 圆锥齿轮减速器机座加工工序卡.docx
圆锥齿轮减速器机座加工工序卡.docx
- 文档编号:18176777
- 上传时间:2023-08-13
- 格式:DOCX
- 页数:50
- 大小:316.48KB
圆锥齿轮减速器机座加工工序卡.docx
《圆锥齿轮减速器机座加工工序卡.docx》由会员分享,可在线阅读,更多相关《圆锥齿轮减速器机座加工工序卡.docx(50页珍藏版)》请在冰点文库上搜索。
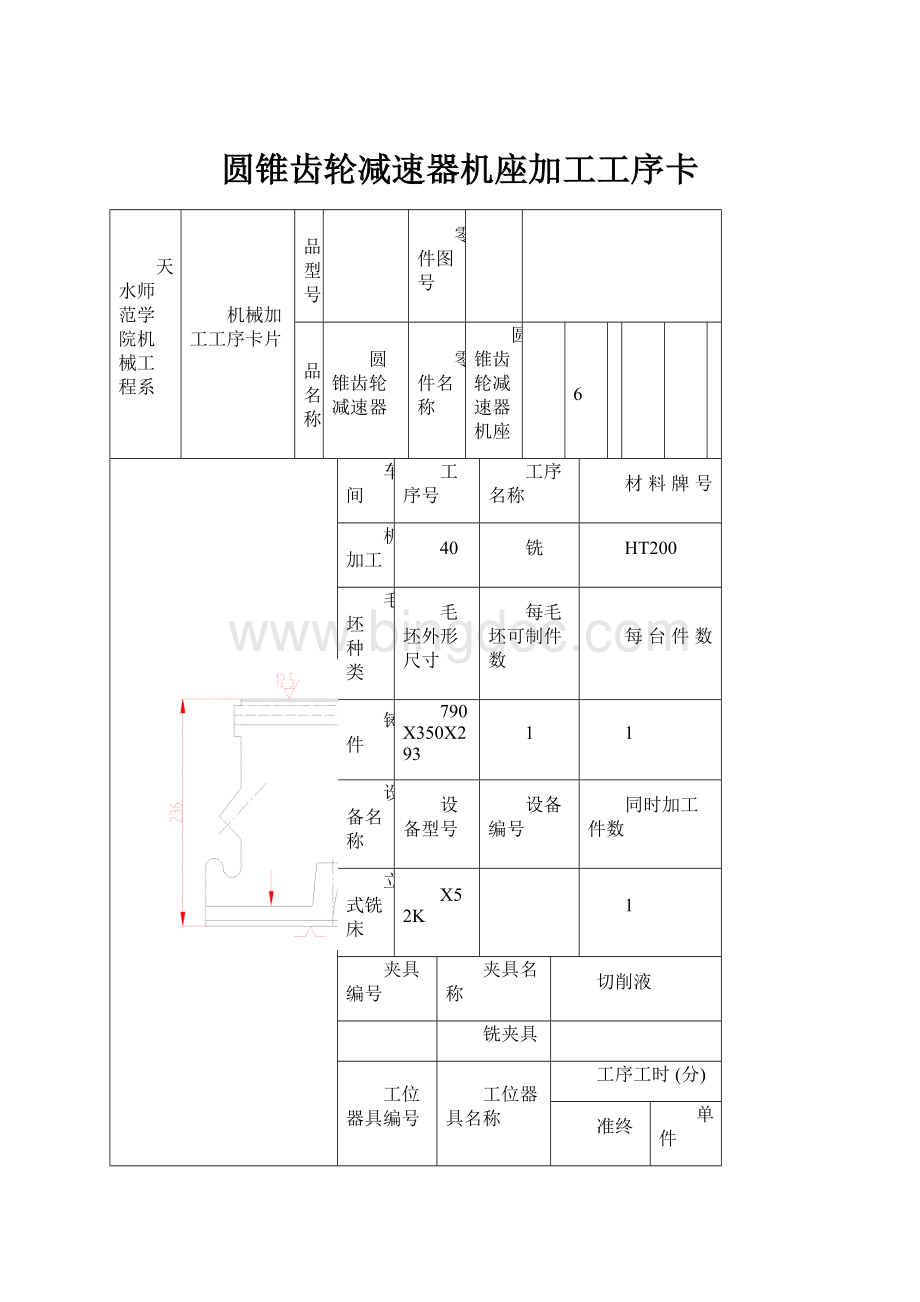
圆锥齿轮减速器机座加工工序卡
天水师范学院机械工程系
机械加工工序卡片
产品型号
零件图号
产品名称
圆锥齿轮减速器
零件名称
圆锥齿轮减速器机座
共
26
页
第
1
页
车间
工序号
工序名称
材料牌号
机加工
40
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
790X350X293
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X52K
1
夹具编号
夹具名称
切削液
铣夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
10
粗铣底面,至图样要求
专用铣夹具
118
74.1
2
2
1
162s
24.3s
高速钢镶齿三面刃铣刀,dw=225mm,齿数Z=20
游标卡尺150~300/0.02
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
天水师范学院机械工程系
机械加工工序卡片
产品型号
零件图号
产品名称
圆锥齿轮减速器
零件名称
圆锥齿轮减速器机座
共
26
页
第
2
页
车间
工序号
工序名称
材料牌号
机加工
40
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
790X350X293
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X52K
1
夹具编号
夹具名称
切削液
铣夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
10
粗铣顶面B达到图示要求
专用铣夹具
37.5
26.5
2
3
1
238s
35.7s
高速钢镶齿三面刃铣刀,dw=225mm,齿数Z=20
游标卡尺150~300/0.02
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
天水师范学院机械工程系
机械加工工序卡片
产品型号
零件图号
产品名称
圆锥齿轮减速器
零件名称
圆锥齿轮减速器机座
共
26
页
第
3
页
车间
工序号
工序名称
材料牌号
机加工
50
铣
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
790X350X293
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X62
1
夹具编号
夹具名称
切削液
卧式铣夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
10
粗铣D面至图示要求
专用铣夹具
37.5
26.5
2
2.5
1
160s
24s
Φ80镶齿套式面铣刀
游标卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
天水师范学院机械工程系
机械加工工序卡片
产品型号
零件图号
产品名称
圆锥齿轮减速器
零件名称
圆锥齿轮减速器机座
共
26
页
第
4
页
车间
工序号
工序名称
材料牌号
机加工
50
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
790X350X293
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X62
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
10
粗铣侧面凸台H面至图样要求
专用铣夹具
37.5
26.5
2
2.5
1
Φ80镶齿套式面铣刀
20
粗铣侧面凸台J面至图样要求
游标卡尺
37.5
26.5
2
2.5
1
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
天水师范学院机械工程系
机械加工工序卡片
产品型号
零件图号
产品名称
圆锥齿轮减速器
零件名称
圆锥齿轮减速器机座
共
26
页
第
5
页
车间
工序号
工序名称
材料牌号
机加工
60
钻
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
790X350X293
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z33
1
夹具编号
夹具名称
切削液
