 SMT焊点质量检测方法.docx
SMT焊点质量检测方法.docx
- 文档编号:9324474
- 上传时间:2023-05-18
- 格式:DOCX
- 页数:15
- 大小:128.72KB
SMT焊点质量检测方法.docx
《SMT焊点质量检测方法.docx》由会员分享,可在线阅读,更多相关《SMT焊点质量检测方法.docx(15页珍藏版)》请在冰点文库上搜索。
SMT焊点质量检测方法
SMT焊点质量检测方法
热循环为确保电子产品质量稳定性和可靠性,或对失效产品进行分析诊断,一般需进行必要的焊点质量检测。
SMT中焊点质量检测方法很多,应该根据不同元器件、不同检测项目等选择不同的检测方法。
1焊点质量检测方法
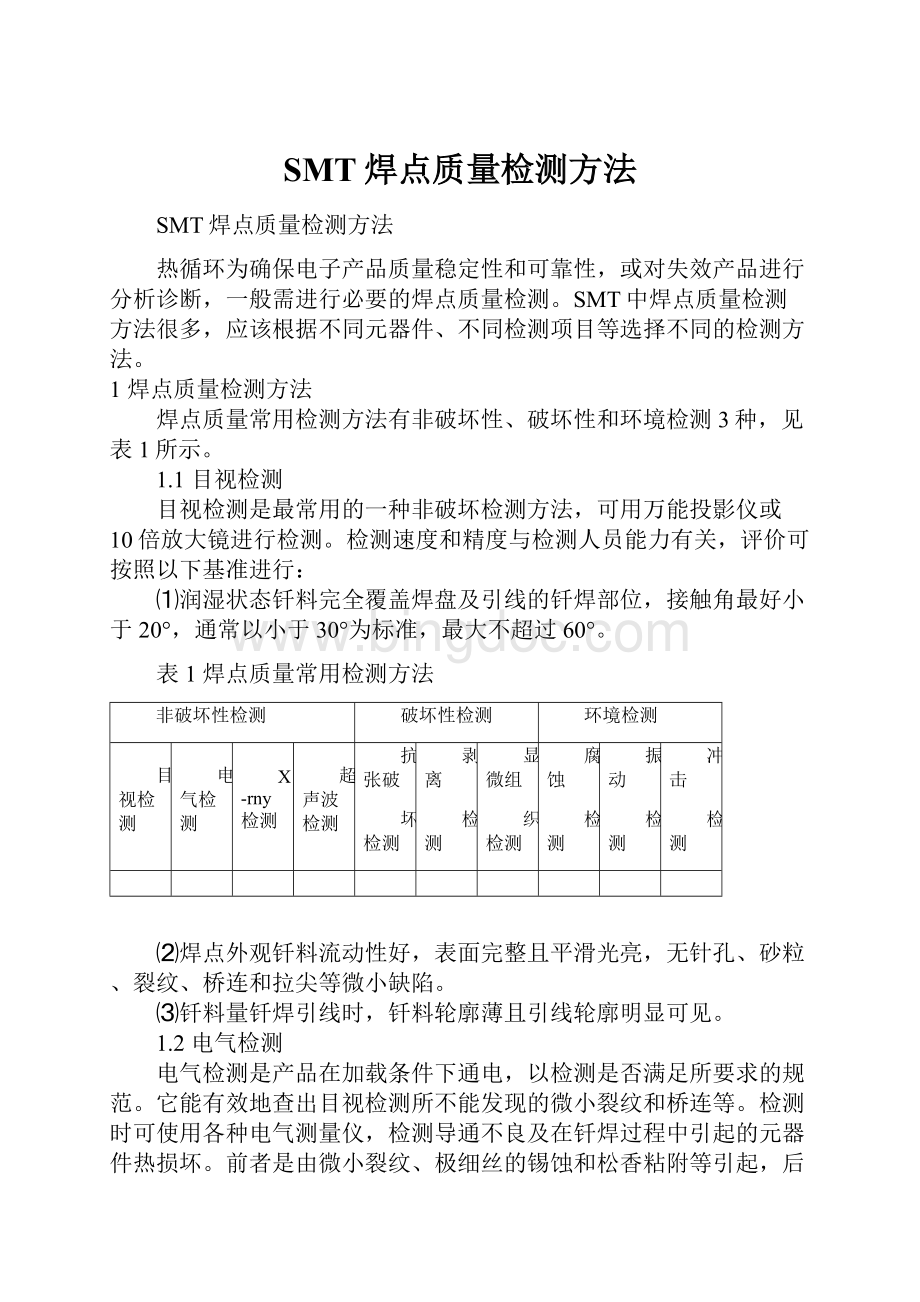
焊点质量常用检测方法有非破坏性、破坏性和环境检测3种,见表1所示。
1.1目视检测
目视检测是最常用的一种非破坏检测方法,可用万能投影仪或10倍放大镜进行检测。
检测速度和精度与检测人员能力有关,评价可按照以下基准进行:
⑴润湿状态钎料完全覆盖焊盘及引线的钎焊部位,接触角最好小于20°,通常以小于30°为标准,最大不超过60°。
表1焊点质量常用检测方法
非破坏性检测
破坏性检测
环境检测
目视检测
电气检测
X-rny检测
超声波检测
抗张破
坏检测
剥离
检测
显微组
织检测
腐蚀
检测
振动
检测
冲击
检测
⑵焊点外观钎料流动性好,表面完整且平滑光亮,无针孔、砂粒、裂纹、桥连和拉尖等微小缺陷。
⑶钎料量钎焊引线时,钎料轮廓薄且引线轮廓明显可见。
1.2电气检测
电气检测是产品在加载条件下通电,以检测是否满足所要求的规范。
它能有效地查出目视检测所不能发现的微小裂纹和桥连等。
检测时可使用各种电气测量仪,检测导通不良及在钎焊过程中引起的元器件热损坏。
前者是由微小裂纹、极细丝的锡蚀和松香粘附等引起,后者是由于过热使元器件失效或助焊剂分解气体引起元器件的腐蚀和变质等。
1.3X-ray检测
X-ray检测是利用X射线可穿透物质并在物质中有衰减的特性来发现缺陷,主要检测焊点内部缺陷,如BGA、CSP和FC焊点等。
目前X射线设备的X光束斑一般在1-5μm范围内,不能用来检测亚微米范围内的焊点微小开裂。
1.4超声波检测
超声波检测利用超声波束能透入金属材料的深处,由一截面进入另一截面时,在界面边缘发生反射的特点来检测焊点的缺陷。
来自焊点表面的超声波进入金属内部,遇到缺陷及焊点底部时就会发生反射现象,将反射波束收集到荧光屏上形成脉冲波形,根据波形的特点来判断缺陷的位置、大小和性质。
超声波检验具有灵敏度高、操作方便、检验速度快、成本低、对人体无害等优点,但是对缺陷进行定性和定量判定尚存在困难。
扫描超声波显微镜(C-SAM)主要利用高频超声(一般为100MHz以上)在材料不连续的地方界面上反射产生的位相及振幅变化来成像,是用来检测元器件内部的分层、空洞和裂纹等一种有效方法。
