 SPC统计制程品管.doc
SPC统计制程品管.doc
- 文档编号:6755288
- 上传时间:2023-05-10
- 格式:DOC
- 页数:37
- 大小:885KB
SPC统计制程品管.doc
《SPC统计制程品管.doc》由会员分享,可在线阅读,更多相关《SPC统计制程品管.doc(37页珍藏版)》请在冰点文库上搜索。
STATISTICALPROCESSCONTROL(SPC)
(统计制程管制)
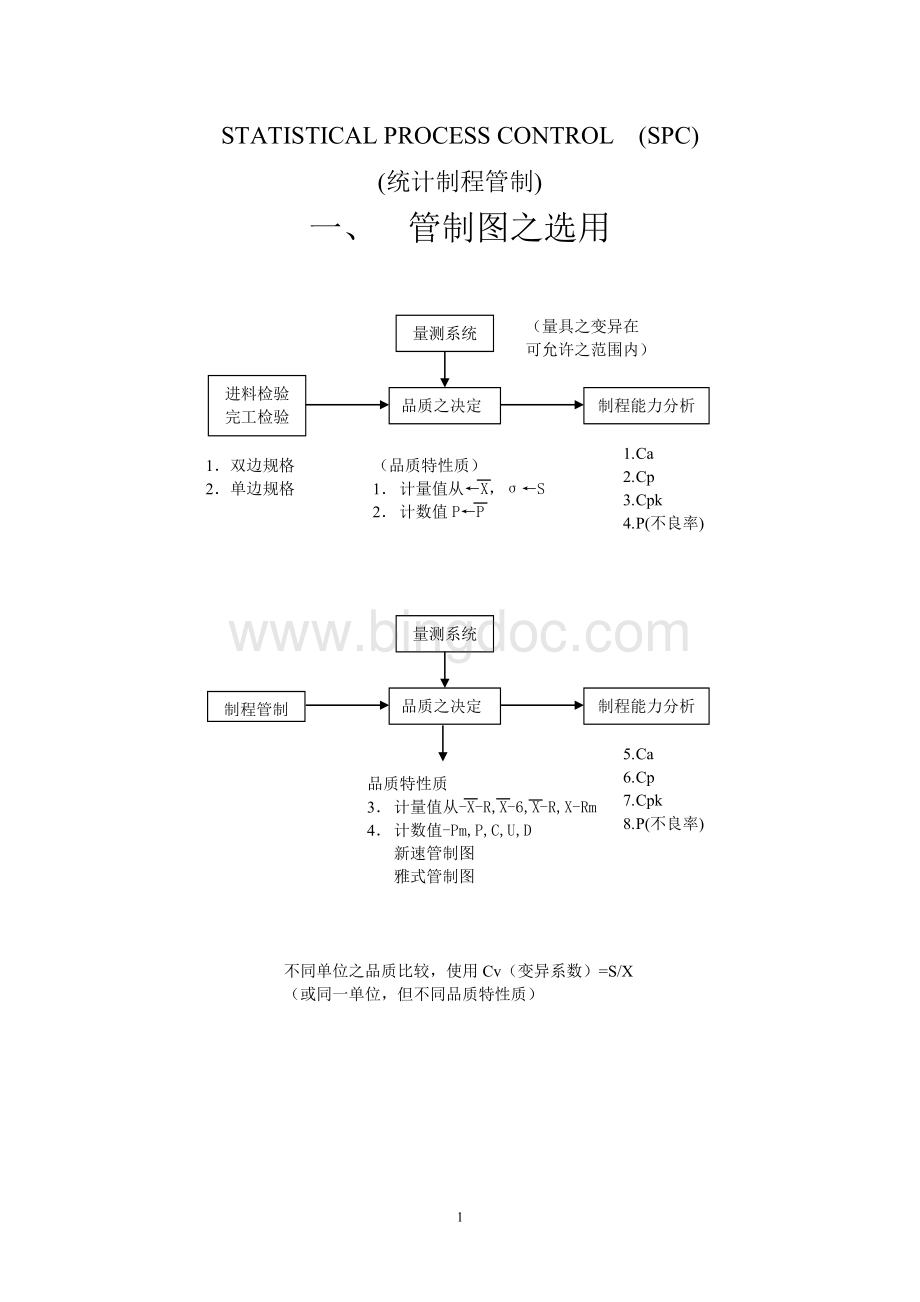
一、管制图之选用
量测系统
(量具之变异在
可允许之范围内)
品质之决定
进料检验
完工检验
制程能力分析
1.双边规格
2.单边规格
(品质特性质)
1.计量值从←X,σ←S
2.计数值P←P
1.Ca
2.Cp
3.Cpk
4.P(不良率)
量测系统
品质之决定
制程管制
制程能力分析
品质特性质
3.计量值从-X-R,X-6,X-R,X-Rm
4.计数值-Pm,P,C,U,D
新速管制图
雅式管制图
5.Ca
6.Cp
7.Cpk
8.P(不良率)
不同单位之品质比较,使用Cv(变异系数)=S/X
(或同一单位,但不同品质特性质)
37
以管制图进行制程能力分析
一组数据之变化情形,除了可以用图形法来表示外,数量化之描述亦以提供有用之情报。
数据之量化表示有很多种,常用的有平均数(mean)、中位数(median)、众数(mode)、变异数(variance)、标准差(standarddeviation)。
1.平均数
假设X1,X2,…,Xn为样本中之观测值,样本数据之集中趋势可由样本平均数来衡量,样本平均数定义为
2.变异数
变异数是用来衡量数据之散布情形。
样本变异数S2为
S2=
计数值管制图
1.不良率管制图(pchart)
CLp=
