 第六节SIIEMEENS 802D.docx
第六节SIIEMEENS 802D.docx
- 文档编号:17261014
- 上传时间:2023-07-23
- 格式:DOCX
- 页数:24
- 大小:121.98KB
第六节SIIEMEENS 802D.docx
《第六节SIIEMEENS 802D.docx》由会员分享,可在线阅读,更多相关《第六节SIIEMEENS 802D.docx(24页珍藏版)》请在冰点文库上搜索。
第六节SIIEMEENS802D
第一节SIIEMEENS802D
数控车床应用举例
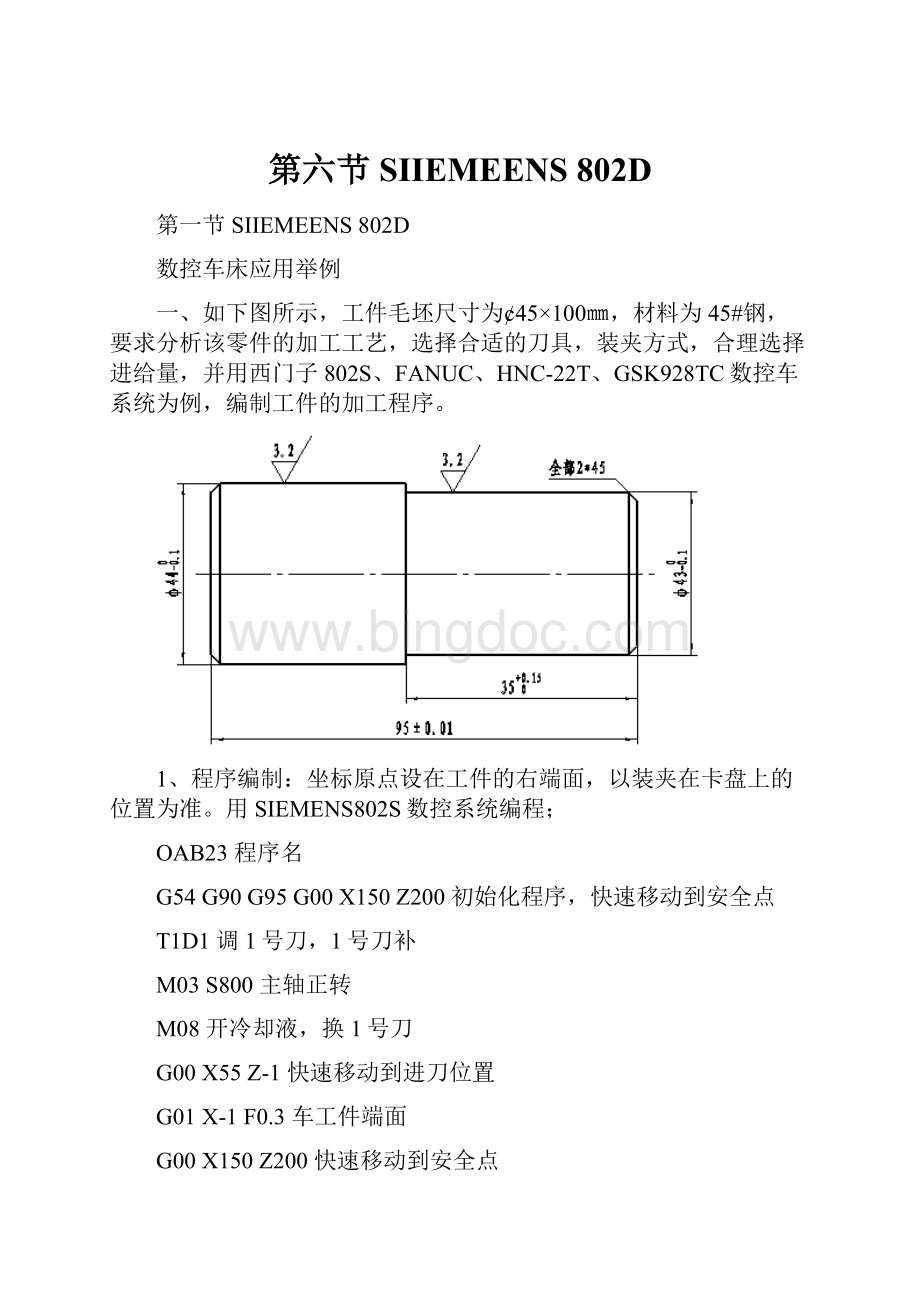
一、如下图所示,工件毛坯尺寸为¢45×100㎜,材料为45#钢,要求分析该零件的加工工艺,选择合适的刀具,装夹方式,合理选择进给量,并用西门子802S、FANUC、HNC-22T、GSK928TC数控车系统为例,编制工件的加工程序。
1、程序编制:
坐标原点设在工件的右端面,以装夹在卡盘上的位置为准。
用SIEMENS802S数控系统编程;
OAB23程序名
G54G90G95G00X150Z200初始化程序,快速移动到安全点
T1D1调1号刀,1号刀补
M03S800主轴正转
M08开冷却液,换1号刀
G00X55Z-1快速移动到进刀位置
G01X-1F0.3车工件端面
G00X150Z200快速移动到安全点
T2D2换2号刀具
G00X40.5Z2快速接近工件
G01Z-1进刀
X44.5Z-3倒角
Z-62粗车外圆
G00X45Z2返回切入点
X40进刀
M03S1500主轴高速
G01Z-1F0.1刀具慢速接近工件
X44Z-3精车倒角
Z-62精车外圆
G00X150Z200快速返回安全点
M02程序结束
加工右端:
OAB24
G54G90G95G00X150Z200初始化程序,快速移动到安全点
T1D1调1号刀,1号刀补
M03S800主轴正转
M08开冷却液,换1号刀
G00X46Z-2快速移动到切入点
G01X-1F0.3粗车端面
G00X46退刀
Z-4进刀
M03S1500主轴高速
G01X-1F0.1精车端面
G00X150Z200快速移动到安全点
T2D2换2号刀具
G00X43.5Z0快速移动到切入点
G01Z-39粗车外圆
G00X46Z0快速退刀
X39.5进刀
G01Z-4慢速接近工件
X43.5Z-6粗车倒角
G00Z0退刀
M03S1500主轴高速转动
X39进刀
G01Z-4F0.1慢速接近工件
X43Z-6精车倒角
Z-39精车外圆
X45精车端面
G00X150Z200快速移动到安全点
M02程序结束
二、用外径粗加工复合循环编制图3.3.27所示零件的零件,毛坯材料为45#钢,毛坯为¢45㎜×90㎜,根据图纸要求分析该零件的数控加工工艺,工件的装夹,刀具的选用,切削用量的选择,并编制加工程序。
1、编制数控加工程序如下:
坐标原点设在工件的右端面,以装夹在卡盘上的位置为准。
用SIEMENS802S数控系统编程;
车工件左端外圆
YE456.MPF
G54G90G95G00X150Z150
M03S1500
M08
T3D3
G00X44Z2
G01Z-50F0.1
G00X150Z150
M02
车工件右端外圆
YE567.MPF
G54G90G95G00X150Z5
M03S1500
M08T2D2
