 培训资料-焊工证代号的含义.doc
培训资料-焊工证代号的含义.doc
- 文档编号:7359138
- 上传时间:2023-05-11
- 格式:DOC
- 页数:8
- 大小:607.56KB
培训资料-焊工证代号的含义.doc
《培训资料-焊工证代号的含义.doc》由会员分享,可在线阅读,更多相关《培训资料-焊工证代号的含义.doc(8页珍藏版)》请在冰点文库上搜索。
焊工证代号的含义
接下来看下焊工批准的项目
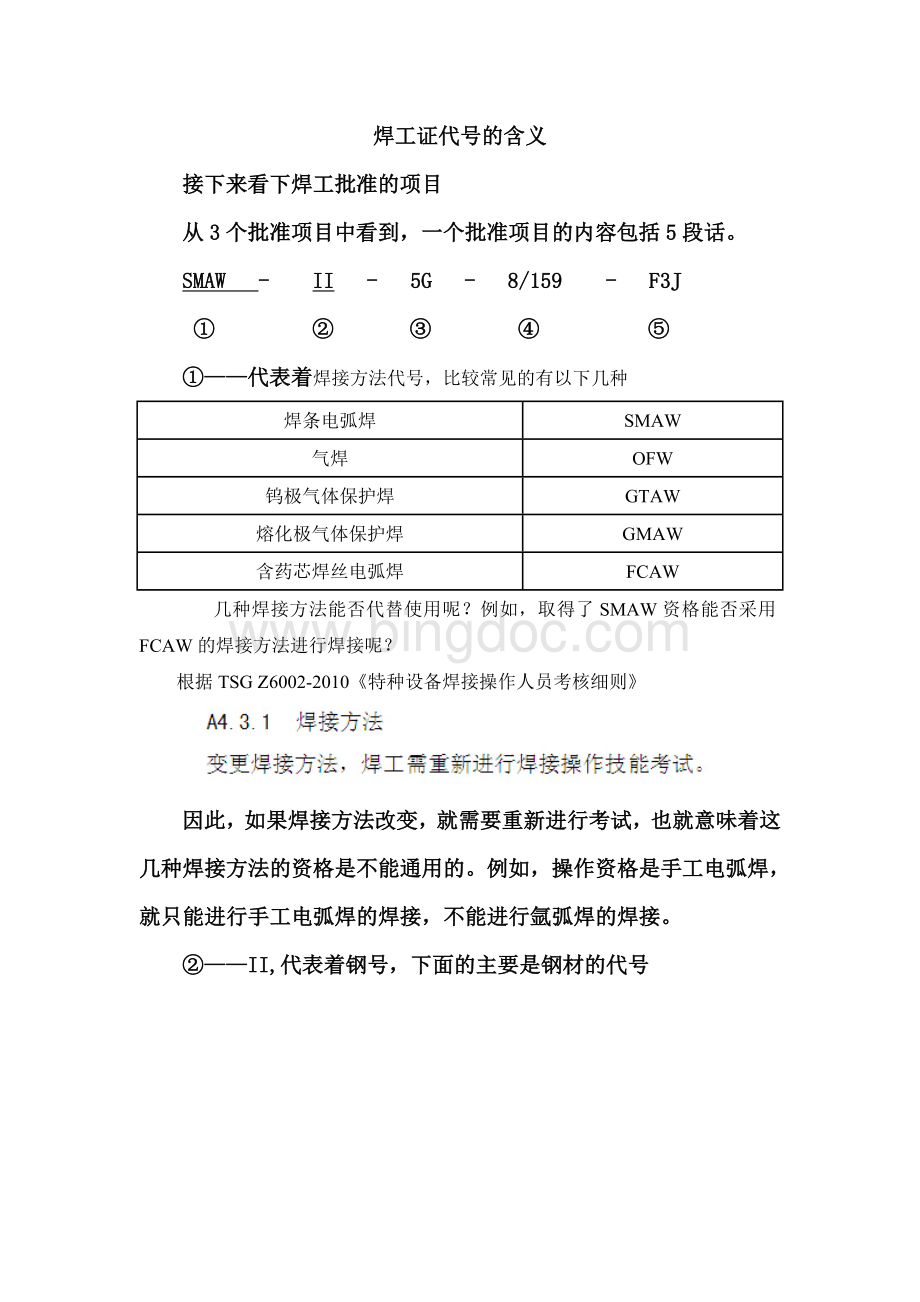
从3个批准项目中看到,一个批准项目的内容包括5段话。
SMAW-II-5G-8/159-F3J
①②③④⑤
①——代表着焊接方法代号,比较常见的有以下几种
焊条电弧焊
SMAW
气焊
OFW
钨极气体保护焊
GTAW
熔化极气体保护焊
GMAW
含药芯焊丝电弧焊
FCAW
几种焊接方法能否代替使用呢?
