 工艺流程及检验卡.docx
工艺流程及检验卡.docx
- 文档编号:18116319
- 上传时间:2023-08-13
- 格式:DOCX
- 页数:17
- 大小:18.48KB
工艺流程及检验卡.docx
《工艺流程及检验卡.docx》由会员分享,可在线阅读,更多相关《工艺流程及检验卡.docx(17页珍藏版)》请在冰点文库上搜索。
工艺流程及检验卡
工艺流程及检验卡
———————————————————————————————— 作者:
————————————————————————————————日期:
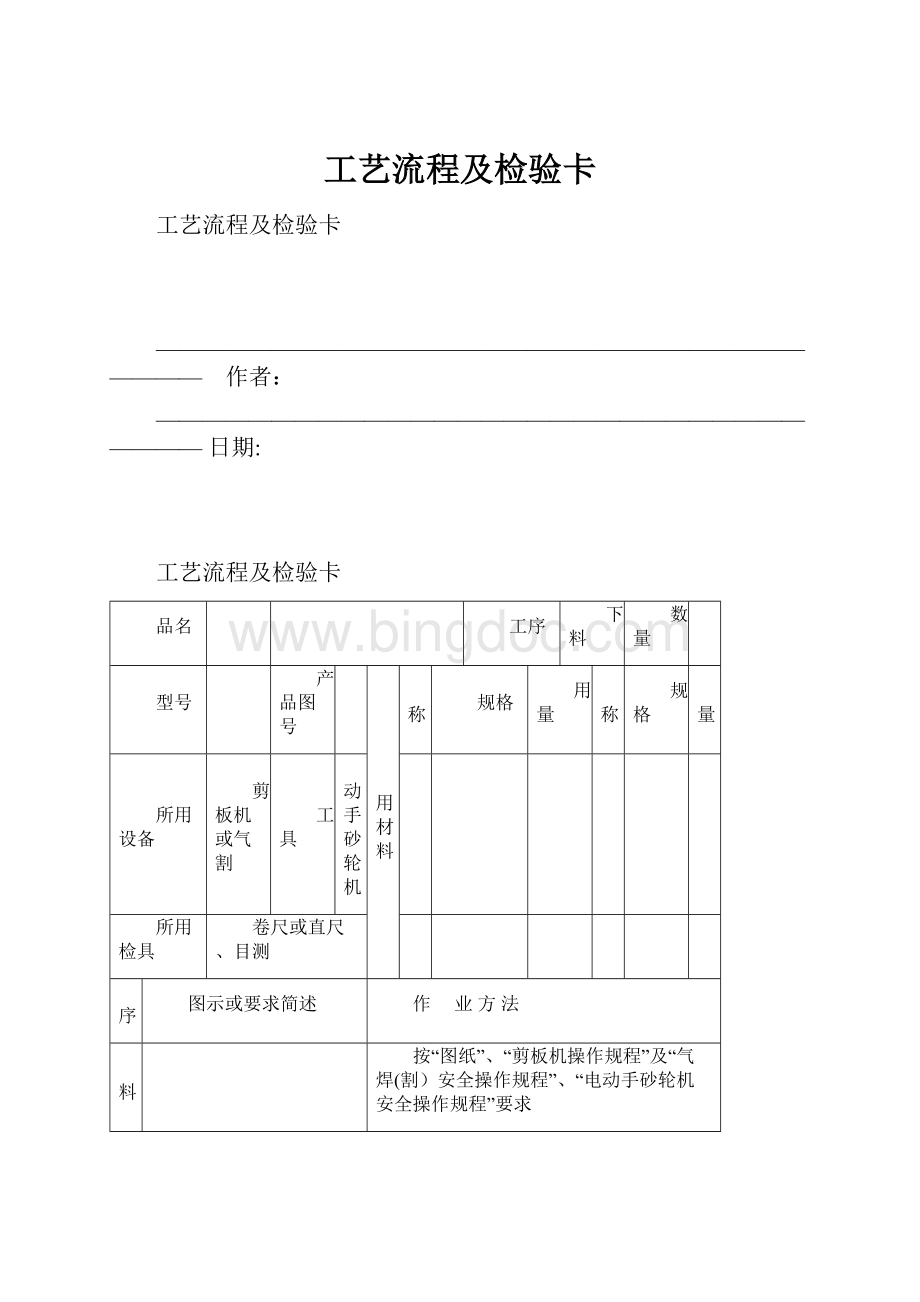
工艺流程及检验卡
品名
工序
下料
数量
型号
产品图号
所用材料
名称
规格
用量
名称
规格
用量
所用设备
剪板机或气割
工具
电动手砂轮机
所用检具
卷尺或直尺、目测
工序
图示或要求简述
作 业方法
下料
按“图纸”、“剪板机操作规程”及“气焊(割)安全操作规程”、“电动手砂轮机安全操作规程”要求
注意事项
拟制时间
修改时间
修改 内容及 原因
拟制
审核
批准
房士波
赵玉斌
检验要求及结论
检验项目
技术要求
检验结论
操作者/日期
检验员/日期
尺寸
按图纸要求:
合格
房士波/
外观
表面无明显锈蚀,边缘打磨光滑
合格
工艺流程及检验卡
品名
工序
卷板
数量
型号
产品图号
所用材料
名称
规格
用量
名称
规格
用量
所用设备
卷板机
工具
电动手砂轮机
所用检具
卷尺或直尺、目测
工序
图示或要求简述
作 业方 法
卷板
按“图纸”、“卷板机操作规程”及“电动手砂轮机安全操作规程”要求
注意事项
拟制时间
修改时间
修 改 内容及原 因
拟制
审核
批准
房士波
赵玉斌
检验要求及结论
检验项目
技术要求
检验结论
操作者/日期
检验员/日期
尺寸
按图纸要求:
合格
房士波/
外观
表面无明显锈蚀,边缘打磨光滑,弧形圆滑
合格
工艺流程及检验卡
品名
工序
封头锻压
数量
型号
产品图号
所用材料
名 称
规格
用量
名称
规格
用量
所用设备
压力机
工具
电动手砂轮机
所用检具
卷尺或直尺、目测
工序
图示或要求简述
作 业 方法
封头锻压
按“图纸”、“压力机操作规程”及“电动手砂轮机安全操作规程”要求
注意事项
拟制时间
修改时间
修改内 容 及 原 因
拟制
审核
批准
房士波
赵玉斌
检验要求及结论
检验项目
技术要求
检验结论
操作者/日期
检验员/日期
尺寸
按图纸要求:
合格
房士波/
外观
表面无明显锈蚀,边缘打磨光滑,弧形圆滑
合格
工艺流程及检验卡
品名
工序
筒体焊接
数量
型号
产品图号
所用材料
名称
规格
用量
名称
规格
用量
所用设备
电焊机
工具
电动手砂轮机
所用检具
卷尺或直尺、目测
工序
图示或要求简述
作业 方法
筒体焊接
1.按“图纸”、“电焊机操作规程”及“电动手砂轮机安全操作规程”要求。
2.焊接面对位准确,错位误差≤0.02mm。
3.焊接电流(A):
4.焊接电压(V):
5.气保压力(Mpa):
注意事项
拟制时间
修改时间
修改内容及 原因
拟制
审核
批准
房士波
赵玉斌
检验要求及结论
检验项目
技术要求
检验结论
操作者/日期
检验员/日期
尺寸
按图纸要求:
合格
房士波/
焊缝
焊缝应均匀饱满、光滑,无漏焊、虚焊、夹渣
合格
外观