G96S150LIMS=1500
CNAME=“TESK1”
R105=9R106=0.3R108=1.5(设置坯料切削循环参数)
R109=7R110=1R111=0.3R112=0.1
LCYC95(调用坯料切削循环粗加工)
G00X150Z5
M02
TESK1.SPF
G00X45Z2
G00X6精加工轮廓起始行,到倒角延长线
G01Z0F0.1慢速走到切削起点,定义精车进给量
X10Z-2精加工2×45°倒角
Z-20精加工Φ10外圆
G02X20Z-25CR=5精加工R5圆弧
G01Z-35精加工Φ20外圆
G03X34Z-42CR=7精加工R7圆弧
G01Z-52精加工Φ34外圆
X44Z-62
M02
三、如图所示零件,材料为45#钢调质,外圆和长度尺寸已车好,内孔以用¢25㎜的麻花钻钻出,要求加工¢30㎜内孔。
要求分析该零件的数控加工工艺,工件的装夹,刀具的选用,切削用量的选择,并编制加工程序。
1、编制数控加工程序:
坐标原点设在工件的右端面,以装夹在卡盘上的位置为准。
用SIEMENS802S数控系统编程;
YE9754.MPF
G54G90G94G00X150Z200程序初始化,定义安全点
M03S600主轴正转
M08T1冷却液开,换号刀,调1号刀补
G00X20Z5快速接近工件
G01X28F300进刀
Z-51F120粗车内孔
G00X25快速退刀
Z5
G01X29.5F300进刀
Z-51F120粗车内孔
G00X25快速退刀
Z5
M03S800提高主轴转速
G01X30.05F300进刀
Z-51F80精车内孔
G00X25快速退刀,返回安全点
Z200
X150
M02程序结束
四、如图所示的零件,外圆部分已加工好。
要求分析零件的加工工艺,选择合理的进给量和刀具,并使用循环指令编制其加工程序。
1、编制数控加工程序如下,工件坐标原点设在工件右端面中心上:
用SIEMENS802S数控系统编程;
主程序:
GQ345.MPF
G54G90G94G00X150Z200初始化程序,快速移动到安全换刀点
M03S450主轴正转
M08冷却液开
T1D1换一号刀,调一号刀补
CNAME=“TESK1”
R105=3R106=0.6R108=1.5设置坯料切削循环参数
R109=7R110=1R111=0.2R112=0.1
LCYC95调用坯料切削循环粗加工
G00X150Z200快速移动到安全换刀点
T2D1换二号刀,调一号刀补
M03S700主轴高速
G96S200LIMS=1500恒线速度切削
R105=5定义加工类型为纵向精加工
LCYC95调用坯料切削循环精加工
G00X150Z200快速移动到安全换刀点
M30程序结束
子程序:
TESK1.SPF
G00X35Z5快速接近工件
X84快速移到精车X起始点
G01Z0F0.1慢速进刀到Z轴起点
X80Z-2倒2×45°角
Z-15精车¢80㎜段内孔
X60Z-40精车锥孔
Z-60精车¢60㎜段内孔
X50精车台阶端面
G02X40Z-65R5精车R5圆弧
G01Z-100精车¢40㎜段内孔
G00X35
Z5
M02子程序结束
五、如图所示的盘类零件,毛坯采用铸件坯料,各内外表面都有10㎜的加工余量,毛坯长度方为110㎜,如图所示的方块剖面线就是毛坯的形状,其中内孔的底孔为25㎜。
实线部分为工件加工的最后形状,尺寸如图所示。
