 铜水箱原材料外协件的检验规范.docx
铜水箱原材料外协件的检验规范.docx
- 文档编号:7272312
- 上传时间:2023-05-11
- 格式:DOCX
- 页数:9
- 大小:20.76KB
铜水箱原材料外协件的检验规范.docx
《铜水箱原材料外协件的检验规范.docx》由会员分享,可在线阅读,更多相关《铜水箱原材料外协件的检验规范.docx(9页珍藏版)》请在冰点文库上搜索。
铜水箱原材料外协件的检验规范
文件编号:
JH/TZJ-006-2005-002
原材料、外协件的检验规范
本公司进货的原材料必须由合格供方提供,每批进货的原材料必须附有供方质检部门签发的质保书,否则拒收。
如果进货的原材料为生产急需要且临时采购的非合格供方的产品,则必须由主管的副总经理的批准,或有经本公司工艺试验合格的证明。
1铜箔/铜带的检验规范
1.1化学成份和力学性能检验
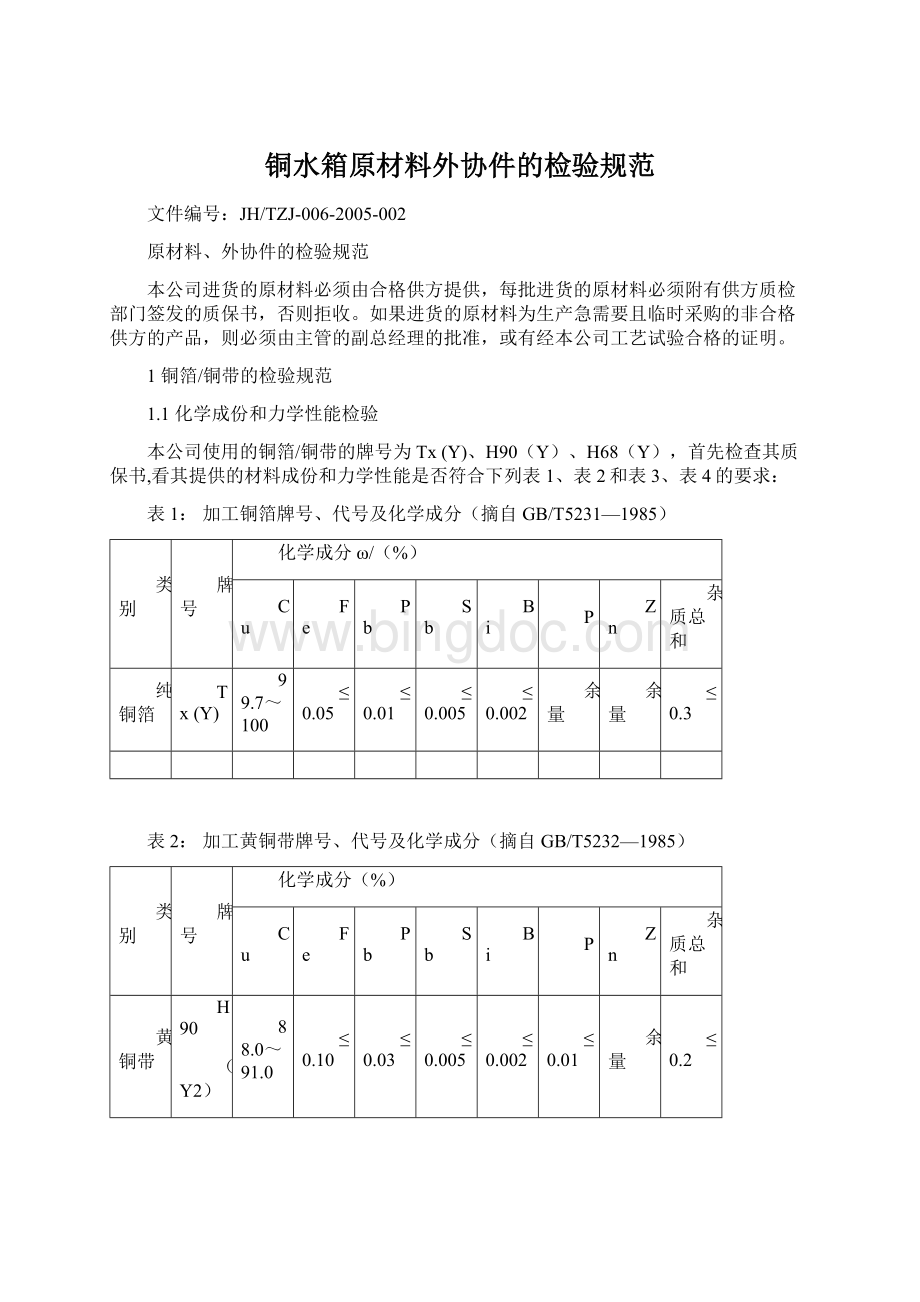
本公司使用的铜箔/铜带的牌号为Tx(Y)、H90(Y)、H68(Y),首先检查其质保书,看其提供的材料成份和力学性能是否符合下列表1、表2和表3、表4的要求:
表1:
加工铜箔牌号、代号及化学成分(摘自GB/T5231—1985)
类别
牌号
化学成分ω/(%)
Cu
Fe
Pb
Sb
Bi
P
Zn
杂质总和
纯铜箔
Tx(Y)
99.7~100
≤0.05
≤0.01
≤0.005
≤0.002
余量
余量
≤0.3
表2:
加工黄铜带牌号、代号及化学成分(摘自GB/T5232—1985)
类别
牌号
化学成分(%)
Cu
Fe
Pb
Sb
Bi
P
Zn
杂质总和
黄铜带
H90
(Y2)
88.0~91.0
≤0.10
≤0.03
≤0.005
≤0.002
≤0.01
余量
≤0.2