专用钻夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
10
钻4-Φ22的底孔至Φ21.8
专用钻夹具
400
31.42
0.4
25
2
88.4s
13.3s
Φ21.8的麻花钻
20
扩4-Φ22的底孔至图样要求
Φ22的锥柄扩孔钻
400
31.42
0.3
25
2
30
锪孔至Φ50锪平
Φ50平底锪刀
250
17.8
0.3
2
1
50s
15.5s
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
天水师范学院机械工程系
机械加工工序卡片
产品型号
零件图号
产品名称
圆锥齿轮减速器
零件名称
圆锥齿轮减速器机座
共
26
页
第
67
页
车间
工序号
工序名称
材料牌号
机加工
70
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
790X350X293
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X52K
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
10
半精铣顶面B
专用铣夹具
200
50
1.5
2
1
142s
21.3s
所有尺寸达到图样要求,并保证粗糙度和平面度
Φ200可转位面铣刀
游标卡尺150~300/0.02
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
天水师范学院机械工程系
机械加工工序卡片
产品型号
零件图号
产品名称
圆锥齿轮减速器
零件名称
圆锥齿轮减速器机座
共
26
页
第
7
页
车间
工序号
工序名称
材料牌号
机加工
80
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
790X350X293
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X62
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
10
半精铣D面尺寸达到图样要求并保证粗糙度和D面
专用铣夹具
200
50
1.5
1.5
1
68s
13.2s
与C面的粗糙度
Φ80镶齿套式面铣刀
游标卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
天水师范学院机械工程系
机械加工工序卡片
产品型号
零件图号
产品名称
圆锥齿轮减速器
零件名称
圆锥齿轮减速器机座
共
26
页
第
8
页
车间
工序号
工序名称
材料牌号
机加工
80
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
790X350X293
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X62
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
10
半精铣H面
专用铣夹具
200
50
1.5
1.5
1
142s
21.3s
Φ80镶齿套式面铣刀
20
半精铣J面
游标卡尺150~300/0.02
200
50
1.5
1.5
1
142s
21.3s
尺寸达到图样要求,保证粗糙度和与A面的垂直度
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
天水师范学院机械工程系
机械加工工序卡片
产品型号
零件图号
产品名称
圆锥齿轮减速器
零件名称
圆锥齿轮减速器机座
共
26
页
第
9
页
车间
工序号
工序名称
材料牌号
机加工
90
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
790X350X293
1
1
设备名称
设备型号
设备编号
同时加工件数
立式铣床
X52K
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
10
精铣顶面B并保证图示粗糙度和尺寸要求
专用铣夹具
235
118
1.2
1
1
Φ200可转位面铣刀
游标卡尺150~300/0.02
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
天水师范学院机械工程系
机械加工工序卡片
产品型号
零件图号
产品名称
圆锥齿轮减速器
零件名称
圆锥齿轮减速器机座
共
26
页
第
10
页
车间
工序号
工序名称
材料牌号
机加工
100
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
790X350X293
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X62
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
10
精铣D面并保证尺寸与粗糙度如图样要求
专用铣夹具
235
118
1.2
