 减速机检修工艺规程Word格式文档下载.docx
减速机检修工艺规程Word格式文档下载.docx
- 文档编号:7121306
- 上传时间:2023-05-07
- 格式:DOCX
- 页数:10
- 大小:19.89KB
减速机检修工艺规程Word格式文档下载.docx
《减速机检修工艺规程Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《减速机检修工艺规程Word格式文档下载.docx(10页珍藏版)》请在冰点文库上搜索。
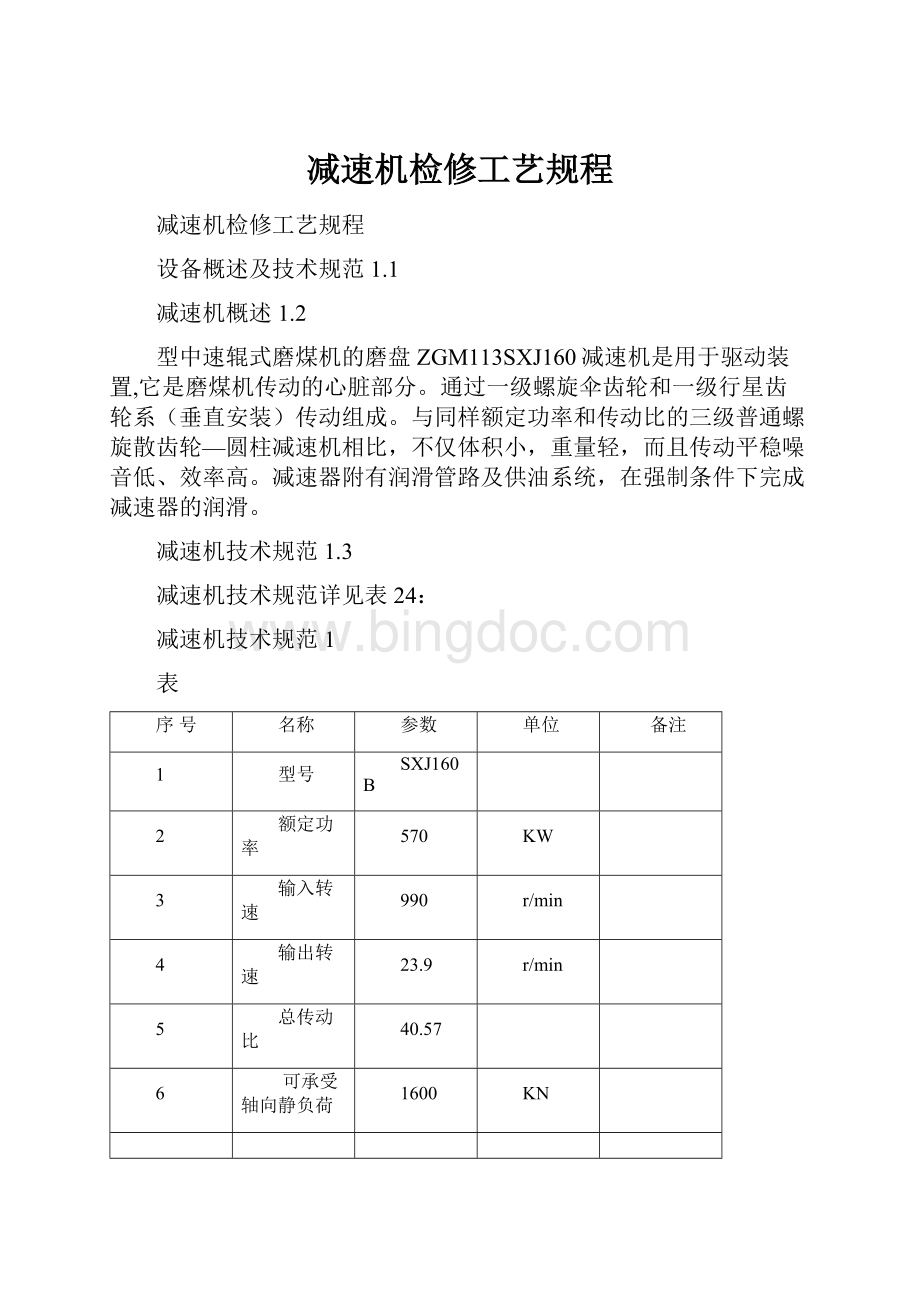
40.57
6
可承受轴向静负荷
1600
KN
7
齿轮箱总重约
26900
Kg
不加油
8
容油量
960
L
不含油站用油
9
润滑油型号
N320硫磷型重负荷工业齿轮油
DIN51519(德标)
10
外形尺寸
×
27702360×
1865
mm
11
输入油压正常值
≥0.13
MPa
12
输入油压报警值
0.105
13
输入油压停机值
0.10
14
润滑油最低工作油温
≥28
℃
15
润滑油最高工作油温
45≤
℃
16
推力瓦油池油温报警值
60
17
推力瓦油池油温停机值
70
18
减速机启动推力瓦油池油温
≤50
℃≤
19
稀油站型号
XYZ250/0.63
20
双速电机型号.
YD160M-8/4V1
21
双速电机转速
720/1450
r/min
22
双速电机功率
5.0/7.5
23
双速电机电压
380
V
24
立式三螺杆泵
SNS280R43U12.1W21
25
立式三螺杆泵公称流量
243
L/min
26
立式三螺杆泵额定工作压力
0.63
27
℃下的轴在油温45功率
4.38
28
双室过滤器型号
SWQ-80B
29
双室过滤器压力
1.0
30
双室过滤器允许压差
0.2
31
过滤精度
0.025
32
油冷却器型号
GLL-13L
33
冷却面积
2m
34
入口水温
38≤
35
入口油温
50≤
36
水流量
360
减速机的检修步骤、工艺方法及质量标准1.4
准备工具1.4.1.1
4个千斤顶。
a)手板葫芦。
b)钩链。