UCLp=
LCLp=
2.不良数管制图(pnchart)
CLpn=
UCLpn=
LCLpn=
(σpn=)
3.缺点数管制图(cchart),样本大小相同
CLc=
UCLc=
LCLc=
4.单位缺点数(uchart),样本大小不相同
CLu=
UCLu=
LCLu=
计量值管制图
管制图
管制图类别
群体之μ及σ未知时
群体之μ及σ已知时
平均值管制图
全距管制图
CLR=d2σ
UCLR=D2σ
LCLR=D1σ
-S管制界限公式
图别
群体情况未知
群体情况已知
平均值管制图
CLX=μ
UCLX=μ+Aσ
LCLX=μ-Aσ
标准差管制图
CLS=C2σ
UCLS=B2σ
LCLS=B1σ
管制图
图别
群体情况未知
群体情况已知
中位值管制图
CLX=μ
全距管制图
CLR=d2σ
UCLR=D2σ
LCLR=D1σ
X-Rm管制图
X管制图 管制图
机遇原因之变异
(commoncause)
非机遇原因之变异
(specialcause)
1.大量之微小原因所引起。
2.不管发生何种之机遇原因,其个别之变异极为微小。
3.几个较为代表性之机遇原因如下:
(1)原料之微小变异。
(2)机遇之微小振动。
(3)机器测定时不十分精确之作法。
4.实际上要除去制程上之机遇变异原因,是件非常不经济之处置。
1.一个或少数几个较大原因所引起。
2.任何一个非机遇原因,都可能发生大之变异。
3.几个较为代表性之非机遇原因如下:
(1)原料群体之不良。
(2)不完全之机遇调整。
(3)新手之作业员。
4.非机遇原因之变异不但可以找出其原因,并且除去这些原因之处置,在经济观点上讲常是正确者。
管制图之选定原则
管制图之选定
资料性
质?
资料是不良数或缺点数?
样本大小n≥2?
中心线CL之性质?
n是否
一定?
单位大小是否一定?
n是否较大?