例如,取得了SMAW资格能否采用FCAW的焊接方法进行焊接呢?
根据TSGZ6002-2010《特种设备焊接操作人员考核细则》
因此,如果焊接方法改变,就需要重新进行考试,也就意味着这几种焊接方法的资格是不能通用的。
例如,操作资格是手工电弧焊,就只能进行手工电弧焊的焊接,不能进行氩弧焊的焊接。
②——II,代表着钢号,下面的主要是钢材的代号
钢号分类及代号表
种类
类别
代号
型号、牌号、级别
钢
低碳钢
FeⅠ
Q19510HP245L175S205
Q21515HP265L210
Q23520WCA
25
Q245R
20G
低合金钢
FeⅡ
HP295L245Q345R15MoG09MnD
HP325L29016Mn20MoG09MnNiD
HP345L320Q370R12CrMo09MnNiDR
HP365L36015MnV12CrMoG16MnD
Q295L41520MnMo15CrMo16MnDR
Q345L45010MoWVNb15CrMoR16MnDG
Q390L48513MnNiMoR15CrMoG15MnNiDR
L55520MnMoNb14Cr1Mo15MnNiNbDR
S24007MnCrMoVR14Cr1MoR20MnMoD
S29012MnNiVR12Cr1MoV
S31520MnG12Cr1MoVG07MnNiMoVDR
S36010MnDG12Cr2Mo08MnNiCrMoVD
S38512Cr2Mo110Ni3MoVD
S41512Cr2Mo1R06Ni3MoDG
S45012Cr2MoGZG230-450
S48012CrMoWVTiBZG20CrMo
12Cr3MoVSiTiBZG15Cr1Mo1V
ZG12Cr2Mo1G
Cr≥5%铬钼钢、铁素体钢、马氏体钢
FeⅢ
1Cr5Mo06Cr1312Cr1310Cr171Cr9Mo1
10Cr9MoVNb00Cr27Mo06Cr13AlZG16Cr5MoG
奥氏体钢、奥氏体与铁素体双相钢
FeⅣ
06Cr19Ni1006Cr17Ni12Mo206Cr23Ni13
06Cr19Ni11Ti06Cr17Ni12Mo2Ti06Cr25Ni20
022Cr19Ni1006Cr19Ni13Mo312Cr18Ni9
CF3022Cr17Ni12Mo2
CF8022Cr19Ni13Mo3
022Cr19Ni5Mo3Si2N
在批准的项目中,将是铁的代号省略铁代号(Fe)。
怎么来确定焊工考试的项目能用于其他的钢材焊接呢?
理解标准
假如焊工用II系列的钢管(如L245钢)进行焊工考试,取得焊接资格后,可以焊接L415的钢管(第一条,手工焊焊工焊接该类别该类别其他钢号,不用重新进行焊接操作技能考试)。
但如果该焊工需要焊接I系列的20G钢管,可以吗?
(3)除FeⅣ类外,手工焊焊工焊接较低类别钢号;意思就是,取得了该系列的焊接资格,可以焊接牌号小的钢管,因此,该资格证是可以焊接20G的钢管,但不能焊接III系列的不锈钢。
反过来,如果取得I系列的焊接资格,如用20号钢进行焊工资格考试,取得资格证后,是不能进行II系类的钢管焊接(如L245)。
在施工中,经常遇到材质不一致的管材焊接,就使用于第二条。
手工焊焊工焊接该类别钢号与类别号较低钢号所组成的异种钢号焊接接头;就如,L245的钢管焊接20号钢的弯头,如果取得II的焊接资格,焊接该焊缝是符合要求,否则是违规的。
对于第四条,焊接操作工可以焊接各类别的钢号,焊接操作工是指自动焊接操作人员。
在这个标准中,将手工焊定义为焊工用手进行操作和控制工艺参数而完成的焊接,填充金属可以由人工送给,也可以由焊机送给。
氩弧焊以及半自动焊都属于手工焊的范围。
③——5G,代表着试件形式、焊接位置
板材对接焊缝位置
(a)1G(b)2G(c)3G(d)4G
(平焊)(横焊)(立焊)(仰焊)
板材角焊接位置
(a)1F(b)2F(c)3F(d)4F
管材对接焊缝位置
(a)1G转动(b)2G(c)5G、5Gx(下向焊)
(水平转动)(垂直固定)(水平固定)
(d)6G450固定)
焊接位置通用吗?