c)Φ20-Φ40×
600光滑圆钢若干条。
d)将减速机各位置做好记号,以便回装。
拆除减速机外1.4.1.2
部附属管路及测点。
关闭润滑油泵出口阀,拆掉输出侧的油嘴处堵板。
打开减速机后部人孔,从而可以打开推力轴承的放油1.4.1.3
阀,油流入油箱。
必须使油箱存有一定剩油约20mm。
高时要及时停下油泵,防止空气漏入油系统。
从油泵出口侧面堵板上接一挠性承压软管,启动润滑1.4.1.4
油泵,将油箱中油打入盛油容器内。
打开减速机底部的放油阀,放掉减速机内剩油。
1.4.1.5
取下减速机和油泵之间的吸入侧管段,以及油冷却器1.4.1.6
与油分配器的承压管段,包括测量管件所有与齿轮箱连接的电缆等。
拆下减速机与电机的联轴节保护罩,并拆下连接螺栓。
1.4.1.7
从磨前方拖出减速机时需移开电动机,拆卸电动机连1.4.1.8
接螺栓,吊去电动机。
电机拆除时应标好标记。
清理电动机台板。
把减速机顶起适当高度,下面垫圆钢,之后用手板葫
芦生根在厂房的适当位置,把减速机拖出。
拉减速机应直拉无偏斜。
从磨后方拖出减速机需拆除电动机对面的加载油钢和拉杆台板,但不需移开电动机。
在减速机拖出位置铺设大块钢板以保持地面平整。
拖出减速机后在传动盘下面垫物体稳固传动盘,以保证注:
安全。
拖减速机时应只放松齿轮箱台板上的拖出侧和侧面两边的定位螺栓,保留与拖出减速机反方向的定位螺栓,以便于按原位置回装。
减速机应最好从磨的后面拖出,这样可以不动电机。
将减速器运到检修场,从放油阀处放尽内存的齿轮油1.4.1.9
准备好工器具,材料,量具,备件和记录用本等。
把减速机及其周围环境清理干净,并在减速面上部搭起棚布,以防粉尘落下。
解体减速机的推力盘,放入指定位置,清洗并检查。
1.4.1.10
解除推力瓦和轴承座,放入指定位置,检查推力瓦、1.4.1.11
座无严重磨损。
视情节进行修复或更换。
吊出并解体行星齿轮系、内齿圈,放入指定位置,清1.4.1.12
洗并检查。
各齿轮面齿磨损均匀。
当齿面出现裂纹、断裂、麻点或磨损量超过设计齿厚的1/3时,应进行更换。
拆除输入传动轴Ⅰ轴、轴承组及其相应管路,放至指1.4.1.13
定位置,加热对轮,用专用工具拔出对轮。
整体清洗检查。
.
