 机加工外观检验通用标准(品质-1).xls
机加工外观检验通用标准(品质-1).xls
- 文档编号:8452119
- 上传时间:2023-05-13
- 格式:XLS
- 页数:4
- 大小:42KB
机加工外观检验通用标准(品质-1).xls
《机加工外观检验通用标准(品质-1).xls》由会员分享,可在线阅读,更多相关《机加工外观检验通用标准(品质-1).xls(4页珍藏版)》请在冰点文库上搜索。
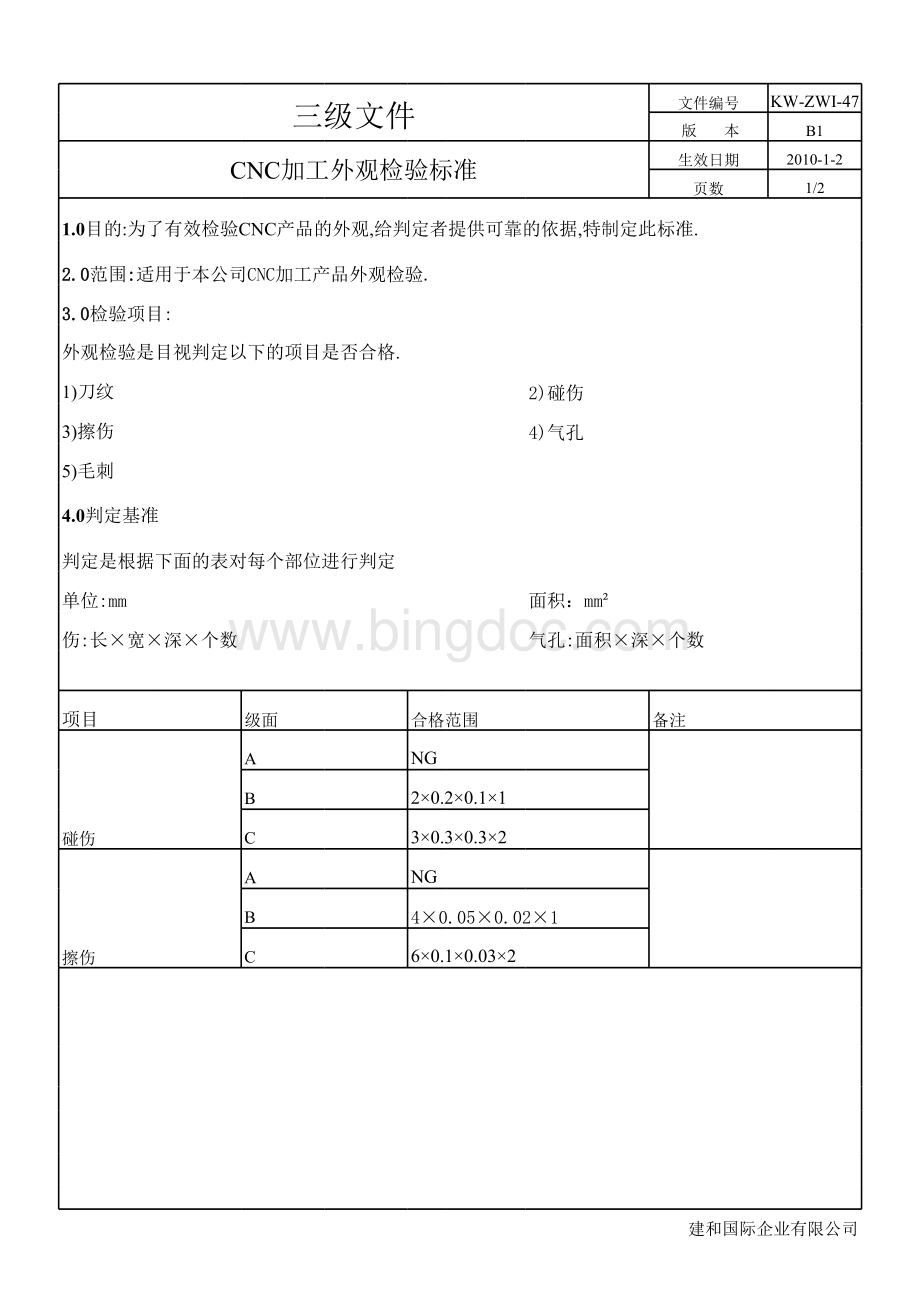
三级文件文件编号KW-ZWI-47版本B1CNC加工外观检验标准生效日期2010-1-2页数1/21.0目的:
为了有效检验CNC产品的外观,给判定者提供可靠的依据,特制定此标准.2.02.0范围:
适用于本公司CNC加工产品外观检验.3.03.0检验项目:
外观检验是目视判定以下的项目是否合格.1)刀纹2)碰伤3)擦伤4)气孔5)毛刺4.0判定基准判定是根据下面的表对每个部位进行判定单位:
mm面积:
mm伤:
长宽深个数气孔:
面积深个数项目级面合格范围备注ANGB20.20.11碰伤C30.30.32ANGB40.050.021擦伤C60.10.032建和国际企业有限公司三级文件文件编号KW-ZWI-47版本B1CNC加工外观检验标准生效日期2010-1-2页数2/2A0.10.022B0.20.043气孔C0.40.13ANGB无手感为OK,与基面没有明显色差.刀纹C有轻微手感,与基面没有明显色差ANGBNG毛刺C有轻微手感为AB粗糙度C参照图纸ANGBNG台阶C0.08mm以下且无明显手感弹刀引起5.0备注5.1本标准在执行时若与客户标准冲突,要以客户样板和客户标准为依据.5.2一级标准判定A面为外观面,B面为里面.二级标准判定B面为外观面,C面为里面.5.3其它未注明的外观缺陷以签样为准.日期版次修改内容作成确认核准2010/1/2B1B1版发放王梅兰建和国际企业有限公司杭州昊希科技有限公司机机加加工工件件外外观观检检验验通通用用标标准准文件编号HX-C-QCGL-01-2018作成品质部1.1.目目的的:
为机加工产品的品质外观检验、判定提供依据。
2.2.范范围围:
适用于本公司机加工产品外观检验。
3.3.检验项目及定义:
1)刀纹:
由于刀具磨损或摆动产生的纹路,通常有触感,呈浪状;2)碰伤:
由于操作不当产品发生碰撞或跌落形成塌陷状;3)擦伤:
由于操作不当产品发生摩擦形成线条状缺陷;或由于刀具附有残留切削废料形成螺旋线状缺陷;4)气孔、沙眼:
由于铸造致密度不够,形成不规则孔状缺陷或蜂窝状黑点;5)段差(台阶);由于刀路衔接不顺畅,形成台阶状缺陷;6)毛刺:
由于刀具径向作用力导致局部切削废料未脱离工件形成锯齿状、或条状缺陷;7)缺料:
由于刀具磨损后切削作用力过大导致产品薄弱处崩边或缺肉;8)烂牙:
由于攻丝底径偏小或偏大、或底孔歪斜、或丝锥磨损导致螺纹局部紊乱或无螺纹或牙型角不符;9)压伤:
由于加工治具存有切削渣料或受外力影响较杂质压人产品内部呈凹陷状缺陷;10)裂纹:
由于铸造致密度不够或刀具磨损导致切削作用力过大造成薄弱处呈撕裂状缺陷;11)切削不良:
由于产品在治具固定位置发生偏移或刀具相对坐标发生变化造成切削量过大或偏小;包括过切和少切,其中少切可称之为多料。
12)孔偏:
由于定位不当或加强柱歪斜甚至压铸产品缩水不均导致孔位与该孔所在加强柱中心发生偏离;13)倒角不良:
由于装配或者安全因素对产品锐边处进行工艺倒角,若图面无特殊要求按照C0.20.1管控,螺纹孔倒角须保证攻丝披锋不高处螺丝柱顶面(即披锋高度要低于倒角高度),倒角不良分两种状况:
a.倒角过大,由于刀具或程序控制存有吃刀过深,造成倒角偏大;倒角偏小:
倒角后存有锐边或翻边披锋;b.倒不均(倒角大小边),由于产品变形,或治具装夹存有松动,导致倒角宽度存有不规则形状,治具装夹松动常伴随振刀纹路出现。
14)牙平(牙浅):
由于螺纹底孔偏大导致螺纹滑牙或扭力不够,目视时螺纹呈锥形平台15)结构不符:
产品与3D存有不相符,常有多料、少料、孔(轴、柱)圆度不符;4.04.0判断方法:
1)A级面,产品经过组装后直接外露的表面,通常讲外观面;2)B级面,产品经过组装后不直接外露的表面,但旋转一定角度后能直接观察的表面;3)C级面,产品经过组装后不直接外露的表面且需要拆除某些部件后才能观察到的表面;线性类缺陷判断法孔状类缺陷判断法长度*宽度*深度*个数面积*深度*个数L*W*H*NA*H*N检验项目面类合格范围备注刀纹ANG倒角处可存有无手感与加工方向垂直的均匀振纹B无手感为OK,与基面没有明显差异.无水波纹路C允许有轻微手感,无影响结构OK碰伤压伤AA0.05;H0.05;N1单独一个面判定法则;单一产品累计缺陷不超过2处BA0.1;H0.1;N1单独一个面判定法则;单一产品累计缺陷不超过2处CA0.5;H0.2;N3单独一个面判定法则;单一产品累计缺陷不超过5处擦伤AL1;W0.05;H0.05;N1单独一个面判定法则;单一产品累计缺陷不超过2处BL2;W0.1;H0.1;N1单独一个面判定法则;单一产品累计缺陷不超过2处CL3;W0.3;H0.2;N2单独一个面判定法则;单一产品累计缺陷不超过5处气孔沙眼AA0.05;H0.05;N2单独一个面判定法则;单一产品累计缺陷不超过3处BA0.1;H0.1;N3单独一个面判定法则;单一产品累计缺陷不超过3处CA0.5;H0.2;N4单独一个面判定法则;单一产品累计缺陷不超过5处段差台阶ANGBNGCH0.02;且无影响实际装配此处H表示段差高度毛刺ANGBNGCNG缺料ANGBNGCNG烂牙NG丝锥崩刃口、以及孔内存有砂孔或充填不足时常常出现裂纹NG切削不良NG孔偏存有孔偏产品依据工程图面对孔位进行测量,公差内可放行,超差NG倒角不良a、倒角大小目视对比菲林卡判定;b.装配位倒角不均若无高出素材面披锋OK,外观面倒角不均NG螺丝孔必须先倒角后攻丝,不可颠倒工序牙平NG常借助底径针规进行判定,底径通规通止规止结构不符NG须对比最新档图纸,或最新工序样


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 加工 外观 检验 通用 标准 品质
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 二年级下册数学专项练习-应用题1.docx