X―σ
图
X―R
图
X―Rm
图
―R
图
pn
图
p
图
C
图
u
图
计量值
计数值
n≥2
n=1
不良数
缺点数
一定
不一定
一定
不一定
X
n=2~5
0 管制图之比较 优点 缺点 计量值管制图 1.用于制程之管制,甚灵敏,很容易调查事故发生之原因,因此可以预测将发生之不良状况。 2.能及时并正确地找出不良原因,可使品质稳定,为最优良之管制工具。 在制造成过程需要经常抽样并邓以测定以及讲算,且需点上管制图,较为麻烦而费时间。 计数值管制图 1.只有生产完成后,才抽本,将其区分为良品与不良品,所需数据,能以简单方法获得之。 2.对于工厂整个品质情况了解非常方方便。 只靠此种管制图,有时无法寻求不良之真正原因,而不能及时采取处理措施,而延误时机。 管制图之绘制流程(步骤) 决定管制项目 标准化 搜集数据 绘制解析用管制图 解析 安定状态? 绘制直方图 满足规格? 管制用管制图 追求、去除异常原因以达安定状态。 检讨机械、设备等等 提升制程能力 满足 不满足 安定状态 非安定状态 1.检定规则一: 有单独一个点子,出现在三个标准差区域之外者。 (有一点落在管制界限之外者)。 如图22。 UCL CL +3σ +2σ +1σ A区 B区 C区 图22 2.检定规则二: 连续三点之中有两点落在A区或甚至于A区以外者。 (在中心线之同侧三个连续点中有两点出现在两个标准差之外者)。 如图23。 UCL CL +3σ +2σ +1σ A区 B区 C区 图23 3.检定规则三: 连续五点之中有四点落在B区或甚至于以外者。 (在中心线同侧,五个连续点中有四个点超出一个标准差者)。 如图24。 UCL CL +3σ +2σ +1σ A区 B区 C区 图24 4.检定规则四: 连续有八点落在C区或甚至于在C区以处者。 (八个连续点子落在C区或其中连续七点出现在中心线之同一侧者)。 UCL CL +3σ +2σ +1σ A区 B区 C区 图25 5.检定规则五: 连续几点同一方向时: (如下图) (1)连续五点继续上升(或下降)——注意以后动态。 (如图26a) (2)连续六点继续上升(或下降)——开始调查原因。 (如图26b) (3)连续七点继续上升(或下降)——必有原因,应立即采取措施。 (如图26c) 图26a 图26b 图26c UCL CL +3σ +2σ +1σ LCL -1σ -2σ -3σ 不合格率管制图(P管制图) 〔例〕考虑某一生产铝箔包之机器,此机器系以三班制连续生产,其考虑之品质特性为铝箔包之缝合是否良好。 为了设立管制图,30组大小为n=50之样本从三班以半小时之间隔收集,其数据显示在表5-1。 从这些数据可建立一试用管制图,由于30组样本共包含个不合格品,因此 ===0.2313 利用当做是制程不合格率之估计值,可得管制界限为 =0.2313=0.23130.1789 亦即 上管制界限=0.4102 下管制界限=0.0524 表5-1试用管制界限数据,n=50 样本 不合格品数 不合格率 样本 不合格品数 不合格率 1 8 0.16 16 8 0.16 2 12 0.24 17 8 0.16 3 8 0.16 18 6 0.12 4 10 0.2 19 13 0.26 5 6 0.12 20 10 0.2 6 7 0.14 21 20 0.4 7 16 0.32 22 18 0.36 8 9 0.18 23 25 0.5 9 14 0.28 24 15 0.3 10 10 0.2 25 9 0.18 11 7 0.14 26 12 0.24 12 6 0.12 27 7 0.14 13 22 0.44 28 14 0.28 14 12 0.24 29 9 0.18 15 18 0.36 30 8 0.16 不合格品数总和=347,=0.2313 样本编号 样本不合格率 0.4102 0.2313 0.0524 样本编号 样本不合格率 0.4102 0.2313 0.0524 P管制图 平均值: 0.2143 标准差: 0.0580 样本大小: 50 样本编号 0.3884 0.2143 0.0402 样本不合格率 P管制图 平均值: 0.2143 标准差: 0.0580 样本大小: 50 机器调整后之数据,n=50 样本 不合格品数 不合格率 样本 不合格品数 不合格率 31 8 0.16 43 3 0.06 32 6 0.12 44 6 0.12 33 11 0.22 45 7 0.14 34 5 0.10 46 4 0.08 35 6 0.12 47 8 0.16 36 4 0.08 48 5 0.10 37 6 0.12 49 6 0.12 38 4 0.08 50 7 