表面无明显锈蚀,边缘打磨光滑,弧形圆滑
合格
工艺流程及检验卡
品名
工序
封头焊接
数量
型号
产品图号
所用材料
名 称
规格
用量
名称
规格
用量
所用设备
电焊机
工具
电动手砂轮机
所用检具
卷尺或直尺、目测
工序
图示或要求简述
作 业方 法
封头焊接
1.按“图纸”、“电焊机操作规程”及 “电动手砂轮机安全操作规程”要求。
2.焊接面对位准确,错位误差≤0.02mm。
3.焊接电流(A):
4.焊接电压(V):
5.气保压力(Mpa):
注意事项
拟制时间
修改时间
修 改内 容及原因
拟制
审核
批准
房士波
赵玉斌
检验要求及结论
检验项目
技术要求
检验结论
操作者/日期
检验员/日期
尺寸
按图纸要求:
合格
房士波/
焊缝
焊缝应均匀饱满、光滑,无漏焊、虚焊、夹渣
合格
外观
表面无明显锈蚀,边缘打磨光滑,弧形圆滑
合格
工艺流程及检验卡
品名
工序
管件焊接或安装
数量
型号
产品图号
所用材料
名 称
规格
用量
名称
规格
用量
所用设备
电焊机
工具
电动手砂轮机
所用检具
卷尺或直尺、目测
工序
图示或要求简述
作业 方法
管件焊接
1.按“图纸”、“电焊机操作规程”及“电动手砂轮机安全操作规程”要求。
2.焊接面对位准确,错位误差≤0.02mm。
3.焊接电流(A):
4.焊接电压(V):
5.气保压力(Mpa):
注意事项
拟制时间
修改时间
修改内容及原因
拟制
审核
批准
房士波
赵玉斌
检验要求及结论
检验项目
技术要求
检验结论
操作者/日期
检验员/日期
尺寸
按图纸要求:
合格
房士波/
焊缝
焊缝应均匀饱满、光滑,无漏焊、虚焊、夹渣
合格
外观
表面无明显锈蚀,边缘打磨光滑,弧形圆滑
合格
工艺流程及检验卡
品名
工序
法兰焊接或安装
数量
型号
产品图号
所用材料
名 称
规格
用量
名称
规格
用量
所用设备
电焊机
工具
电动手砂轮机
所用检具
卷尺或直尺、目测
工序
图示或要求简述
作 业方 法
法兰焊接
1.按“图纸”、“电焊机操作规程”及 “电动手砂轮机安全操作规程”要求。
2.焊接面对位准确,错位误差≤0.02mm。
3.焊接电流(A):
4.焊接电压(V):
5.气保压力(Mpa):
注意事项
拟制时间
修改时间
修改内 容及原因
拟制
审核
批准
房士波
赵玉斌
检验要求及结论
检验项目
技术要求
检验结论
操作者/日期
检验员/日期
尺寸
按图纸要求:
合格
房士波/
焊缝
焊缝应均匀饱满、光滑,无漏焊、虚焊、夹渣
合格
外观
表面无明显锈蚀,边缘打磨光滑,弧形圆滑
合格
工艺流程及检验卡
品名
工序
筒体密封性试验
数量
型号
产品图号
所用材料
名称
规格
用量
名称
规格
用量
所用设备
工具
所用检具
压力表、
工序
图示或要求简述
作 业 方法
筒体密封性试验
1.按“图纸”、“标准”要求。
2.压力(Mpa):
3.时间(S):
注意事项
拟制时间
修改时间
修 改内 容 及原 因
拟制
审核
批准
房士波
赵玉斌
检验要求及结论
检验项目
技术要求
检验结论
操作者/日期
检验员/日期
筒体密封性试验
在 Mpa的压力条件下、保持分钟,筒体、封头、法兰及管件等各部位无泄漏
合格
房士波/
工艺流程及检验卡
品名
工序
内部结构安装
数量
型号
产品图号
所用材料
名称
规格
用量
名称
规格
用量
所用设备
工具
所用检具
工序
图示或要求简述
作 业方 法
内部结构安装