采用微声像技术,通过超声换能器把超声脉冲发射到元件封装中,在表面和底板这一深度范围内,超声反馈回波信号以稍微不同的时间间隔到达转化器,经过处理就得到可视的内部图像,再通过选
通回波信号,将成像限制在检测区域,得到缺陷图。
一般采用频率从100MHz到230MHz,最高可达300MHz,检测分辨率也相应提高。
1.5机械性破坏检测
机械性破坏检测是将焊点进行机械性破坏,从它的强度和断裂面来检查缺陷的。
常用的评价指标有拉伸强度、剥离强度和剪切强度。
因为对所有的产品进行检测是不可能的,所以只能进行适量的抽检。
1.6显微组织检测
显微组织检测是将焊点切片、研磨、抛光后用显微镜来观察其界面,是一种发现钎料杂质、熔蚀、组织结构、合金层及微小裂纹的有效方法。
焊点裂纹一般呈中心对称分布,因而应尽量可能沿对角线方向制样。
显微组织检测和机械性破坏检测一样,不可能对所有的成品进行检测,只能进行适量的抽检。
光学显微镜是最常用的一种检测仪器,放大倍数一般达10000倍,可以直观的反映材料样品组织形态,但分辨率较低,约20nm。
1.7其它几种检测方法
染色试验荧光渗透剂检测是利用紫外线照射某些荧光物质产生荧光的特性来检测焊点表面缺陷的方法。
检验时先在试件上涂上渗透性很强的荧光油液,停留5~10min,然后除净表面多余的荧光液,这样只有在缺陷里存在荧光液。
接着在焊点表面撒一层氧化镁粉末,振动数下,在缺陷处的氧化镁被荧光油液渗透,并有一部分渗入缺陷内腔,然后把多余的粉末吹掉。
在暗室里用紫外线照射,留在缺陷处的荧光物质就会发出照亮的荧光,显示出缺陷。
磁粉检测是利用磁粉检测漏磁的方法,检测时利用一种含有细磁粉的薄膜胶片,记录钎焊焊点中的质量变化情况。
使用后的几分钟内,胶片凝固并把磁粉“凝结”在一定的位置上,就可以观察被检测试件上的磁粉分布图形,确定是否有缺陷。
由于大多数钎料是非磁性的,因此不常用于钎焊焊点的检验。
化学分析方法可测量样品的平均成分,并能达到很高精度,但不能给出元素分布情况。
染色与渗透检测技术(D&PT)是通过高渗透性高着色性染料渗透到焊点开裂区域,然后拉开焊点,观测焊点内部开裂程度和分布。
试验时必须小心控制拉断器件时的外力,以保证焊点继续沿预开裂区域断开。
X-ray衍射(XRD)是通过X-ray在晶体中的衍射现象来分析晶体结构、晶格参数、缺陷、不同结构相的含量及内应力的方法,它是建立在一定晶格结构模型基础上的间接方法。
电子显微镜(EM)是用高能电子束做光源,用磁场作透镜制作的电子光学仪器,主要包括扫描电子显微镜(SEM),透射电子显微镜(TEM),电子探针显微镜(EPMA)和扫描透射电子显微镜(STEM)。
其中SEM用来观察样品表面形貌,TEM用来观察样品内部组织形态和结构,EPMA用来确定样品微观区域化学成分,STEM具有SEM和TEM的双层功能。
此外,红外热相(IRTI)分析、激光全息照相法和实时射线照相法等也可用于焊点质量检测。
表2为不同分析项目的一些主要分析方法。
2加载检测及可靠性评价