1
1
Φ80镶齿套式面铣刀
游标卡尺
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
天水师范学院机械工程系
机械加工工序卡片
产品型号
零件图号
产品名称
圆锥齿轮减速器
零件名称
圆锥齿轮减速器机座
共
26
页
第
11
页
车间
工序号
工序名称
材料牌号
机加工
100
铣
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
790X350X293
1
1
设备名称
设备型号
设备编号
同时加工件数
卧式铣床
X62
1
夹具编号
夹具名称
切削液
专用铣夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
10
精铣H面达到图示粗糙度要求和尺寸要求
专用铣夹具
235
118
1.2
1
1
142s
41.3
Φ80镶齿套式面铣刀
20
精铣J面达到图示要求粗糙度和尺寸要求
游标卡尺150~300/0.02
235
118
1.2
1
1
142s
21.3
设计(日期)
校对(日期)
审核(日期)
标准化(日期)
会签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
签字
日期
天水师范学院机械工程系
机械加工工序卡片
产品型号
零件图号
产品名称
圆锥齿轮减速器
零件名称
圆锥齿轮减速器机座
共
26
页
第
12
页
车间
工序号
工序名称
材料牌号
机加工
110
钻
HT200
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
790X350X293
1
1
设备名称
设备型号
设备编号
同时加工件数
摇臂钻床
Z33
1
夹具编号
夹具名称
切削液
专用钻夹具
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
10
用Φ9.8的钻头钻2-Φ10的销孔
专用钻夹具
1000
22
0.3
4.9
2
43.2s
6.48s
Φ9.8的麻花钻
20
用Φ9.96的铰刀粗铰2-Φ10的销孔
Φ9.96的铰刀


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 圆锥 齿轮 减速器 机座 加工 工序
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《财政学》期末习题.docx
《财政学》期末习题.docx
-
《画长方形》说课稿.docx
-
《梅花玉工艺特征及保健功效》孟宪松.docx
-
《食品安全法》试题标准答案.docx
-
《幼儿教育》幼儿园主题活动恐龙教案精选.docx
-
3套打包临汾市六年级上册英语期末单元检测试题含答案.docx
-
12层学生宿舍楼框架剪力墙结构设计书.docx
-
《大学生创业基础》期末考试分.docx
-
《机械制造工程学》复习思考题XXXX.docx
-
《企业安全生产标准化基本规范》GBT.docx
-
《水溶液》知识精析.docx
-
《只有一个地球》导学案设.docx
-
4岁宝宝学习计划.docx
-
16年级语文教学大纲及重难点.docx
-
80岁大寿给长辈的简短祝寿词.docx
-
AAA交通安全文明知识docx.docx
-
CROSS十字教程 十字天书共13页.docx
-
《出师表》教学设计15篇.docx
-
《黄金冲刺》度中考语文作文复习2选材二教学案.docx
-
《尼尔斯骑鹅历险记》读后感15篇.docx
-
《谁的本领大》课堂教学案例.docx
-
《长方体的认识》教学设计.docx
-
4s店工作总结及工作计划范文5篇.docx
-
14管道系统冲吹洗脱脂检验记录.docx
-
40常见蔬菜及分类配图.docx
-
A4安全检查表分析SCLLS评价记录最新修正版精心整理.docx
-
CMACast广播节目表第二章10省通道组.docx
-
FAS一体化触摸屏操作台使用手册范本.docx
-
《高级财务会计》形成性考核册参考答案作业2.docx
-
《课堂教学的50个细节》读书摘记.docx
-
《人体生理学》课程作业及答案.docx
-
《乡下人家》教案15篇.docx
-
土木工程抗震计算实例.docx
-
芜湖份民生工程实施情况.docx
-
钨粉合金钢项目可行性研究报告.docx
-
文明之光说课.docx
-
文明礼仪主题班会活动方案.docx
-
吸收式制冷机组.docx
-
五年级数学上册解决问题的策略教案.docx
-
瓦斯抽放1.docx
-
我国保障房建设现状及所面临的三大问题.docx
-
五年级数学四单元优秀教学设计.docx
-
线性代数课后习题 答案.docx
-
物业管理前期介入探讨.docx
-
五年级上册音乐教案.docx
-
我终于战胜了胆怯1.docx
-
物业主管述职报告3篇.docx
-
五年级语文下第一单元集体备课.docx
-
乡镇科普度工作总结.docx
-
外文文献翻译 作为战略管理工具的作业成本法和经济 增加值的整合研究.docx
-
香花镇中心学校德育夏令营活动.docx