要求分析该工件的加工工艺和用西门子802S编制数控加工程序。
1、图纸分析
该零件属于盘类零件,零件外型直径相差较大,两段外圆弧由一段锥面和圆弧光滑连接;内孔的形状较复杂,由三段台阶孔和两段相切的圆弧构成。
该零件的尺寸和表面粗糙度都有较高的要求,各内外圆柱表面和φ160mm外圆有较高的同轴度要求,在加工时必须要注意工件的装夹和定位基准的选择,尺寸和表面粗糙度的保证要选择合理的切削进给量和刀具。
2、工艺分析及工件的装夹
(1)、先用四爪卡盘夹住工件φ160mm毛坯圆柱表面,并大致找正工件φ60mm毛坯外圆。
粗车工件小端面(见光)和工件小端外圆到φ61mm,外圆弧面和锥面。
此工步的主要目的是加工一个基准,为下道工步作好准备。
如下图所示:
(2)、调头,用三爪卡盘夹住工件φ65mm外圆,夹持长度为30㎜左右,车工件大端面,保证工件总长为101㎜;粗车工件大外圆到φ161mm,粗车工件内孔各段,留精加工余量1㎜。
装夹方法不变,精加工大端外圆到要求尺寸,同时保证表面粗糙度;换内孔刀具,精车内孔到要求尺寸,保证工件内孔各表面的粗糙度要求。
如图所示:
(3)、调头,用三爪卡盘夹持φ160mm外圆,注意,为避免夹伤工件,应在该面上垫铜皮,同时找正φ61mm外圆和φ30mm内孔在0.02㎜,夹紧工件。
车小端面,保证工件的总长为100㎜,精车φ61mm外圆和锥面、圆弧面到要求尺寸,同时保证工件的表面粗糙度要求。
换内孔刀具,粗、精车φ40mm内孔,保证该内孔的尺寸精度和表面粗糙度要求。
工序图如下图所示:
工步1加工示意图
工步2加工示意图
工步3加工示意图
3、刀具及进给量的选择
在加工该工件时,主要用到端面车刀、外圆车刀、内孔车刀,具体在选择时可以选择95°外圆车刀作为粗车刀,既可以车端面,又可以车外圆;选择93°外圆车刀作为精车刀;选择主偏角为90°的内孔车刀为内孔粗车刀;选择主偏角大于90°,刀尖圆角半径较小的刀具为内孔粗车刀。
在选择进给量时考虑到工件的外径较大,毛坯又是锻件,粗车时由于毛坯余量不均匀,有的地方可能出现间断切削,冲击力较大,故在粗加工时应选择较低的转速、较低的进给量和较大的切削深度。
精加工时由于加工表面都经过粗加工,余量均匀,故转速可以选择的高些,为了获得较好的表面粗糙度,进给量可以选择的小些,切削深度也应选择的小些,具体选择如下:
n粗=350r/min,ap=2㎜,F=0.3㎜/r;n精=600r/min,ap=0.5㎜,F=0.1㎜/r。
4、编制工序加工卡
工序
切削参数
精车余量
刀具
进给量㎜/r(㎜/min)
切削深度㎜
转速r/min
mm
工序1
车端面
手动车端面
T1D1
粗车小外圆
0.3
2
350
1
工序2
车端面
手动车端面
粗车大外圆
0.3
2
350
1
T1D1
粗车内孔
0.3
2
350
1
T3D3
精车外圆
0.1
0.5
600
T2D2
精车内孔
0.1
0.5
600
T4D4
工序3
车端面
手动车端面,保证工件总长
精车外形面
0.1
0.5
600
T2D2
粗车Φ40内孔
0.3
2
350
1
T3D3
精车Φ40内孔
0.1
0
1000
T4D4
5、编制数控加工程序
用西门子802S数控系统编制数控加工程序,工件坐标原点设在装夹状态时的工件右端面中心。
(1)、见光工件小端面(手动),粗车工件小端、外圆弧和圆锥面程序:
MSFTR.MPF