拆除伞齿轮和双列圆锥滚子轴承、圆柱滚子轴承,清1.4.1.14
洗进行检查。
当轴承滚套、滚子出现严重麻点、锈蚀、裂纹等缺陷时,应进行更换。
对传动轴进行清洗检查。
各转动轴出现弯曲变形时应1.4.1.15
进行校直或更换,存在裂纹时必须更换。
解体传动伞齿轮系,检查伞齿轮和Ⅱ轴。
各转动轴出1.4.1.16
现弯曲变形时应进行校直或更换,存在裂纹时必须更换。
解体后的各另部件进行清洗检查、测量。
记录各种数1.4.1.17
据。
全面检查清理各部毛刺,并测量其配合尺寸。
1.4.1.18
加热调心滚子轴承,并且将其装在伞齿头上。
将加热1.4.1.19
的收缩环装在伞齿头上。
将带调心滚子轴承和收缩环的伞齿头轴垂直放置并1.4.1.20
支撑住,从内部加热圆锥滚子轴承和轴。
承套筒,推动调心滚子轴承外环进入轴承套内。
将双列圆锥滚子轴承推入轴承套筒,同时装在伞齿头1.4.1.21
轴上。
紧固开槽螺母将双列圆锥滚子轴承和溅油环紧靠在1.4.1.22
轴肩上,并用安全夹保护。
装配上间隔环,将喷油器拧入轴承套筒的油孔中。
1.4.1.23
检查轴向间隙和输入轴的径向跳动。
1.4.1.24
将伞齿轮轴推入加热的伞齿轮轮毂上,用螺栓和销子1.4.1.25
将伞齿轮装配到伞齿轮轴的伞齿轮轮毂上。
热圆柱滚子轴承,并将其装在伞齿轮轴上。
安装安全1.4.1.26
环。
圆柱滚子轴承径向装配间隙0.05-0.14mm。
加热轴承套,装配整个带间隔环的双列圆锥滚子轴承1.4.1.27
到轴承套中,用轴承固定环锁住它,安装调节环。
旋转带已预装伞齿轮的伞齿轮轴180°
,安装轴承套1.4.1.28
和调节环到轴承支架上,把支撑螺栓放到轴承支架上,并紧固它。
从内部加热圆锥滚子轴承,推带轴承套的轴承支架和1.4.1.29
整个轴承到伞齿轮轴上。
装上溅油环,将连接环加热到大约50℃,把它推到1.4.1.30
伞齿轮轴端的齿上,通过连接环和伞齿轮轴将中间段用螺栓把接住。
将已安装锁环的齿形连轴节插入到连接环上。
1.4.1.31
将双向油位环和齿形连轴节把接到一起,将推力块压1.4.1.32
入中间段。
环和伞齿轮轴将中间段用螺栓把接住。
1.4.1.33
将双向油位环和齿形连轴节把接到一起,将推力块压1.4.1.34
。
(垂直方向)1800旋转行星架1.4.1.35
用锁紧换将调心滚子轴承安装到相应的已预先加热1.4.1.36
的行星轮上(三个行星轮)。
从外部将三个行星轮推入行星架(与孔同轴)。
1.4.1.37
加热整个行星架表面,放上间隔环,将行星轴推入。
1.4.1.38
用紧定螺栓将行星轴和行星架固定。
旋转行星架1800,将连接轴和存油环把接到行星架1.4.1.39
上,把螺纹销轴拧入行星架。
将太阳轮装入行星架,用临时保持螺栓调整它。
1.4.1.40
预先组装行星轮系到推力瓦轴承支架上,并用螺栓紧1.4.1.41
固。
将传套插入到加热的推力盘上,用传动销和螺栓紧1.4.1.42
固,紧固密封环。
将传动顶盖放入传动套中,并紧固。
用丝堵塞住传动1.4.1.43
套上的油孔。
安装水平齿轮轴的圆柱滚子轴承NU230E.M.C3外环1.4.1.44
到箱体的轴承套中。