产品失效主要原因包括温度、湿度、振动和灰尘等,各占比例为55%、19%、20%和6%。
加载检测是每一个部件在实用条件下进行加载以检测其动作状况,方法有振动检测、冲击检测、热循环检测、加速度检测和耐压检测等,一般根据实用条件把它们组合起来进行,且要求对每一个成品进行检测。
这种方法最为严格,
可靠性高,只有航天产品等可靠性要求特别严格的情形下才予以采用。
近年来国际上采用一种全新的焊点可靠性评估方法,即等温加速扭转循环法(MDS),通过在一定温度下周期扭转整个印刷电路板来考察焊点的可靠性。
该方法在焊点内产生的应力以剪切应力为主,和温度循环相似,因而失效模式和机理极为相似,但试验周期却可从温度循环的几个月减少到几天。
该方法不但可以用来快速评估焊点可靠性,同时也可以用来进行快速设计和工艺参数优化。
可靠性评价分类见表3。
迁移是金属材料在环境下化学反应形成的表面侵蚀现象,其生长过程分为阳极溶解、离子迁移和阴极还原,即金属电极正极溶解、移动,在负极析出导致短路。
迁移的发生形态常称为Dendrite和CAF(见图1)。
Dendrite指迁移使金属在PCB的绝缘部表面析出,或者是形成树枝状的氧化物;CAF指金属顺着印制板内部的玻璃纤维析出,或者使氧化物作纤维状的延伸。
金属离子的指标可用标准电极电位Eo来表示,其中Sn比Pb和Cu稳定,能形成保护性高的纯态氧化膜,抑制阳极溶解。
电极电位的大小不仅取决于电对的本性,还与参加电极反应的各种物质的浓度有关。
对于大多数电对来说,因为(H+或OH-)直接参与了电极反应,因此电极电位还与pH值有关:
pH值越高,电极电位越小。
另外,助焊剂残留如果不清洗干净,一些腐蚀性、活性元素(如Cl)会使电迁移更强,影响电路可靠性。
所以,目前常用免清洗助焊剂严格控制其活性和组份。
3热循环加速试验
热循环失效是指焊点在热循环或功率循环过程中,由于芯片载体材料和基本材料存在明显的热膨胀系数(CTE)差异所导致的蠕变,疲劳失效。
通常SMT中芯片载体材料为陶瓷(Al2O3),CTE为6.0x10-6/℃,基板材料为环氧树脂/玻璃纤维复合板(FR4),CTE为20.0x10-6/℃,二者相差3倍以上。
当环境温度发生变化或元件本身通电发热时,由于二者间CTE差异,在焊点内部就产生周期性变化的应力应变过程,从而导致焊点的失效。
IPC-9701标准化了五种试验条件下的热循环试验方法,从良性的TC1参考循环条件到恶劣的TC4条件,符合合格要求的热循环数(NTC)从NTC-A变化到NTC-E(见表4)。
失效循环次数可用一个简单修正的Coffin-Manson数模来预测,并可以加速获得热循环测试结果。
Coffin-Manson数模是关于热应力引起的低循环疲劳对微电路和半导体封装可靠性影响进行建模的有效方法,表达式为:
其中:
Nf为疲劳失效循环数,A为常数,εp为每个循环的应变范围,f为循环频率,K为波尔兹曼常数(eV),Tmax为最高循环温度(K)。
IPC-9701使用Engelmaier-wild焊点失效模型来评估加速因子AF(循环数)和AF(时间)。