按“图纸”、“标准”要求及顺序进行内部结构件的安装。
注意事项
拟制时间
修改时间
修改内 容及原因
拟制
审核
批准
房士波
赵玉斌
检验要求及结论
检验项目
技术要求
检验结论
操作者/日期
检验员/日期
结构件数量
按图纸规定要求,无缺漏
合格
房士波/
结构件安装位置
按图纸规定要求,安装位置准确无误
合格
结构件安装质量
按图纸规定要求,安装质量符合图纸及标准
合格
工艺流程及检验卡
品名
工序
油漆
数量
型号
产品图号
所用材料
名 称
规格
用量
名称
规格
用量
所用设备
空压机
工具
喷枪及油漆刷
所用检具
目测
工序
图示或要求简述
作 业方 法
油漆
按“图纸”、“标准”要求进行产品油漆防锈处理。
1.手工涂刷:
①.首先进行防锈底漆涂刷:
要求涂刷均匀,无漏刷、涂刷后露底及油漆滴挂。
②.进行面漆涂刷:
要求涂刷均匀,无漏刷、涂刷后露底及油漆滴挂。
2.喷漆:
①.首先进行防锈底漆喷涂:
要求喷涂均匀,无漏喷、喷涂后露底及油漆滴挂。
②.进行面漆喷涂:
要求喷涂均匀,无漏喷、喷涂后露底及油漆滴挂。
注意事项
拟制时间
修改时间
修 改 内 容 及 原因
拟制
审核
批准
房士波
赵玉斌
检验要求及结论
检验项目
技术要求
检验结论
操作者/日期
检验员/日期
防锈底漆
均匀,无漏刷、涂刷后露底及油漆滴挂
合格
房士波/
面漆
均匀,无漏刷、涂刷后露底及油漆滴挂
合格
工艺流程及检验卡
品名
工序
整体组装或装配
数量
型号
产品图号
所用材料
名 称
规格
用量
名称
规格
用量
所用设备
工具
所用检具
工序
图示或要求简述
作业方法
整体组装或装配
按“图纸”、“标准”规定要求进行产品整体组装或装配。
注意事项
拟制时间
修改时间
修改 内 容及原 因
拟制
审核
批准
房士波
赵玉斌
检验要求及结论
检验项目
技术要求
检验结论
操作者/日期
检验员/日期
管件、法兰安装
管件、法兰安装位置正确,符合图纸要求
合格
房士波/
内部结构件安装
内部结构件安装位置正确,符合图纸要求
合格
电机、减速机及电气箱安装
电机、减速机及电气箱安装位置正确,符合图纸要求
合格
工艺流程及检验卡
品名
工序
试车
数量
型号
产品图号
所用材料
名 称
规格
用量
名称
规格
用量
所用设备
工具
所用检具
压力表、温度计、分贝计
工序
图示或要求简述
作 业 方 法
试车
按“图纸”、“标准”规定要求进行产品试验。
注意事项
拟制时间
修改时间
修 改内 容 及原 因
拟制
审核
批准
房士波
赵玉斌
检验要求及结论
检验项目
技术要求
检验结论
操作者/日期
检验员/日期
空载时主机噪音
≤90dB(A)
合格
房士波/
空运转
各部件运转灵活;空运转2h无故障,电机表面温升≤20℃
合格
工艺流程及检验卡
品名
工序
电机、减速机及电气箱安装
数量
型号
产品图号
所用材料
名称
规格
用量
名称
规格
用量
所用设备
工具
电工、机械工具
电机
1
减速器
1
所用检具
电气箱
1
工序
图示或要求简述
作 业 方法
电机、减速机及电气箱安装
按“图纸”、“标准”规定要求进行电机、减速机及电气箱安装。
注意事项
拟制时间
修改时间
修 改 内容 及原 因
拟制
审核
批准
房士波
赵玉斌
检验要求及结论
检验项目
技术要求
检验结论
操作者/日期
检验员/日期
电机、减速机及电气箱安装位置
电机、减速机及电气箱安装位置准确、符合图纸要求,各部件运转灵活