圆柱滚子轴承NU230E.M.C3径向装配间隙0.05-0.14mm双列圆锥滚子轴承32.36X/DF径向装配间隙为0.03-0.09mm轴向装配间隙为0.12-0.33mm。
清洗检查齿圈和各部件是否有毛刺,裂纹,作处理。
如1.4.1.45
必要更换新的部件,对新件仍应清理并测量检查。
加热箱体后,放入内齿圈,将合适的键推入箱体和内1.4.1.46
齿圈之间。
调整键,使它合适没有空隙。
1.4.1.47
装入带轴承支架的伞齿轮轴(Ⅱ轴)。
把预先组装好1.4.1.48
的伞齿轮放到圆柱滚子轴承外环中,在这些部件上连接相应的内部管路。
安装伞齿头轴(Ⅰ轴)和轴承组。
调心滚子轴承1.4.1.49
24136M.C3径向装配间隙为0.12-0.22mm,双列圆锥滚子轴承31330X/DF径向装配间隙为0.05-0.11mm,轴向装配间隙为0.08-0.22mm。
向上旋转偏心机构(注意标记),将整个轴承组插入1.4.1.50
箱体。
朝零位旋转偏心机构90°
,轻微转动,调整齿的啮1.4.1.51
合间隙。
安装调整环,做啮合区域检查。
齿轮啮合区必须大于1.4.1.52
齿长的50%。
二啮合齿间间隙不超过0.15-0.2mm。
连接相应内部管路,包括外部回油管路。
1.4.1.53
安装行星轮系。
1.4.1.54
将整个行星架引入内齿圈的轮缘中,正确调整齿的啮1.4.1.55
合,用薄钢板支撑。
检查太阳轮和行星架的间隙。
调心滚子轴承1.4.1.56
23138M.C3的径向装配间隙为0.08-0.22mm。
支撑螺栓和行星架的间隙为7mm。
连接相应的内部管路。
1.4.1.57
将预先组装好的带径向滑动轴承的推力瓦轴承支架1.4.1.58
放入箱体并紧固后,安装相应管道。
安装推力瓦。
1.4.1.59
用圆柱销固定圆瓦后,将保持环放在推力瓦轴承支架1.4.1.60
上紧固。
安装带固定装置的高压软管。
1.4.1.61
安装,用涂料接触法调整推力盘。
1.4.1.62
将推力盘放在联结轴和推力瓦轴承上,用涂料接触法1.4.1.63
检查推力盘(通过Ⅰ轴的旋转缓慢转动推力盘),如果有必要,除去材料。
检查接触区。
每一推力瓦的高度差不超过±
0.025mm。
如有必要,必须用手重新研磨或修正支撑面(可倾斜注:
面)。
拆除推力盘,清洁并润滑滑动表面,并对瓦和轴承座1.4.1.64
润滑。
降下行星系,检查支撑螺栓和行星系之间的间隙。
1.4.1.65
安装并紧固带安全夹的六角螺母和垫片。
1.4.1.66
联轴器中心检查如果r≠200mm,径向跳动偏差按测1.4.1.67
量半径r的比例改变。
联轴器径向跳动≤0.1mm,轴向跳动≤01.mm。
检查管路及附件、密封面严密无渗漏。
1.4.1.68
连接各相关管路。
1.4.1.69
减速机外观油漆粉刷。
1.4.1.70
清扫现场、试运减速机运转时无异常声音,振动值不1.4.1.71
大于0.02mm。
油站冷却水、润滑油的压力流量正常,相应管路无渗漏现象。
设备油漆全面,现场整洁,合格后结束工作票。
1.4.1.72