AF(循环数)与焊点的循环疲劳寿命有关,是在给定使用环境中产品寿命的试验中获得,可表示为:
其中:
AF为加速因子,Nfield为现场循环数,Nlab为试验循环数,ffield为现场循环频率,flab为试验循环频率,△Tfield为现场温度变化,△Tlab为试验温度变化,Tfield-max为现场最高温度,Tlab-max为试验最高温度。
AF(时间)与焊点失效的时间有关,是在给定的使用环境中产品寿命的试验中获得,可表示为:
AF(时间)=AF(循环数)×[(ffield/flab) (3)
设计试验时,在芯片和PCB内引入菊花链结构使得组装后的焊点形成网络,通过检测网络通断来判断焊点是否失效。
一般需要采用高速连续方案,在纳秒级内连续高速采样,以保证及时准确探测到焊点的开裂。
评价时常根据某一恒定的金属界面上电位降或电阻变化来判断焊点的质量,一般电阻增加150~225Ω·ms,就可判断为电性能失效,测得的电阻值超过阀值电阻1000Ω,就认为是开路。
意的是,相同高温温差引起的损坏程度比低温要大,高温变率条件下失效循环次数比低温变率条件下失效循环次数要低,这对其它温度范围和温变率的预测提供了更保守的失效周期,起到加速试验的效果。
但在快速温变条件下如果改变了失效机理,焊点特征值的变化就不可能真实地反应大多数现场应用情况。
此外,RezaGhaffarian还发现失效应力条件可从全局转变为局部,比如小型化封装易出现从焊接接合点到封装组装一侧的失效转移,这就要求建立正确的的失效模型,否则会导致错误的失效循环次数预测结果。
一般规定热循环可接受指标为:
-40~150℃,800~1000次循环未失效即可。
这些基于和实际现场使用条件相应的模拟结果的指标有很大的安全余量,对于大多数产品来讲,300次循环就已足够。
4焊点失效机理
4.1工艺方面
4.1.1热应力与热冲击
钎焊过程中快速冷热变化,对元件造成暂时的温度差,使元件承受热机械力,导致元件的陶瓷与玻璃部分产生应力裂纹,成为影响焊点长期可靠性的不利因素。
钎料固化后,PCB由高温降到室温,由于PCB和元件间cte不同,有时也会导致陶瓷元件破裂。
PCB的玻璃转化温度(Tg)一般在室温和180℃之间。
焊后钎焊面被强制冷却,PCB两面就会在同一时刻处于不同的温度,导致钎焊面在玻璃转化温度以上时出现PCB翘曲现象(允许有3°-5°翘曲),从而损害元器件。
基板与元件之间CTE不同,也会造成元件的破裂或焊点裂纹(元件不够就要焊点来吸收多余的变形)。
4.1.2金属溶解
在电路组装中,常常出现蚀金蚀银现象。
这是因为钎料中的锡与镀金/银引脚中的金/银会形成化合物,导致焊点可靠性降低。
钎料从钎焊温度冷却到固态温度期间,有溶解的金属析出,在钎料基体内形成脆性的金属化合物。
铜生成针
状的Cu6Sn5,银生成扁平的Ag3Sn,金生成AgSn4立方体。
这些化合物非常脆,剪切强度极低,元件极易脱落。