G90G54G95G00X200Z150初始化程序,定义安全换刀点
M03S350M08T1D1主轴正转,开冷却液,换1号刀,调1号刀补
CNAME=“TESK1”调子程序
R105=1R106=1R108=2设置坯料切削循环参数
R109=7R110=1R111=0.3R112=0.1
LCYC95调用坯料切削循环粗加工
G00X200Z150返回安全换刀点
M02程序结束
TESK1.SPF子程序名
G00X61Z2快速移动到切入点
G01Z-39.711F0.3粗车φ60mm外圆
G02X81Z-57.032CR=20粗车R20外圆弧
G01X170Z-82.724粗车外锥度
M02子程序结束
(2)、工序2程序,车大端面时用手动车削。
粗车大外圆程序
MSFTS.MPF
G90G54G95G00X200Z150初始化程序,定义安全换刀点
M03S350M08T1D1主轴正转,开冷却液,换1号刀,调1号刀
G00X165Z2快速移动到切入点
G01Z-30F0.3粗车大外圆
G00X170Z3退刀
X161进刀
G01Z-30粗车大外圆
G00X200Z150返回安全点
M02程序结束
粗车内孔程序
MSFTQ.MPF
G90G54G95G00X200Z150初始化程序,定义安全换刀点
M03S350M08T3D3主轴正转,开冷却液,换3号刀,调3号刀
CNAME=“TESK2”调用子程序
R105=3R106=1R108=2设置坯料切削循环参数
R109=7R110=1R111=0.3R112=0.1
LCYC95调用坯料切削循环粗加工
G00X28X向退刀
Z150Z向返回安全点
X200X向返回安全点
M02程序结束
TESK2.SPF子程序
G00X123Z2快速移动到切入点
G01Z0F0.3Z慢速移动到工件起点
X119Z-2倒角
Z-9.9粗车Φ120㎜孔到Φ119㎜
X111.3车台阶面
G02X72.57Z-24.9CR=20车圆弧
G03X33.84Z-39.9CR=20车圆弧
G01X31车小台阶面
X29Z-41.9车倒角
Z-75车Φ30㎜孔到Φ29㎜
M02子程序结束
精车大外圆程序
MSFTP.MPF
G90G54G95G00X200Z150初始化程序,定义安全换刀点
M03S600M08T2D2主轴正转,开冷却液,换2号刀,调2号刀
G00X158Z2快速移动到切入点
G01Z0F0.1慢速移动到倒角起点
X160Z-1精车倒角
Z-21精车大外圆到要求尺寸
G00X200Z150返回安全点
M02程序结束
精车内孔程序
MSFTM.MPF
G90G54G95G00X200Z150初始化程序,定义安全换刀点
M03S600M08T4D4主轴正转,开冷却液,换4号刀,调4号刀
G96S200LIMS=1000
G00X124Z2快速移动到切入点
G01Z0F0.1Z慢速移动到工件起点
X120Z-2倒角
Z-10粗车Φ120㎜孔到Φ119㎜
X110车台阶面
G02X71.27Z-25CR=20车圆弧
G03X32.54Z-40CR=20车圆弧
G01X32车小台阶面
X30Z-41车倒角
Z-75车Φ30㎜孔到尺寸
G00X28X向退刀
Z150Z向返回安全点
X200X向返回安全点
M02程序结束
(3)、工序3程序手动车端面,保证工件总长100㎜
精车小端外圆、圆弧和锥面程序
MSFTN.MPF