二年级下册数学专项练习-应用题1.docx
-
2015年小学六年级英语语法及习题.doc
-
福师2018.8《小学教育管理考核题》答案.doc
-
《西游记》课外阅读汇报课教案.doc
-
初中美术《藏书票》说课稿.doc
-
《乡愁》教学设计与反思.doc
-
17年语文龙岩质检卷(含答案).doc
-
A4作文稿纸模板.doc
-
IBMX5服务器设置流程Word文件下载.docx
-
IE部岗位职责文档格式.doc
-
IPV4向IPV6平滑过渡毕业论文Word下载.doc
-
IP数据包的捕获与分析设计报告Word文档格式.docx
-
IT服务外包及报价文档格式.doc
-
IT项目管理的六种错误思维Word下载.doc
-
IT行业服务话术及处理技巧Word文件下载.docx
-
Java仓库管理系统报告文档格式.doc
-
Java开发中的种设计模式Word格式.doc
-
浙江传媒学院笔试真题.doc
-
欧洲及北美动画史.doc
-
粮食仓储管理制度.doc
-
(完整版)《那个星期天》习题和答案.docx
-
(完整版)机房巡检表.doc
-
小升初数学全真模拟试卷1.doc
-
2022最新教科版五年级下册科学全册教案Word文档下载推荐.docx
-
机械加工件检验标准Word文档格式.docx
-
小升初数学衔接教材北师版学生版.doc
-
初中美术_文明之光——瓷器教学设计学情分析教材分析课后反思Word格式文档下载.docx
-
围堰施工专项施工安全方案文档格式.doc
 中考语文综合探究专题复习用.ppt
中考语文综合探究专题复习用.ppt
-
种植养护实施方案.docx
-
小学数学研究性学习设计方案_四年级数学_数学_小学教育_教育专区.doc
-
综合实践活动《鸟巢创意搭建》教学设计.docx
-
社区七五普法规划实施方案-七五普法实施方案Word下载.docx
-
副校长述职总结报告文档格式.docx
-
精品小学六年级语文上册月光曲公开课教案和板书设计Word格式文档下载.docx
-
感恩的励志演讲稿Word文档下载推荐.docx
-
精选工作自我鉴定范文汇总6篇Word文档下载推荐.docx
-
感恩教师节活动策划方案范本(5篇)文档格式.docx
-
精选中秋节活动策划合集5篇Word文档格式.docx
-
井下轨道运输运输队内部模拟市场化试点运行初步方案试行文档格式.docx
-
感恩主题班会演讲稿范文Word文档格式.docx
-
九年级英语下册unit2全套教案Word格式文档下载.docx
-
酒店安全自查报告9篇Word格式.docx
-
高二期末个人总结Word下载.docx
-
高二学生旷课检讨书1500字范文Word下载.docx
-
高考答题“常见问题”Word文档下载推荐.docx
-
高三班主任第二学期工作计划Word下载.docx
-
高三毕业评语Word文档下载推荐.docx
-
高三家长会班主任发言稿2700字Word文件下载.docx
-
抗菌药物临床分级应用管理制度方案汇编Word文档下载推荐.docx
-
高三英语教师上学期工作总结5篇Word格式文档下载.docx