合格
房士波/
电气接线
电气接线正确、牢固,防护安全可靠
合格


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工艺流程 检验
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《财政学》期末习题.docx
《财政学》期末习题.docx
-
《画长方形》说课稿.docx
-
《梅花玉工艺特征及保健功效》孟宪松.docx
-
《食品安全法》试题标准答案.docx
-
《幼儿教育》幼儿园主题活动恐龙教案精选.docx
-
3套打包临汾市六年级上册英语期末单元检测试题含答案.docx
-
12层学生宿舍楼框架剪力墙结构设计书.docx
-
《大学生创业基础》期末考试分.docx
-
《机械制造工程学》复习思考题XXXX.docx
-
《企业安全生产标准化基本规范》GBT.docx
-
《水溶液》知识精析.docx
-
《只有一个地球》导学案设.docx
-
4岁宝宝学习计划.docx
-
16年级语文教学大纲及重难点.docx
-
80岁大寿给长辈的简短祝寿词.docx
-
AAA交通安全文明知识docx.docx
-
CROSS十字教程 十字天书共13页.docx
-
《出师表》教学设计15篇.docx
-
《黄金冲刺》度中考语文作文复习2选材二教学案.docx
-
《尼尔斯骑鹅历险记》读后感15篇.docx
-
《谁的本领大》课堂教学案例.docx
-
《长方体的认识》教学设计.docx
-
4s店工作总结及工作计划范文5篇.docx
-
14管道系统冲吹洗脱脂检验记录.docx
-
40常见蔬菜及分类配图.docx
-
A4安全检查表分析SCLLS评价记录最新修正版精心整理.docx
-
CMACast广播节目表第二章10省通道组.docx
-
FAS一体化触摸屏操作台使用手册范本.docx
-
《高级财务会计》形成性考核册参考答案作业2.docx
-
《课堂教学的50个细节》读书摘记.docx
-
《人体生理学》课程作业及答案.docx
-
《乡下人家》教案15篇.docx
-
煤矿防治水的规定.docx
-
山东省济南市天桥区气象部门事业单位招聘《气象专业基础知识》 真题库.docx
-
山东省济宁市汶上县教师招聘考试《信息技术基础知识》真题库及答案.docx
-
泌尿系结石常识.docx
-
山东省临沂市蒙阴县卫生系统公开竞聘进城考试真题库及答案.docx
-
末端招标文件凤凰大厦.docx
-
某光伏启委会汇报.docx
-
评估知识手册(学生版)10.31Word格式文档下载.doc
-
作文序列化提升方案结构合理Word文件下载.docx
-
坡脚教育领域专项整治工作自查报告Word下载.doc
-
福建省历年选调生真题杂合Word文档下载推荐.docx
-
九完小四年级下册科学实验报告单Word下载.docx
-
具有狼性团队口号的励志名言句子Word下载.docx
-
妇幼保健学教案 儿童心理行为发育及评价Word文档格式.docx
-
甘肃省天水一中届高三第三次检测考试语文试题Word下载.docx
-
普法依法工作总结Word文件下载.doc
-
普外科主治医师考试专业实践能力大纲Word文件下载.doc
-
钢铁教材文档格式.docx
-
高二生物竞赛题Word文件下载.docx