0.14 39 7 0.14 51 4 0.08 40 6 0.12 52 6 0.12 41 3 0.06 53 4 0.08 42 4 0.08 54 5 0.10 不合格品数总和=135,=0.1125 P管制图 平均值: 0.2143 标准差: 0.0580 样本大小: 50 0.3884 0.2143 0.0402 样本编号 样本不合格率 机器调整后之管制图 检定: 1=0.2143,α=0.05 2=0.1125 Ho: P1-P2=0 H1: P1-P2>0 Z= =0.1673 所以 Z==6.933 Z=6.933>Zα=1.645, 故acceptH1,显示不合格率经调校后已有显著改善。 由于改善成功,可以利用(样本31#~54#)之数据重新计算管制界限。 Cp= =0.1125 UCL= LCL=(设为零) 新的不合格率数据,n=50 样本 不合格品数 不合格率 样本 不合格品数 不合格率 55 7 0.14 75 6 0.12 56 8 0.16 76 8 0.16 57 5 0.10 77 11 0.22 58 6 0.12 78 9 0.18 59 4 0.08 79 7 0.14 60 5 0.10 80 4 0.08 61 2 0.04 81 5 0.10 62 3 0.06 82 2 0.04 63 4 0.08 83 1 0.02 64 6 0.12 84 3 0.06 65 7 0.14 85 5 0.10 66 5 0.10 86 4 0.08 67 5 0.10 87 7 0.14 68 3 0.06 88 5 0.10 69 7 0.14 89 4 0.08 70 9 0.18 90 3 0.06 71 6 0.12 91 6 0.12 72 10 0.20 92 7 0.14 73 3 0.06 93 5 0.10 74 4 0.08 94 7 0.14 样本不合格率 样本编号 0.2466 0.1125 0.0000 P管制图 平均值: 0.1125 标准差: 0.0447 样本大小: 50 P管制图之新管制界限 P管制图 平均值: 0.1125 标准差: 0.0447 样本大小: 50 0.2466 0.1125 0.0000 样本编号 样本不合格率 管制图之继续使用 不合格点数管制图(C管制图) 〔例〕假设表5-7之数据为25组样本大小为100部电脑之连续样本。 试建立管制图。 表5-7检查100片PCB板所发现之不合格点数 样本 不合格点数 样本 不合格点数 1 5 14 7 2 8 15 4 3 4 16 9 4 9 17 11 5 12 18 10 6 7 19 6 7 8 20 9 8 12 21 22 9 21 22 13 10 7 23 8 11 12 24 10 12 6 25 7 13 9 〔解〕此25组样本共含236个缺点,因此c之估计值为 试用管制界限为 UCL= 中心线= LCL= C管制图 平均值: 9.44 标准差: 3.07 18.66 9.44 0.22 样本编号 不合格点数 图5-10为依此25组样本所绘制之管制图,其中样本9及21均超出管制界限,因此必须诊断样本9及21之异常原因。 若异常原因已排除后,则可将样本9及21之数据删除,并重新计算管制界限,新的不合格点数之平均值为=193/23=8.39。 修正后之管制界限为 UCL= 中心线==8.39 LCL= 单位不合格点数管制图(u管制图) 〔例〕某个电脑制造商想对最后装配线建立单位不合格点数管制图,并以10部电脑为一样本。 表5-9为20组样本大小为10之样本资料。 表5-9每单位平均不合格点数 样本 样本 不合格点 每单位平均 编号 大小 总数,c 不合格点数,u=c/n 1 10 9 0.9 2 10 8 0.8 3 10 7 0.7 4 10 12 1.2 5 10 14 1.4 6 10 7 0.7 7 10 6 0.6 8 10 9 0.9 9 10 12 1.2 10 10 16 1.6 11 10 9 0.9 12 10 8 0.8 13 10 7 0.7 14 10 17 1.7 15 10 12 1.2 16 10 6 0.6 17 10 9 0.9 18 10 6 0.6 19 10 8 0.8 20 10 10 1 192 19.2 〔解〕从这些数据可估计单位不合格点数之平均值为 因此管制图之参数为 UCL= 中心线==0.96 图5-12为单位平均不合格点数管制图,由图可看出此制程为管制内,因此试用管制界限可用来管制制程。 