择待执行的程序
2•按下控制面板上的自动方式键,若CRT当前界面为加工操作区,则
系统显示出如图2-2-1-1所示的界面
否则仅在左上角显示当前操作模式(“自动”)而界面不变3•软键“程序顺序”可以切换段的7行和3行显示。
4•软键“程序控制”可设置程序运行的控制选项,如图9-5-1-2所示
图9-5-1-1
<<返回
图9-5-1-2
按软键
返回前一界面
坚排软键对应的状态说明如下表格1
所示:
表格1程序控制中状态说明
软键
显示
说明
程序测试
PRT
在程序测试方式下所有到进给轴和主轴的给定值被禁止输出,机床不动,但显示运行数据。
空运行进给
DRY
进给轴以空运行设定数据中的设定参数运行,执行空运行进给时编程指令无效。
有条件停止
M01
程序在执行到有M01指令的程序时停止运行。
跳过
SKP
前面有斜线标志的程序在程序运行时跳过不予执行
(如:
/N100G…
单一程序段
SBL
此功能生效时零件程序按如下方式逐段运行:
每个程序段逐段解码,在程序段结束时有一暂停,但在没有空运行进给的螺纹程序段时为一例外,在引只有螺纹程序段运行结束后才会产生一暂停。
单段功能中有处于程序复位状态时才可以选择。
?
ROV有效
ROV
按快速修调键,修调开关对于快速进给也生效。
?
程序执行完毕或按复位键中断加工程序,再按启动键则从头开始。
1.4.2刀具参数管理
(1)建立新刀具
1•若当前不是在参数操作区,按系统面板上的“参数操作区域键”切换到参数区。
2
•按软键“刀具表”切换到刀具表界面,如图9-5-2-1所示
3•点击软键“新刀具”,切换到新刀具界面,如图9-5-2-2所示
r
|
円弋电■幽
■1JI*
4•软键“铣刀”、“钻削”选择要新建的刀具类型,系统弹出新刀具对话框,对应“铣刀”、“钻削”的对话框如图9-5-2-3所示
图9-5-2-1图9-5-2-2
图9-5-2-3
在对话框中输入要创建的刀具数据的刀具号
5•确认,则创建对应刀具,按中断,返回新刀具具界面,不创建任何刀具。
(2)搜索刀具
1•按软键“刀具表”切换到刀具表界面。
2•按软键“搜索”,在搜索刀具对话框中输入刀具号。
3.按确认,光标将自动移动到相应的行,按中断,仅返回上一界面,不做任何事情。
(3)手动编辑刀具数据
1.若当前不是在参数操作区,用系统面板上的卜「」按钮,切换到参数区;
2.按软键“刀具表”切换到刀具表界面,如图9-5-2-1所示;
3.用光标键定位到到修改的数据,若刀具数据多于一页,可用“上一页”和“下一页”翻页键翻页;
4.输入数值;
5.输入键(INPUT)确认,或移动光标,数据将自动保存可重复输入数据;注:
在自动运行程序时也可以更改刀具数据。
(4)删除刀具数据
1.按软键“删除刀具”,系统弹出删除刀具对话框,如图9-5-2-4所示;
图9-5-2-4
2.如果按“确认”软键,对话框被关闭,并且对应刀具及所有刀沿数据将
被删除;如果按“中断”软键,则仅仅关闭对话框
(5)显示和编辑扩展数据
对于一些特殊刀具,“刀具表”界面中无法输入数据时可以使用此功能。
按软键“扩展”,进入扩展刀具数据界面,如图9-5-2-5
初始的刀具号为当前选中的刀具
1•用软键“D>>”和“vvD”选择下一个或上一个刀沿数据。
2•用软键“新刀沿”可创建新的刀沿。
3•光标键移动到修改的数据,输入数据,按输入键确认输入数据。
4•按“复位刀沿”可复位修改前的刀沿的所有数据。
5•软键“vv”退回到上一界面。
(6)创建新刀沿
1•切换到刀具表界面,按软键“切削沿”,切换到如图9-5-2-6所示界面;
胃1知厂L厂LLLLL叵屢
Ffillk>mQgitLOit
图9-5-2-5图9-5-2-6
2•用软键“新刀沿”,为当前刀具创建一个新的刀沿数据,且当前刀沿号变为新的刀沿号(刀沿号不得超过9个);
3•用“返回”,返回到刀具表界面。
1.4.3零偏数据功能
(1)基本设定
在相对坐标系中设定临时参考点(相对坐标系的基本零偏)。
进入“基本设定”界面
1•按|圈键切换到手动方式或按键切换到MD/方式下;
2•按软键“基本设定”,系统进入到如图9-5-3-1所示的界面。
设置基本零偏的方式
设置基本零偏有两种方式:
“设置关系”软键被按下的方式;
“设置关系”没有被按下的方式。
当“设置关系”软键没有被按下时,文本框中的数据表示相对坐标系的原点在相对坐标系中的坐标。
例如:
当前机床位置在机床坐标系中的坐标为:
X=0,Y=0,Z=0,基本设定界面中文本框的内容分别为:
X=-390,Y=-215,Z=-125,则此时
机床位置在相对坐标系中的坐标为X=390,Y=215,Z=125。
当“设置关系”软键被按下时,文本框中的数据表示当前位置在相对坐标系中的坐标。
例如:
文本框中的数据为X=-390,Y=-215,Z=-125,则此时机床位置在相对坐标系中的坐标为X=-390,Y=-215,Z=-125。
基本设定的操作方法:
直接在文本框中输入数据
使用软键
使用软键
x=o
Z-0
,将对应文本框中的数据设成零;
将所有文本框中的数据设成零;
使用软键
,用机床坐标系原点来设置相对坐标系原点
(2)输入和修改零偏值
1•若当前不是在参数操作区,按MDI键盘上的“参数操作区域键”
切换到参数区
2•若参数区显示的不是零偏界面,按软键“零点偏移”切换到零点偏移界面,如图9-5-3-2所示:
图9-5-3-1
图9-5-3-2
3.