如果金/银含量少,生成的化合物量不多,对焊点的机械性能不会造成太大的损害,但是含量较多时,钎料会变得易碎。
4.1.3基板和元件过热
各种材料塑性一般在钎焊温度时是不稳定的,常出现基板剥离和褪色现象。
纸基酚醛树脂常发生剥离,适于红外再流焊,而FR-4(环氧玻璃基板)在红外再流焊中经常变色。
“爆米花”现象常出现在大芯片IC中。
IC塑料封装极易吸潮,加热时潮气就会释放出来并气化,再流焊时在芯片底部的薄弱界面处累积成一个气泡,封装受到气泡的压力发生开裂。
这一现象与潮湿量、芯片的尺寸、芯片下的塑料厚度和塑料封装与芯片之间的粘合质量有关。
目前解决的方案就是先烘干IC,然后密封保存并保持干燥;或者在使用前几小时进行100℃以上的预先烘烤。
在波峰焊中,一般不会发生“爆米花”现象。
4.1.4超声波清洗损害
超声波清洗对于清除PCB表面残留助焊剂很有效,其缺点是受超声波功率大小的控制,太小则不起作用,太大则会破坏PCB及元件。
超声波清洗有可能造成的两种破坏结果:
小液滴对表面的碰撞像喷沙,类似表面风化;在清洗槽内,陶瓷基板受到超声负载激励而呈现共谐振动,产生周期性弯曲而发生疲劳断裂。
4.1.5装卸和移动
电子产品从元器件装配、电路组装、钎焊直到成品的运输和使用的整个寿命周期内,可能会承受由于机械负载引起的各种振动和冲击。
例如引起片装电容器产生破裂的一个常见原因就是PCB板的弯曲。
从很紧的夹具中把PCB板取出时就会出现这种情况。
4.2制造方面
4.2.1机械应力
由于PCB板的弯曲附加给焊点和元器件过量的应力,产生焊点质量问题主要包括3个方面:
(1)大通孔元件焊点所受应力易超过屈服极限。
如果PCB板上有比较重的元件(如变压器),应该选择夹具支撑;
(2)无引线陶瓷元件易发生断裂。
当片式元件从多层板上分离时,元件发生断裂的危险性相当高,故最好不要将片式阻容元件放在易弯曲的地方;
(3)IC器件上也会发生焊点断裂。
鸥翼形引线在板平面方向是柔性的,但在板垂直方向是刚性的,如果带有大的细间距IC的PCB发生翘曲而没有支撑,或由于不正确的夹具而形成机械负载,就会对焊点造成威胁。
4.2.2运输振动
焊点形状圆而光滑,没有应力集中尖角,振动负载一般不会损坏焊点,却会破坏引线,特别是重元件和只有少量(2或3根)长的排成一列的柔性引线元件(比如大的电解电容)易遭受振动,导致元件引线发生疲劳断裂。
4.2.3机械冲击
通孔插装焊点具有良好的体积和形状,焊点受机械冲击时一般不会损坏,但钎焊结构其它部分会发生失效,如大而重的有引线元件,受机械冲击后产生的大惯性力引起!
"#板上覆铜剥离或板断裂,进而损坏元件本身。
所以要求大而重的元件必须有足够的机械支撑固定,且要求引线有柔性。
表面组装焊点比通孔插装焊点小的多,且引线不穿过电路板,焊点机械强度较小,更易受到冲击损坏的危险,应从钎焊材料和工艺入手,比如使焊膏在钎焊时不易形成焊球,助焊剂残留物易于清除,焊膏用量要适当等。
4.2.4老化
实际应用中,电子电路会承受各种各样的负载,包括空气环境(如潮湿、污染的气体和蒸汽),烟雾(汽车尾气),温度,机械负载等,造成以下后果:
化学和电化学腐蚀,板析的退化,钎料中锡与钎焊合金之间合金层的生长,由弹性塑性变形产生蠕变断裂及热机械疲劳。
基板材料在温度升高时会发生老化,温度越高老化越快。
基板失效标准是:
弹性强度减半,即当弹性强度减半时,材料已老化失效。
基板使用温度的最高允许值取决于产品的“运行”时间。
对电子电路来说,连续运行时间为105,使用温度控制在80~100℃。
4.2.5电化学腐蚀
在潮湿和有偏置电压的情况下,金属迁移和腐蚀很易发生。
所有钎焊金属都可能发生迁移,银是最敏感的。
空气污染所致的电化学腐蚀危险性很小,但遇到含硫气体时,气体中的硫会与焊点上的银反应,生成Ag3S而降低焊点可靠性。
4.2.6合金层
合金层不仅在钎焊过程中形成,而且在后置放置过程中也会增厚。
金属间化合物一般比较硬而脆,厚度不适对焊点可靠性不利,一般有3点要注意:
(1)软合金层将导致焊点破裂,特别容易发生在含金的钎料中;
(2)整个薄层合金的变化将导致粘附力的降低或电接触的老化;
(3)钎焊金属与合金层之间的界面处出现钎焊金属的伴生物,如铜2锡合金层之间出现的SnO2。
4.2.7蠕变断裂
材料在长时间恒温、恒压下,即使应力没有达到屈服强度,也会慢慢产生塑性变形的现象称为蠕变,由蠕变引起的断裂叫做蠕变断裂。
一般来讲,当温度超过材料熔点温度的0.3倍以上时,才会出现明显的蠕变。
5提高焊点可靠性方法
影响焊点质量的因素有很多,包括机械负载、热冲击、装卸和移动造成的破坏和老化等方面的原因。
操作时应该采取相关措施来保证焊点质量,包括温度循环负载要小,元件要小,PCB的CTE要小,采用柔性引线,尽量不要装配大而重的元件,通孔与引线配合应紧密但不要太紧,焊点尺寸和形状要适当。
另外,PCB板装配应保证在板水平方向能自由移动,否则周期性的弯曲会破坏大元件的焊点;通过优化两个特性:
疲劳屈服点和蠕变阻抗,使钎料合金的疲劳寿命达到最大值。
改善SMT焊点的可靠性,提高其服役寿命是一个非常复杂的问题,它涉及到材料学、新工艺、新技术的开发等众多领域。
5.1设计高可靠性焊点几何结构
焊点的大小及形状不同,其承载能力就不同,不同的几何结构将使焊点在承载时内部的应力分布不同,其应变程度也不同。
因而焊点的几何结构直接关系到热循环寿命。
N.Brady等人考察了625mm间距的QFPL型引线焊点形态对强度的影响,得到如下经验公式:
其中:
Xi(i=1,2,3,4,5)是焊点形态参数,如图2所示。
W.Msherry等人对84I/O非城堡型LCCC焊点的剪切性能进行了试验研究,结果表明:
A、B、C3种焊点形态(见图3),其剪切性能不同,"形焊点在室温下的剪切性能最好。
此外,焊点形态对剪切破断位置也有影响:
A形焊点,剪切破断发生于钎料与陶瓷界面附近,B形和C形焊点,剪切破断则发生于钎料与基板界面附近。