u管制图 平均值上: 0.96 标准差: 0.31 样本大小: 10 样本编号 1.89 0.96 0.03 单位不合格点数 图5-12单位不合格点数管制图 D管制图 〔例〕某产品之不合格点分成三种,各类不合格点之权重为50,10和1,试以下列资料建立单位缺失管制图之管制界限。 (检验单位n =10) 样本 严重不合格 主要不合格 次要不合格 总缺失 单位缺失 点数c1 点数c2 点数c3 D u 1 2 2 2 122 12.2 2 0 2 18 38 3.8 3 0 6 10 70 7 4 1 2 6 76 7.6 5 0 8 2 82 8.2 6 0 0 9 9 0.9 7 0 7 5 75 7.5 8 1 2 1 71 7.1 9 1 3 2 82 8.2 10 0 3 22 52 5.2 11 0 5 3 53 5.3 12 2 1 2 112 11.2 13 0 0 9 9 0.9 14 0 7 8 78 7.8 15 1 13 30 210 21 16 0 6 7 67 6.7 17 0 1 1 11 1.1 18 1 3 5 85 8.5 19 0 5 6 56 5.6 20 0 3 9 39 3.9 总和 9 79 157 〔解〕首先计算各不合格点数项目之单位不合格点数 缺失之平均值为 =50(0.045)+10(0.395)+1(0.785)=6.985 (注: 在此例中,样本数相等,亦可由求得) 标准差为 管制界限为 UCL=6.985+3(3.909)=18.712 LCL=6.985-3(3.909)=-4.742(设为0) 第15组样本之单位缺失为20.0,超出上管制界限。 若可归属原因可改善,在剔除第15组样本后,重新计算管制界限 =50(0.042)+10(0.347)+1(0.668)=6.238 修正后之管制界限为 UCL=6.238+3(3.747)=17.479 LCL=6.238-3(3.747)=-5.003(设为0) -R管制图 〔例〕假设汽车活塞环之管制系利用平均值及全距管制图。 表6-3显示25组样本数据,样本大小n=5(所有数据均已减去80)。 试建立-R管制图之管制界限。 〔解〕利用表6-3之数据可得全距管制图之中心线为 表6-3活塞环数据 样本 观测值 xi Ri 1 3.998 4.002 4.019 3.993 4.006 4.004 0.026 2 4.001 3.992 4.003 4.011 4.004 4.002 0.019 3 3.988 4.024 4.021 4.005 4.002 4.008 0.036 4 4.005 3.996 3.993 4.012 4.009 4.003 0.019 5 3.992 4.007 4.015 3.989 4.014 4.003 0.026 6 4.009 3.994 3.997 3.978 3.993 3.996 0.022 7 3.995 4.006 3.994 4.000 4.005 4.000 0.012 8 3.985 4.003 3.993 4.015 3.992 3.998 0.030 9 4.006 3.995 4.009 4.005 4.004 4.004 0.014 10 3.998 4.000 3.990 4.007 3.995 3.998 0.017 11 3.994 3.998 3.994 3.995 3.900 3.994 0.008 12 4.003 4.000 4.007 4.000 3.996 4.001 0.011 13 3.983 4.002 3.998 3.997 4.012 3.998 0.029 14 4.006 3.967 3.996 4.000 3.987 3.990 0.039 15 4.012 4.014 3.998 3.999 4.007 4.006 0.016 16 4.002 3.984 4.005 3.998 3.996 3.997 0.021 17 3.994 4.012 3.986 4.005 4.007 4.001 0.026 18 4.006 4.010 4.018 4.003 4.001 4.008 0.017 19 4.001 4.002 4.003 4.005 3.997 4.002 0.008 20 4.000 4.010 4.013 4.020 4.003 4.009 0.020 21 3.988 4.001 4.009 4.005 3.996 4.000 0.021 22 4.005 3.999 3.990 4.001 4.009 4.001 0.019 23 4.010 3.989 3.990 4.009 4.014 4.002 0.025 24 4.015 4.008 3.993 4.000 4.010 4.005 0.022 25 3.990 3.984 3.995 4.017 4.011 3.999 0.033 0.536 管制界限为 UCL==4.0012+(0.577)(0.0214)=4.0135 LCL==4.0012-(0.577)(0.0214)=3.9889 由图6-7可看出平均值管制图无任何管制外之现象。 