,此时输入的新数据还没有生效
系
(在
使用MDI键盘上的光标键定位到到修改的数据的文本框上(其中程序、缩放、镜象和全部等几栏为只读输入数值,按input键目|或移动光标,统将显示软键“改变有效”
程序实现时可以使软键“改变有效”始终处于显示状态)
4.按软键“改变有效”使新数据生效
144编程设定数据
设置与机床运行和程序控制相关的数据
1.若当前不是在参数操作区,按MDI键盘上的“参数操作区域键”|竺寸
切换到参数区。
2.若参数区显示的不是设定数据界面,按软键“设定数据”切换到设定数据界面,如图9-5-4-1所示。
3.移动光标到输入位置并输入数据。
4.按输入键或移动光标到其它位置来确定输入。
注:
图2-2-4-1中的参数说明
1)JOG进给率
在JOG状态下的进给率
如果该进给率为零,则系统使用机床数据中存储的数值。
2)主轴
主轴转速
3)最小值/最大值
对主轴转速的限制只可以在机床数据所规定的范围内进行
4)可编程主轴极限值
在恒定切削速度(G96)时可编程的最大速度(LIMS)
5)空运行进给率
在自动方式中若选择空运行进给功能,则程序不按编程的进给率执行,而是执行在此输入的进给率。
6)螺纹切削开始角(SF)
在加工螺纹时主轴有一起始位置作为开始角,当重复进行该加工过程时,就可以通过改变此开始角切削多头螺纹。
注:
此界面中其它软键不做处理。
145R参数
和按软键“R参
或翻页
上-或移
“R参数”窗口中列出了系统中所用到的所有R参数,需要时可以修改这些参数,若当前不是在参数操作区,按“参数操作区域键”数”进入R参数修改界面,如图9-5-5-1所示,利用Il-F
移动要输入的位置按“数字键”输入数据,然后按输入键
R参数的
动光标到其它位置来确认输入。
也可利用“搜索”软键,输入要搜索的索引号,按“确认”或输入键进行确认查找R参数。
ram
linoo
imKfliMlOi
|=|皿・.
|•■■鼻■门1
r
一LLLL
图9-541
图9-5-5-1
注:
R参数从R0-R299共有300个
输入数据范围:
土(0.0000001—99999999)若输入数据超过范围后,自动设置为允许的最大值。
1.5数控程序处理
新建一个数控程序
9-8-1-1
所示
1•在系统面板上按下也,进入程序管理界面如图按下新程序键,则弹出对话框,如图9-8-1-2所示:
图9-8-1-1图9-8-1-2
2•输入程序名,若没有扩展名,自动添加“.MPF”为扩展名,而子程序扩展名“.SPF”需随文件名起输入。
3•按“确认”键,生成新程序文件,并进入到编辑界面,如图9-8-1-3所
示。
4.若按软键“中断”,将关闭此对话框并到程序管理主界面注:
输入新程序名必须遵循以下原则:
开始的两个符号必须是字母
其后的符号可以是字母,数字或下划线
最多为16个字符
不得使用分隔符
(2)选择待执行的程序
,系统将进入
1.在系统面板上按“程序管理器”(Programmanage)键
如图9-8-3-1所示的界面,显示已有程序程序列表
用光标键丄丄移动选择条,在目录中选择要执行的程序,按软键“执行”,选择的程序将被作为运行程序,在POSITION域中右上角将显示此程序的名称,如图9-8-3-2
QQQO
QCCO
LLLLLLLL
PARAMTER
图9-8-3-2
竺等),切换到其它
图9-8-3-1
2.按其它主域键(如POSITION界面。
(3)程序复制
1.进入到程序管理主界面的“程序”界面如图9-8-1-1
2.使用光标选择一要复制的程序。
3.按软键“复制”,系统出现如图9-8-4-1所示的复制对话框,标题上显示要复制的程序。
输入程序名,若没有扩展名,自动添加“.MPF”为扩展名,而子程序扩展名“.SPF”需随文件名起输入。
文件名必须以两个字母开头。
4.按“确认”键,复制原程序到指定的新程序名,关闭对话框并返回到程序管理界面。
若按软键“中断”,将关闭此对话框并到程序管理主界面。
注:
若输入的程序与源程序名相同、或输入的程序名与一已存在的程序名相同时,将不能创建程序。
可以复制正在执行或选择的程序。
(4)删除程序
1.进入到程序管理主界面的“程序”界面如图9-8-1-1
2.按光标键选择要删除的程序。
3.按软键“删除”,系统出现如图9-9-5-1所示的删除对话框。
按光标键选择选项,第一项为刚才选择的程序名,表示删除这一个文件,第二项“删除全部文件”表示要删除程序列表中所有文件。
按“确认”键,将根据选择删除类型删除文件并返回程序管理界面。