王国忠博士对带有边堡的无引线SMT焊点形态问题进行了详细的理论分析和试验研究,得到了焊盘伸出长度、间隙高度和钎料量变化所造成的焊点形状变化与其热循环的关系,指出平型或微凸点的热循环寿命是最高的,大约是凹型焊点寿命的5倍(图4),并且不同形态的焊点,其断裂所发生的位置也不同(图5)。
焊点失效时,剪切断口一般位于PCB焊盘或集成块基底焊盘与焊球之间,弯曲疲劳和热冲击疲劳开裂部位一般位于PBGA集成块最边缘处的某一焊球,而断口一般位于PCB焊盘与焊球之间,而不是集成块基底焊盘与焊球之间。
这是由于焊球与PCB焊盘结合部位截面尺寸变化较大,为应力集中处,而且这一部位形成了金属间化合物(IMC)而导致接合力脆弱。
对于CBGA,开裂部分一般不会出现
在焊球上。
增大焊盘尺寸可提高可靠性,一个大的焊盘增加了承受负载的面积,也增大了形成失效缩需的裂纹传播长度。
弯曲疲劳试验中,最可靠的组合是在元件上采用小焊盘,而在PCB侧采用大焊盘。
热循环疲劳试验中,最可靠的组合是在元件上采用大焊盘,而在PCB侧采用小焊盘。
此外,焊盘直径对焊点形状影响很大,直径越大,高度越低。
由于集成块尺寸不变,所以焊点轮廓变化趋势由灯笼形变为圆锥形,且有向里凹的可能。
设计PBGA焊接工艺的一个参考原则是:
尽量让焊球两边的焊点达到最佳配合。
当DpD0接近1,为灯笼状,剪切拉伸时上下一致,都有可能被撕裂,且试验板有最大剪切强度,弯曲疲劳和热冲击疲劳寿命也最高,见图6。
焊盘周围阻焊层对可靠性也会造成很大影响,一般其开口直径大于焊盘直径时,焊点平滑地与焊盘焊牢没有形成尖角,可靠性就高。
5.2研制高可靠性软钎料
SMT焊点失效是特定载荷条件下钎料的蠕变.疲劳断裂问题,因此钎料性能对焊点可靠性有决定性的影响,研制高可靠性钎料对提高SMT焊点的可靠性、推动SMT的广泛应用无疑具有重要的意义。
表5给出了不同成分的软钎料的焊点循环寿命与SnPb共晶钎料的相对比较结果。
可以看出:
SnAg软钎料热循环寿命很高,但是含Ag4%成本高,且熔点升高(232℃),不易为现行的各种表面组装工艺所接受,因而应用受到了限制。
微量Ce-La混合稀土的加入就可以起到细化晶粒,强化晶界,提高晶内抗变形能力的作用,热疲劳寿命可提高3倍,且改性后工艺性能无变化。
5.3开发热膨胀系数(CTE)匹配材料
基板和芯片载体材料间CTE差异是热循环过程中应力产生的主要原因,因而研制新型基板和芯片载体材料,使其热膨胀系数相匹配,就可减小应力幅值,改善焊点受力状态,进而提高焊点的可靠性。
但CTE匹配后,仍不能完全消除应力差异,因为在功率循环过程中,各处的温度不同,温度分布的复杂性,必然导致单纯依靠CTE匹配就不能满足多种要求。
中南仪表有限公司
2010年05月05日


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- SMT 质量 检测 方法
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《赶海》的教学设计.docx
《赶海》的教学设计.docx
-