黄铜带
H68
(Y)
67.0~70.0
≤0.10
≤0.03
≤0.005
≤0.002
≤0.01
余量
≤0.3
表3:
加工铜箔室温力学性能参考数值
牌号
状态
σb
/MPa
σs
/MPa
σe
MPa
σN
/MPa
伸长率δ/(%)
HRB
Tx(Y)
Y
表4:
加工黄铜带室温力学性能参考数值
牌号
状态
σb
/MPa
σs
/MPa
σe
/MPa
σN
/MPa
伸长率δ/(%)
HRB
H68
Y
660
520
500
150
3
107
H90
Y
480
400
380
126
4
102
必要时,在条件允许的情况下,需进行材料的化学成份分析,以验证其成份是否符合要求。
1.2外观和尺寸检验
在铜箔/铜带材质和力学性能符合1.1的要求后进行尺寸和外观抽检,
1.3抽样方案
每批进货5卷以内每卷均进行检查,大于5卷时抽查20%,但不能少于5卷,进行外观检查,尺寸检查,包装检查。
1.4技术要求
带材表面应光滑、清洁。
不允许有裂缝、起皮、起刺、起泡、分层、压折、夹杂、沙眼和洞孔。
每批进货的铜箔/铜带,同一包装内卷与卷不能相互碰撞,其之间应该有软填充料填充好。
包装箱不得有破损,包装要防雨,如果有破损或雨淋现象,则立即判为不合格。
铜箔/铜带的表面允许有轻微的印痕,擦伤、划伤等缺陷,表面轻微的氧化色、发红、发暗和油迹不作为不合格判定依据.
每卷铜箔/铜带的端面允许有轻微的毛刺存在,但不允许有卷边、裂边和燕窝,且两边应当切齐.。
每卷铜箔/铜带不允许有大于2mm的串层和大于5mm的塔形。
制管的铜带的侧弯度≤1.5mm.
每个铜箔/铜带的卷内,每卷应当有内衬,且应当卷紧卷齐,允许有一次接头,但断头必须对接,并用胶带粘牢,不允许搭接。
铜箔/铜带应成批交货,每批应由同一批号,同一状态和同一规格组成,数量不限.