由于平均值及全距管制图均在管制内,我们可将以上所得之试用管制界限用在未来之制程管制上。 样本之大小为n=5,由附表可查出D3=0,D4=2.115。 因此全距管制图之管制界限为 LCL=D3 UCL=D4 图6-6显示全距管制图,由图可看出此25组样本都在管制内。 由于全距R管制图显示制程变异在管制内,接下来我们可以建立平均值管制图。 平均值管制图之中心线为 X-BAR管制图 总平均值: 4.0012 样本大小: 5 4.0135 4.0012 3.9889 组平均值 样本编号 图6-7活塞环之平均值管制图 R管制图 平均值: 0.0214 样本大小: 5 0.0453 0.0214 0.000 样本编号 图6-6活塞环之全距管制图 组全距 〔例〕假设上例中,活塞环之规格界限为84±0.03mm。 由管制图之资料获得制程平均值=84.0012mm,,样本大小n=5,试估计产品之不合格率。 〔解〕制程标准差之估计值为,因此不合格之估计值为 =P{x<83.97}+P{x>84.03} = ≌(-3.39)+1-(3.13) ≌0.00035+0.00087 =0.00122 和S管制图 〔例〕假设汽车引擎活塞环之内径尺时资料如表6-


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- SPC 统计 品管
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 二年级下册数学专项练习-应用题1.docx
二年级下册数学专项练习-应用题1.docx
-
2015年小学六年级英语语法及习题.doc
-
福师2018.8《小学教育管理考核题》答案.doc
-
《西游记》课外阅读汇报课教案.doc
-
初中美术《藏书票》说课稿.doc
-
《乡愁》教学设计与反思.doc
-
17年语文龙岩质检卷(含答案).doc
-
A4作文稿纸模板.doc
-
IBMX5服务器设置流程Word文件下载.docx
-
IE部岗位职责文档格式.doc
-
IPV4向IPV6平滑过渡毕业论文Word下载.doc
-
IP数据包的捕获与分析设计报告Word文档格式.docx
-
IT服务外包及报价文档格式.doc
-
IT项目管理的六种错误思维Word下载.doc
-
IT行业服务话术及处理技巧Word文件下载.docx
-
Java仓库管理系统报告文档格式.doc
-
Java开发中的种设计模式Word格式.doc
-
浙江传媒学院笔试真题.doc
-
欧洲及北美动画史.doc
-
粮食仓储管理制度.doc
-
(完整版)《那个星期天》习题和答案.docx
-
(完整版)机房巡检表.doc
-
小升初数学全真模拟试卷1.doc
-
2022最新教科版五年级下册科学全册教案Word文档下载推荐.docx
-
机械加工件检验标准Word文档格式.docx
-
小升初数学衔接教材北师版学生版.doc
-
初中美术_文明之光——瓷器教学设计学情分析教材分析课后反思Word格式文档下载.docx
-
围堰施工专项施工安全方案文档格式.doc
 中考语文综合探究专题复习用.ppt
中考语文综合探究专题复习用.ppt
-
种植养护实施方案.docx
-
小学数学研究性学习设计方案_四年级数学_数学_小学教育_教育专区.doc
-
综合实践活动《鸟巢创意搭建》教学设计.docx
-
危化品生产安全管理人员题库题库3.docx
-
《朝花夕拾》读后感范文900字(精选5篇).docx
-
北京同仁堂获利能力分析3.doc
-
《大禹治水》说课稿.docx
-
变压器损耗计算公式.docx
-
《滴水穿石的启示》读后感800字.docx
-
商务服务合同书样本合同示范文本.docx
-
金融企业会计期末考试试卷.doc
-
《凡卡》教学反思范文三篇.docx
-
金融知识大全.docx
-
《第一次抱母亲》第二课时教案范文(精选3篇).docx
-
“道乱占组”街路长工作总结.docx
-
经济法分章复习题含答案.doc
-
《红楼梦》读书笔记1000字.docx
-
经济法试题AB答案及评分标准.doc
-
酒店会计试题以及参考答案.doc
-
《观潮》教案范文三篇.docx
-
利润分配习题.docx
-
“精彩极了”和“糟糕透了”教学反思.docx