SY/T4103-20066.2.2资格范围
如发生上述变化时,需要重新进行焊工考试,也就是,如果取得了2G的资格,不能进行5G的焊接,反之一样。
但如果取的资格是6G,则可以进行全位置的焊接。
如果在站场施工的时候,立管就会出现横焊缝(2G),就需要焊工有2G或6G的操作项目。
表A-6试件适用焊件焊缝和焊件位置
试件
适用焊件范围
对接焊缝位置
角焊缝位置
管板角接头
焊件位置
类别
代号
板材和外径大于
600mm的管材
外径小于或等于600mm的管材
板材对接焊缝试件
1G
平
平(注A-2)
平
—
2G
平、横
平、横(注A-2)
平、横
—
3G
平、立(注A-1)
平(注A-2)
平、横、立
—
4G
平、仰
平(注A-2)
平、横、仰
—
管材对接焊缝试件
1G
平
平
平
—
2G
平、横
平、横
平、横
—
5G
平、立、仰
平、立、仰
平、立、仰
—
5GX
平、立向下、仰
平、立向下、仰
平、立向下、仰
—
6G
平、横、立、仰
平、横、立、仰
平、横、立、仰
—
6GX
平、立向下、横、仰
平、立向下、横、仰
平、立向下、横、仰
—
④——8/159。
试件焊缝金属厚度、试件外径,代表D159×8的钢管。
取得操作资格后,允许焊接的管径、壁厚范围,
根据TSGZ6002-2010《特种设备焊接操作人员考核细则》A4.3.7焊缝金属厚度和A4.3.8管材外径规定
表A-7手工焊对接焊缝试件适用于对接焊缝焊件焊缝金属厚度范围mm
焊缝形式
试件母材厚度T
适用于焊件焊缝金属厚度
最小值
最大值
对接焊缝
<12
不限
2t
≥12
不限
不限
表A-8手工焊管材对接焊缝试件适用于对接焊缝焊件外径范围 mm
管材试件外径
D
适用于管材焊件外径范围
最小值
最大值
<25
D
不限
25≤D<76
25
不限
≥76
76
不限
≥300(注A-4)
76
不限
注A-4:
管材向下焊试件。
因此,焊工如果采用D159×8的管线进行考试,可以焊接最小管径76mm,最大管径无限制,最小壁厚无限制、最大壁厚16mm的管线
来看下SY/T4103-2006钢制管道焊接对壁厚和管径的规定
两种标准有一些细微的差别,选取标准看哪个标准最适合现场情况。
⑤——F3J,填充金属类别代号,
表A-3填充金属类别、示例及适用范围
填充金属
试件用
填充金属
类别代号
相应型号、牌号
适用于
焊件填充金属类别范围
相应标准
种类
类别
钢
碳钢焊条、低合金钢焊条、
马氏体钢焊条、
铁素体钢焊条
Fef1
(钛钙型)
EXX03
Fef1
JB/T4747.2
[GB/T5117
GB/T5118
GB/T983
(奥氏体、奥氏体与铁素体双相钢焊条除外)
Fef2
(纤维素型)
EXX10、EXX11
EXX10-X、EXX11-X
Fef1
Fef2
Fef3
(钛型、钛钙型)
EXXX(X)-16、EXXX(X)-17
Fef1
Fef3
Fef3J
(低氢型、碱性)
EXX15、EXX16
EXX18、EXX48
EXX15-X、EXX16-X
EXX18-X、EXX48-X
EXXX(X)-15、EXXX(X)-16
EXXX(X)-17
Fef1
Fef3
Fef3J
奥氏体钢焊条、奥氏体与铁素体双相钢焊条
Fef4
(钛型、钛钙型)
EXXX(X)-16、EXXX(X)-17
Fef4
JB/T4747.2
[GB/T983(奥氏体、奥氏体与铁素体双相钢焊条)]
Fef4J
(碱性)
EXXX(X)-15、EXXX(X)-16
EXXX(X)-17
Fef4
Fef4J
全部钢焊丝
FefS
全部实芯焊丝和药芯焊丝
FefS
JB/T4747.3
介绍完了焊工的资格代号,回头看下该操作项目的资格代号表示:
SMAW-II-5G-8/159-F3J