G90G54G95G00X200Z150初始化程序,定义安全换刀点
M03S600M08T2D2主轴正转,开冷却液,换2号刀,调2号刀
G96S200LIMS=1000恒线速度切削,限制主轴最高转速为1000r/min
G00X58Z2快速移动到切入点
G01Z0F0.1慢速移动到倒角起点
X60Z-1倒角
Z-40粗车φ60mm外圆
G02X80Z-57.321CR=20粗车R20外圆弧
G01X160Z-80.415粗车外锥度
G00X200Z150返回安全点
M02程序结束
粗、精车Φ40㎜内孔程序
MSFTA.MPF
G90G54G95G00X200Z150初始化程序,定义安全换刀点
M03G97S350M08T3D3主轴正转,开冷却液,换3号刀,调3号刀
CNAME=“TESK3”调用子程序
R105=3R106=1R108=2设置坯料切削循环参数
R109=7R110=1R111=0.3R112=0.1
LCYC95调用坯料切削循环粗加工
G00Z5Z轴返回切入点
X200Z150返回安全点
T4D4M03S1000换4号刀,调4号刀,主轴高速
CNAME=“TESK3”调用子程序
R105=7设置坯料切削循环参数
LCYC95调用坯料切削循环精加工
G00Z5Z轴返回切入点
X200Z150返回安全点
M02程序结束
TESK3.SPF子程序名
G00X44Z2快速移动到切入点
G01Z0慢速移动到倒角起点
X40Z-2倒角
Z-30车Φ40㎜内孔
X32车内台阶面
X30Z-31倒角
M02子程序结束
六、如图所示零件,毛坯尺寸φ60χ150,材料:
45#钢调质。
分析该零件的加工工艺、合理选择刀具和进给量,并用FANUC系统编写加工程序。
1、图纸分析
纵观整个工件,尺寸精度要求较高,表面粗糙度也有较高的要求,同时外圆有较高的同轴度要求,工件的形状较为复杂。
该工件有凹圆弧和凸圆弧,有的FANUC系统里的固定循环不可以加工象类似有凹凸部分的工件,此时的程序编辑较为复杂,可以采用分段加工或者采用调用子程序加工该,当然编程的方法是多样化的;而有的FANUC系统里的固定循环可以加工象类似有凹凸部分的工件,此时只需要采用外圆粗车循环和精车循环就可以将工件加工成型,编程较为简单。
此处采用前一种情况,以此探讨一下此类题目的解题方法。
工件的工艺过程如下:
2、工艺分析及工件的装夹
(1)、粗精车工件左端夹工件毛坯任一端,平端面,见光工件另一端,保证工件左端外圆尺寸为Φ56.3㎜,车削长度保证70㎜;
(2)、精车工件左端,保证尺寸为56㎜,长度保证30㎜;工序
(1)、
(2)的装夹加工示意图如图所示:
(3)、夹工件左端Φ56.3㎜外圆处,车工件右端面,保证工件总长为145㎜,打中心孔;
(4)、粗精车工件右端
①、夹工件左端56㎜外圆处(为了避免夹伤工件,应垫铜皮),夹持长度为5㎜,右端用顶尖顶住中心,采用一夹一顶的装夹方式(为了避免加工时工件在轴向切削力的作用下向左串动,应在卡盘端面用一堵头定位),粗车工件右端各外圆;
②、精车工件右端各外圆,保证各段外圆尺寸;
(5)、用螺纹复合循环车削螺纹。
3、刀具及进给量的选用
1#刀为95°外圆粗车刀,2#为93°粗车刀,3#为93°精车刀,4#为螺纹车刀。
车削端面时采用手动车削,只要保证进给均匀即可,在粗车外圆时选择n=800r/min,ap=2㎜,F=0.3㎜;精车外圆时选择恒线速度切削,线速度S=200㎜/min,最高转速限制在1500r/min,ap=0.15㎜,F=0.1㎜;车螺纹时n=800r/min,每刀的切削深度可查表得,螺距F=1.5㎜。