《谏逐客书》文言现象翻译默写选择阅读习题必修下册.docx
-
《05 》教学设计和期末教学论文.docx
-
《美丽心灵》的观后感.docx
-
《化学反应的快慢和限度》教案鲁科版必修2.docx
-
《数据库系统及应用》高教第二版习题解答.docx
-
《离子反应》教学设计.docx
-
《佘山银湖别墅》分阶段营销策略报告.docx
-
《外国小说欣赏》教学中阅读主体的缺失与重塑.docx
-
《电工基础》试题工程类.docx
-
《用人单位职工参加社会保险承诺书》.docx
-
06G1016陈青来解疑.docx
-
08版标准化就业经理.docx
-
10篇部编版小学语文三年级上册课内外阅读理解专项训练完整版含答案.docx
-
15MW风电机组运行维护手册.docx
-
27图形的相似全章导学案 1.docx
-
99TcmM IBI联合γ探测仪定位甲状旁腺瘤.docx
-
00642传播学概论笔记.docx
-
123402G05A29A0 认证产品元器件变更流程.docx
-
chapter 10 lg culture adn society for BA.docx
-
Dktifa托福听力讲座类高频专业词汇分类汇编.docx
-
ktv装修合同书.docx
-
Unit9Whatdoeshelooklike教案新版人教新目标版.docx
-
《邓稼先》《口技》课后题及答案.docx
-
《和氏献璧》教学设计.docx
-
《宿舍信息管理系统》需求分析说明书.docx
-
1教育学复习确定版10.docx
-
2万吨汽车配件制造项目可行性研究报告.docx
-
5 QTZ50塔式起重机安拆方案及多塔防碰.docx
-
9岗位职责.docx
-
19雾在哪里19雾在哪里.docx
-
42《水的组成》表格上课学习上课学习教案.docx
-
培训学校管理制度汇编全文档格式.docx
-
医院药剂科三基考试试题集05月1Word文档下载推荐.doc
-
彭州房地产市场文档格式.docx
-
工程质量监督工作方案Word格式文档下载.docx
-
《紧急救援》观后感多篇Word格式文档下载.docx
-
高考英语最有可能考的20道题Word下载.docx
-
《马克思主义基本原理概论》复习资料集+期末考试重点知识汇编文档格式.docx
-
工商管理毕业实习报告建筑工程Word格式.docx
-
高考语文科技文阅读试题汇编Word格式.docx
-
《农村小学数学两极分化现象的成因及对策研究》课题报告Word格式文档下载.docx
-
工业企业预算表格大全.docx
-
工作汇报会ppt模板.docx
-
股权代持协议.docx
-
代理商运作流程说明.docx
-
关爱留守儿童的活动方案.docx
 5五年级下册第五课古诗词三首ppt.ppt
5五年级下册第五课古诗词三首ppt.ppt
-
单片机温度控制系统设计.docx
-
高一生物第一学期期中考试试题.docx
-
单项位工程施工组织设计指导书.docx