该焊工可以采用手动电弧焊进行焊接I、II系列的管线,管1G、5G,板1G、3G、4G,角焊缝1G、3G、4G的焊接。
可进行最小管径76mm、最大壁厚16mm的管线、钢板焊接,可采用低氢型、碱性、钛型、钛钙型焊条进行焊接。
从SY/T4103标准上理解,该焊工可以采用手动电弧焊进行焊接I、II系列的管线,管1G、5G,板1G、3G、4G,角焊缝1G、3G、4G的焊接。
可进行管径60.3-323.9mm、壁厚4.8-19.1mm的管线、钢板焊接,可采用低氢型、碱性、钛型、钛钙型焊条进行焊接。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 培训资料 焊工 代号 含义
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 二年级下册数学专项练习-应用题1.docx
二年级下册数学专项练习-应用题1.docx
-
2015年小学六年级英语语法及习题.doc
-
福师2018.8《小学教育管理考核题》答案.doc
-
《西游记》课外阅读汇报课教案.doc
-
初中美术《藏书票》说课稿.doc
-
《乡愁》教学设计与反思.doc
-
17年语文龙岩质检卷(含答案).doc
-
A4作文稿纸模板.doc
-
IBMX5服务器设置流程Word文件下载.docx
-
IE部岗位职责文档格式.doc
-
IPV4向IPV6平滑过渡毕业论文Word下载.doc
-
IP数据包的捕获与分析设计报告Word文档格式.docx
-
IT服务外包及报价文档格式.doc
-
IT项目管理的六种错误思维Word下载.doc
-
IT行业服务话术及处理技巧Word文件下载.docx
-
Java仓库管理系统报告文档格式.doc
-
Java开发中的种设计模式Word格式.doc
-
浙江传媒学院笔试真题.doc
-
欧洲及北美动画史.doc
-
粮食仓储管理制度.doc
-
(完整版)《那个星期天》习题和答案.docx
-
(完整版)机房巡检表.doc
-
小升初数学全真模拟试卷1.doc
-
2022最新教科版五年级下册科学全册教案Word文档下载推荐.docx
-
机械加工件检验标准Word文档格式.docx
-
小升初数学衔接教材北师版学生版.doc
-
初中美术_文明之光——瓷器教学设计学情分析教材分析课后反思Word格式文档下载.docx
-
围堰施工专项施工安全方案文档格式.doc
 中考语文综合探究专题复习用.ppt
中考语文综合探究专题复习用.ppt
-
种植养护实施方案.docx
-
小学数学研究性学习设计方案_四年级数学_数学_小学教育_教育专区.doc
-
综合实践活动《鸟巢创意搭建》教学设计.docx
-
《工厂心理管理》读后感.docx
-
《工作分析》题册.doc
-
《管理会计》练习题解答.doc
-
《管理心理学》讲义.doc
-
《广告理论与实务》课程标准.doc
-
旋流沉淀池专项施工方案.docx
-
《国际商务管理》课程习题库.doc
-
Linux常用命令5网络通信.docx
-
《国有资产管理》与评估综合习题.doc
-
学年河南省南阳市高一上学期期中考试地理试题word版.docx
 初三寒假各班级班级课程表(适合打印).xls
初三寒假各班级班级课程表(适合打印).xls
-
课程评价表.xls
-
00090国际贸易实务一.docx
-
126《市政基础设建筑施工程见证试验管理办法》1.docx
-
315晚会打假纯文字版讲解.docx
-
21161下付巷作业规程.docx
-
A6版实测实量疑问.docx
-
新修订的广西壮族自治区人口和计划生育条例全文.docx
-
c++高校工资管理系统.docx