工序
(1)、
(2)的装夹和加工示意图
工序(3)、(4)的装夹和加工示意图
4、编制数控加工工艺卡片如下:
工序
进给量㎜/r(㎜/min)
切削深度㎜
转速r/min
余量㎜
刀具
车左端面
手动
端面见光
800
T0101
粗车左端外圆
0.3
2
800
0.3
T0202
精车左端外圆
0.1
0.15
1500
T0303
车右端面,打中心孔
手动
保证总长
800
T0101
粗车右端外圆
0.3
2
800
0.3
T0202
精车右端外圆
0.1
0.15
1500
T0303
车削螺纹
螺距F=1.5㎜
逐渐递减
800
T0404
5、用SIEMENS802S车数控系统编程,坐标原点设在工件的右端面,以装夹在卡盘上的位置为准:
车工件左端面和外圆程序:
JXCP1.MPF
G54G90G95G00X150Z100(换刀点)
T1D1M03S800(外圆粗车刀)
M08
G00X65Z-1刀具快速移动到工件切入点
G01X-1F0.3车削工件端面
G00X150Z100刀具快速返回安全点
T2D2换2号刀具,调2号刀补
G00X58Z0刀具快速移动到工件切入点
G01Z-71粗车第一刀
G00X60Z0返回切入点
X56.3走到粗车第二刀起刀点
G01Z-71粗车第二刀
G00X150Z100返回安全点
T3D3换3号刀具,调3号刀补
M03S1500主轴以1500r/min正转
G00X56Z0走到精车起刀点
G01Z-20F0.1精车外圆
G0X150Z100返回安全点
M02程序结束
粗精车工件右端
主程序
YEM123.MPF
G54G90G95G00X150Z5(换刀点)
T1D1M03S800(外圆粗车刀)
CNAME=“TESK1”
R105=1R106=0.3R108=2(设置坯料切削循环参数)
R109=7R110=1R111=0.3R112=0.1
LCYC95(调用坯料切削循环粗加工)
G00X150Z5M05M09
M00
T2D2M03S800M08(外圆精车刀)
R105=5(设置坯料切削循环参数)
LCYC95(调用坯料切削循环精加工)
G00X150Z5M05M09
M00
T3D3M03S300M08(切槽车刀,刀宽4mm)
G00X35Z-25
G01X26F0.1
G01X35
G01Z-24
G01X26
G01Z-25
G01X35
G00X150Z5M05M09
M00
T4D4M03S300M08(三角形螺纹车刀)
R100=29.8R101=3R102=29.8(设置螺纹切削循环参数)
R103=-18R104=1.5R105=1R106=0.1
R109=3R110=3R111=0.975R112=0
R113=5R114=1
LCYC97(调用螺纹切削循环)
G00X150Z5M05M09
N120M00
N145M02
子程序
TESK1.SPF
G00X60Z5
G00X27快速移动到精车轨迹的X起点位置
G01Z0慢速移动到精车轨迹的Z起点位置,定义精车进给量
X30Z-1.5倒角
Z-20车螺纹外径
X36Z-30车锥面
Z-38车φ36㎜处外圆
G02X31Z-43.159CR=15车R15顺圆