铜箔/铜带的厚度和宽度允许偏差必须符合以下表5、表6和表7、表8的要求:
表5:
纯铜箔的厚度允许偏差
厚度/㎜
厚度允许偏差/㎜
0.01~0.015
±0.002
0.02
+0.002~-0.004
0.030~0.050
+0.003~-0.007
表6:
纯铜箔的宽度允许偏差
宽度/㎜
宽度允许偏差/㎜
0.01~0.015
±0.5
0.02
±0.5
0.030~0.050
±0.5
表7:
铜带的厚度及允许偏差(摘自GB/T2060—1989)
厚度/㎜
宽度/㎜
≤300
>300~600
厚度允许偏差/㎜
0.05~0.09
±0.005
—
>0.09~0.12
±0.010
—
>0.12~0.22
±0.015
±0.020
>0.50~0.70
±0.030
±0.040
>0.70~0.85
±0.035
±0.045
>0.85~1.10
±0.040
±0.055
>1.10~1.50
±0.045
±0.065
>1.50~2.00
±0.080
±0.120
表8:
铜带的宽度及允许偏差(摘自GB/T2060—1989)
厚度/㎜
宽度允许偏差/㎜
20~150
>150~300
>300~600
≤1.0
0
-0.6
0
-1.0
0
-1.5
>1.0~1.5
0
-1.0
0
-1.5
0
-2.0
>1.5~2.0
0
-1.2
0
-1.8
0
-3.0
1.5判定方法
若材料成分和力学性能不合格(要求制管铜带抗拉强度为330~480N/mm2,显微维氏硬度Hv0.1为110~150)则判该批不合格;厚度、宽度、串层、塔形等尺寸偏差不符合时则判该卷不合格,并对厚度、宽度、串层、塔形等尺寸进行逐卷检查;外观质量不合格则判该卷不合格,并进行逐卷检查。
若有其它供方提供符合要求的铜箔,或使用新工艺要求的铜箔时,在新材料的工艺试验合格和有合格质量证明的情况下可以判该批产品合格。
在检验过程中,发生不可预见的新情况时,如果检验员可以判定为不合格则可以判定,如果有一定的争议性则报告直接主管进行处理。
1.6相关的检验记录
根据以上检验结果,填写原材料进货送检通知及检验单,填写关键的检验项目和检验结果,如果不合格则对不合格情况进行说明。
该检验单一式两份,一份作为仓库办理入库的依据,一份质管部留存。
2水室的检验规范
本规范主要适用于水箱水室的检验。
2.1成份和力学性能检验
本公司使用的水室材料的牌号为H68(Y),每批供应的水室要求供方提供水室的质保书,其成份应符合下表7的要求:
表7
类别
牌号
化学成分(%)
Cu
Fe
Pb
Sb
Bi
P
Zn
杂质总和
黄铜箔
H68
(Y)
67.0~70.0
≤0.10
≤0.03
≤0.005
≤0.002
≤0.01
余量
≤0.3
在必要时,条件允许的情况下,需进行材料的化学成份分析,以验证其成份是否符合要求。
2.2外观和尺寸检验
2.2.1抽样方案
对于已经稳定供货的水室,每批抽1付进行关键尺寸的验证,外观质量按下述方法抽样,每批以付为单位进行计数,将每批划分为50付1组,每组抽样5付,不足50付的批次,每批抽检5付。
对于新供方的前三次批量供货对其外观质量和尺寸要求进行全检。
2.2.2外观检验
水室内外表面目测检查无可见气孔、砂眼、裂纹等铸造缺陷,分型面无飞边和错位,水室口无失圆,内外无毛刺,内腔无型砂,表面无组织疏松,壁厚均匀,焊接部位去除氧化皮1.5~2cm。
如有冲压标识和型号要求的也应进行检查。
2.2.3尺寸检验
参照气室的图纸对外形尺寸,水室口的尺寸,配合部位的尺寸用钢直尺和游标卡尺进行测量。
2.2.3气密性检验
对于首次和小批量送样的气室,在外观和尺寸合格以后需进行气密性试验,打到该水室设计要求的压力,历时1min无泄漏,并及时将试验结果和处理方案反馈至采购部。
对于已经批量供货的产品,在生产使用中根据“总成试压漏点统计表”跟踪其批产品的气密性质量,对于泄漏严重的产品将泄漏情况及时的反馈至采购部或外协厂处理并限期整改,对于整改无效的外协厂取消其供货资格。
2.2.4内腔清洁度
按照本公司的JH/MZJ-009-2003《清洁度实验规定》对清洗后的气室内腔进行清洁度实验,应达到下列标准:
清洁度合格水平:
每台气室内侧清洗下来的杂质量Wc≤10+25Fh
式中:
Wc—杂质量,单位为毫克(mg)
Fh—气室内腔的表面积(m2)
如果顾客有清洁度要求,则应达到顾客的要求。
2.3判定方法
对于首次供货的供方要求其提供水室材料的材质报告,原则上要求其材质与标准相符,如果在小量试样中已经证明其材料可以满足产品的焊接性能要求、气密性要求及与产品性能相关的要求,则可以视该批水室材质符合要求。
如果水室的材质不符合上述要求,则判该批产品不合格,如果5.2.2项或5.2.4项不合格或5.2.3项中的水室口尺寸、与主板配合尺寸,关键外形尺寸不符合则判该批水室不合格。
在检验过程中,发生不可预见的情况时,如果检验员可以判定为不合格则可以判定,如果有一定的争议性则报告直接主管进行处理。
2.4相关的检验记录
根据以上检验结果,填写原材料进货送检通知及检验单,填写关键的检验项目和检验结果,如果不合格则对不合格情况进行说明。
该检验单一式两份,一份作为仓库办理入库的依据,一份质管部留存。
2.5相关文件:
各规格产品水室的图纸
6主板、支撑板、侧板等冲压外协件的检验规范
6.1材料检验
检查冲压外协件所使用的材料牌号、厚度、外形尺寸、各装配孔相对尺寸等是否符合图纸要求。
6.2尺寸检验
结合外协件的产品图纸检查外协件的外形尺寸、关键的配合尺寸。
主板的关键尺寸为:
冲孔尺寸、孔距、孔中心线位置尺寸、主板的长宽尺寸。
支撑板的关键尺寸为长宽尺寸。
侧板的关键尺寸为定位孔的中心位置尺寸,孔的外形尺寸等。
6.3外观检验
冲孔无毛刺,且割边整齐,无严重的油污腐蚀。
6.4抽样方案
按每50套一组进行分组,每组抽样三件进行检验。
在送样时或小批量试制时根据产品符合性水平进行加倍抽检或全数检查。
6.5判定方法
若6.1不符合,则判该批不合格,若6.2中的关键配合尺寸不合格,或主板、支撑板的外形尺寸不合格,则判该批不合格。
若6.3不符合,则加倍抽样,仍不合格,则退回返工或接收处理。
6.6相关文件:
各规格产品相关的零件图纸。
7包装纸箱的检验规范
本规范主要适用于包装水箱产品用的瓦楞纸箱。
7.1检验项目
包装用瓦楞纸箱主要的检验项目为:
纸箱的外观及图样检验,尺寸检验,所用的瓦楞纸板的强度检验。
(纸箱样式在样品检验合格后,确定标准样件,纸板质量参考本公司确定的标准纸板)
7.2检验方法及要求
7.2.1外观
箱体方正,表面不允许有明显的损坏和污迹,切断口表面整齐,裂损宽度不超过8mm。
7.2.2纸箱的外观图样要符合设计图纸的要求,箱面印刷图字清晰,深浅一致,必须在箱盖内印刷制造厂名称。
并重点检查包装箱的文字样式、内容、排版、图案,字体大小等项目是否符合要求并与标准样件对比是否一致。
7.2.3包装箱的外形尺寸及综合尺寸要符合图纸的要求。
本公司对于尺寸公差的检验标准为±6。
7.2.4纸箱的接头钉合搭接舌边宽度35~50mm,金属钉应沿搭接部分的中线钉合,采用斜钉(与纸箱立边成45°角)或横钉,箱钉应排列整齐、均匀,单排钉距不大于80mm,钉距均匀,头尾距底面压痕边线不大于20mm。
钉合接缝应钉牢、钉透,不得有叠钉、翘钉、不转角等缺陷。
7.2.5瓦楞纸箱摇盖经开、合180°5次以上,面层和里层不得有裂缝。
7.2.6瓦楞纸箱所用的瓦楞纸板应符合相关的国家标准的要求,必要时可进行各项性能的抽检,不符合的纸箱将判为不合格。
7.2.7本公司使用的瓦楞纸箱为双层瓦楞纸板,所选用的楞型为A+B型,其总厚度不低于7mm,每层的尺寸及楞数要求如下表:
种类
瓦楞高度(mm)
楞数(个/30mm)
A
4.5~5
34±2
B
2.5~3
50±2
双层瓦楞纸板的重量按每平方米不小于880克进行验收。
7.2.8在有特殊订货要求时,产品的检验标准除符合以上要求外,还应符合其订货的要求。
7.3判定方法
7.2各项中除7.2.6以外均为必检项,每100只中抽检3件,全部合格则判该批合格,如果对包装箱强度等性能有质疑时可以对7.2.6项进行抽检,若抽检不合格,则判该批不合格,并在下一批次加严检查。
8.设备零部件及备品配件的检验规范
8.1资料验收
对购买的零部件及备品配件检查:
型号、生产厂家、合格证、生产日期、使用说明书等;
对委外加工的零部件及备品配件检查:
出厂检验报告、对硬度有要求的,应有硬度检测报告、对材质有要求的,应有材质证明。
8.2外观检验
包装完好,零部件及备品配件无明显变形,无明显碰伤等缺陷。
8.3尺寸检验
结合零部件及备品配件的图纸进行尺寸检验,对关键配合尺寸或使用后才能判定合格与否的零部件,应进行实际配合使用后的二次检验。
8.4判定方法
对于一般零部件及备品配件符合型号要求或图纸要求,则判合格;
对于有配合精度要求或使用后才能判定的零部件及备品配件,经过二次检验合格,则判定合格。
编制:
审核:
批准:
日期:
扬州嘉和散热器有限公司
质管部检验文件汇编
文件编号:
JH/CZJ-002-2005
二○○五年七月


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 水箱 原材料 外协件 检验 规范
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《d t n l》公开课教案优秀教学设计5.docx
《d t n l》公开课教案优秀教学设计5.docx
-
《大禹治水》公开课教案优秀教学设计14.docx
-
《父与子》读后感10篇.docx
-
《红星美凯龙物业管理部安全操作手册》.docx
-
《白杨》公开课教案和教学反思.docx
-
《动物临床诊疗技术》课程标准.docx
-
《广州市建设工程监理合同》SF0206.docx
-
《安全系统工程第三版徐志胜版》课后答案.docx
-
《动画运动规律》课程教案模板.docx
-
《管理学原理》综合测验考试复习资料.docx
-
《计算机网络》实验指导书修改版.docx
-
《平行四边形的面积》教学设计8.docx
-
《生药学》课程指导书.docx
-
《闻一多先生的说和做》阅读练习含答案.docx
-
《易经系辞》通讲二十七.docx
-
《坐井观天》教学实录与评析教案文档资料.docx
-
《悲歌行》.docx
-
《窦娥冤》导学案.docx
-
《广州市商品房买卖合同预售示范文本》SF0102.docx
-
《计算机应用基础》练习题含答案.docx
-
《企业信息管理》形成性作业有答案版.docx
-
《食品安全法》试题答案.docx
-
《我的母亲》课后练习题答案.docx
-
《英雄》电影观后感.docx
-
0Hnsjy大学英语四级真题听力原文.docx
-
02冬期雨期施工措施.docx
-
3安徽理工大学人人大使团.docx
-
5 外币业务会计处理 练习.docx
-
07年下学期教师法制学习资料.docx
-
09货币政策.docx
-
10第九章 会议礼仪.docx
-
12温度与物态变化教学案讲解.docx
-
国家注册二级建造师《矿业工程管理与实务》检测题II卷 附答案Word文件下载.docx
-
免疫规划督导检查评分说明03Word文档格式.doc
-
国开人力资源管理网上形考四文档格式.docx
-
国贸实务代表试题含答案Word文档格式.docx
-
检验科完整SOP程序文件Word格式文档下载.doc
-
安全员年终工作总结范文精选Word文档下载推荐.docx
-
安全自查报告合集7篇Word文件下载.docx
-
减少低血糖患者低血糖发生PDCAWord格式.docx
-
目前医药企业的企业文化Word文件下载.doc
-
健康档案填表说明Word下载.doc
-
八年级班主任工作计划(工作计划封面格式要求)Word文档格式.docx
-
果树生产试题库Word文档下载推荐.docx
-
江苏省基层系统测评场景说明Word格式文档下载.doc
-
八年级数学下学期教学工作总结Word文档格式.docx
-
江苏省职业健康检查机构和职业病诊断机构审批工作程序Word文档下载推荐.doc
-
内科常见诊疗技术操作规范Word文档格式.doc
-
广东省学年高一寒假作业政治八一Word下载.docx
-
降血脂药物的研究现状及发展趋势1文档格式.docx
-
021内分泌系统万能公式Word文件下载.doc