若按软键“中断”,将关闭此对话框并到程序管理主界面。
注:
若没有运行机床,可以删除当前选择的程序,但不能删除当前正在运行的程序。
(5)重命名程序
1•进入到程序管理主界面的“程序”界面如图9-8-1-1
2•光标键选择要重命名的程序。
3•按软键“重命名”,系统出现如图9-9-6-1所示的重命名对话框。
输入新的程序名,若没有扩展名,自动添加“.MPF”为扩展名,而子程序扩展名“.SPF'需随文件名起输入。
图9-841
图9-8-6-1
图9-8-5-1
4•按“确认”键,源文件名更改为新的文件名并返回到程序管理界面。
若按软键“中断”,将关闭此对话框并到程序管理主界面。
注:
若文件名不合法(应以两个字母开头)、新名与旧名相同、或名与一已存在的文件相同,弹出警告对话框。
若在机床停止时重命名当前选择的程序,则当前程序变为空程序,显示同删除当前选择程序相同的警告。
可以重命名当前运行的程序,改名后,当前显示的运行程


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- SIEMENS802D 加工 中心 操作
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《草房子》教学设计.docx
《草房子》教学设计.docx
-
《耳鼻咽喉科学》教学目标和教学大纲.docx
-
《国际贸易》课后习题答案.docx
-
《财务报表分析》课后习题参考答案精选文档.docx
-
《斗鸡》大班教案.docx
-
《广东省省级财政性资金投资民用建筑项目管理暂行办法》粤府办4号.docx
-
《金融erp》实验报告模板格式1.docx
-
《漂亮老师与坏小子》读后感15篇.docx
-
《首尔大学韩国语》第二册.docx
-
《系统工程》复习资料.docx
-
《渔父》检测练习附参考答案.docx
-
《00152组织行为学》真题答案及解析.docx
-
《春》教学设计通用6篇.docx
-
《aftereffects》课程标准.docx
-
《大学英语三级单词》高频词.docx
-
《公共组织理论》教学大纲.docx
-
《建筑工程评估》课程设计.docx
-
《马克思主义基本原理概论》期末考试复习题.docx
-
《三字经》拼音注释完整版.docx
-
《我爸爸》小班语言教案.docx
-
《野望》《黄鹤楼》《使至塞上》知识练习题及古诗词鉴赏答题技巧.docx
-
0cf3aea5f56527d3240c844769eae009581ba2a1.docx
-
4P营销策略的运用doc.docx
-
7李商隐诗两首教学设计教案.docx
-
20XX年党支部工作报告决议工作报告doc.docx
-
28卸料平台方案工字钢悬挑要点.docx
-
110kVxx变电站扩建工程监理规划.docx
-
1999年考研英语真题阅读详解.docx
-
AP微积分BC选择题样卷一.docx
-
C++汽车租赁管理系统.docx
-
《初中语文个性化作业设计的实验和设计研究》课题开题报告.docx
-
《高速公路建设项目质量保证体系和质量保证措施》示例.docx
-
有关青春主题的演讲稿(共9页)5600字.docx
-
关于开展招商引资提升年活动的实施意见.docx
-
关于养殖业饲料生物提炼营养添加剂项目研发生产市场.docx
-
有关于对老红军的慰问信_3篇(共6页)3900字.docx
-
高考英语天津专版二轮复习文档专题一 语法知识 第十三讲 Word版含答案.docx
-
班主任经验范文_3篇(共9页)5600字.docx
-
办事处办公室主任职责_2篇(共2页)800字.docx
-
有趣的水果广告词_3篇(共3页)1500字.docx
-
语文教师个人年度工作总结范本_4篇(共12页)7600字.docx
-
幼儿园德育工作总结范文_5篇(共10页)6200字.docx
-
员工家属过年慰问信范文_4篇(共6页)3600字.docx
-
运动会文采飞扬发言稿精选_5篇(共5页)3000字.docx
-
高考英语 321精品系列 专题16 完形填空 夹叙夹议类.docx
-
高三年级组工作总结.docx
-
幼儿园园长学前班讲话_3篇(共3页)1900字.docx
-
高三语文专题检测13.docx
-
高考语文江西卷详解版.docx
-
高考语文一轮专题训练语言表达准确鲜明生动简明连贯得体一教师版.docx
-
高速铁路移动模架现浇简支箱梁施工工序过程记录表.docx