G02X39.666Z-64.78CR=25车R25顺圆
G03X40Z-95CR=25车R15逆圆
G02X34Z-104CR=15车第二段R15顺圆
G01Z-110车φ34㎜处外圆
X56Z-121车锥面
M02


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 第六节SIIEMEENS 802D 第六 SIIEMEENS 802
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《财政学》期末习题.docx
《财政学》期末习题.docx
-
《画长方形》说课稿.docx
-
《梅花玉工艺特征及保健功效》孟宪松.docx
-
《食品安全法》试题标准答案.docx
-
《幼儿教育》幼儿园主题活动恐龙教案精选.docx
-
3套打包临汾市六年级上册英语期末单元检测试题含答案.docx
-
12层学生宿舍楼框架剪力墙结构设计书.docx
-
《大学生创业基础》期末考试分.docx
-
《机械制造工程学》复习思考题XXXX.docx
-
《企业安全生产标准化基本规范》GBT.docx
-
《水溶液》知识精析.docx
-
《只有一个地球》导学案设.docx
-
4岁宝宝学习计划.docx
-
16年级语文教学大纲及重难点.docx
-
80岁大寿给长辈的简短祝寿词.docx
-
AAA交通安全文明知识docx.docx
-
CROSS十字教程 十字天书共13页.docx
-
《出师表》教学设计15篇.docx
-
《黄金冲刺》度中考语文作文复习2选材二教学案.docx
-
《尼尔斯骑鹅历险记》读后感15篇.docx
-
《谁的本领大》课堂教学案例.docx
-
《长方体的认识》教学设计.docx
-
4s店工作总结及工作计划范文5篇.docx
-
14管道系统冲吹洗脱脂检验记录.docx
-
40常见蔬菜及分类配图.docx
-
A4安全检查表分析SCLLS评价记录最新修正版精心整理.docx
-
CMACast广播节目表第二章10省通道组.docx
-
FAS一体化触摸屏操作台使用手册范本.docx
-
《高级财务会计》形成性考核册参考答案作业2.docx
-
《课堂教学的50个细节》读书摘记.docx
-
《人体生理学》课程作业及答案.docx
-
《乡下人家》教案15篇.docx
-
上半年全国小学教师资格考试《综合素质》小学真题及答案解析.docx
-
生产实习报告安全.docx
-
山西省六五中期无纸化法律知识考试复习资料.docx
-
四年级数学上册期末填空题专项复习165.docx
-
十八巷商城使用手册店铺.docx
-
上学期高二年级期中考试仿真卷英语B附答案.docx
-
上半年山西省企业法律顾问法律案的提出试题.docx
-
苏教版小学语文第三册详细教案.docx
-
市政工程施工现场安全管理资料全套样本参考.docx
-
绍兴县湖塘中学教师绩效工资考核办法.docx
-
生活垃圾处理技术指南.docx
-
糖皮质激素治疗肾脏疾病的专家共识.docx
-
暑期社会实践.docx
-
生姜的用法.docx
-
空白的劳务合同.docx
-
石材常续保养之技术分析.docx
-
山东省聊城市届高三第一次模拟考试文科综合试题扫描版.docx
-
石膏砌块生产线建设项目可行性研究报告.docx
-
水利工程施工实习报告.docx