减速机图纸及进口件清单详见附录一注:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 减速 检修 工艺 规程
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《篮球行进间单手低手投篮》教学设计.docx
《篮球行进间单手低手投篮》教学设计.docx
-
《饲料添加剂管理条例》知识竞赛试题及答案要点.docx
-
4 物理届高三上学期第一次月考物理试题.docx
-
08第二学期研究生英语.docx
-
31氧气的性质与用途个案教学设计.docx
-
0225变电安规二次题库474道.docx
-
1992年大学英语四级.docx
-
Arts 专项练习.docx
-
《两只鸟蛋》说课稿.docx
-
《孙权劝学》选择阅读带答案.docx
-
《在操场上》教学反思.docx
-
4VMware FT容错原理与配置详解.docx
-
8套专升本艺术概论试题.docx
-
17秋学期《食品安全与日常饮食尔雅》在线作业2.docx
-
3500词汇40篇文章.docx
-
AST中央企业班组长岗位管理能力资格认证三期模拟10300009.docx
-
GMC大赛手册中文版.docx
-
JAVELIN智能球机.docx
-
P1口语重点题型素材更新版.docx
-
QMS质量管理体系审核员真题精选.docx
-
U2t2学教设计.docx
-
XX公路施工组织设计建议书.docx
-
XX省XX县治安拘留所工程建设项目可行性研究报告.docx
-
yy政治知识汇总架构.docx
-
安全生产违法行为行政处罚汇编.docx
-
百度网站的商业运营模式和盈利模式分析.docx
-
保险经营管理重点.docx
-
北极星群和山东群倾情奉献高考题解析5重庆卷.docx
-
《内科学》教学大纲.docx
-
《小学生数学报》全册苏教版六年级下.docx
-
5湖北省三类人员电工试题.docx
-
10食品经营过程与控制制度.docx
-
最新最全excel表格常用函数及用法.docx
-
下半年蓝山县农业系统事业单位考试《农业技术推广》试题汇编.docx
-
3景泰县草窝滩镇陈梁小学第二届趣味运动会秩序册附件2.docx
-
遵义市中考数学学科质量分析报告.docx
-
下半年武侯区事业单位财务会计岗位考试《财会基础知识》试题及解析.docx
-
8万嵩特大桥施组.docx
-
作物栽培学.docx
-
许昌市长葛市事业单位卫生系统招聘考试《医学基础知识》真题及答案解析.docx
-
26个英文字母印刷体和书写体字母卡片A4纸大小.docx
-
《高等学校教师职业道德概论》复习要点0801052442.docx
-
销售实习工作总结多篇范文.docx
-
《简明教育学》各章测试期末.docx
-
49高中化学有机物知识点总结.docx
-
《争做画画小能手》教学设计.docx
-
1516学年上学期高一期中考试历史试题附解析.docx
-
小初高学习学年高中化学第一章原子结构与性质第二节原子结构与元素的性质第1课时课时作业.docx
-
A3实验报告.docx
-
浙江省温州市永嘉县(中小学、幼儿园)教师招聘真题试卷及答案.docx
-
A证安全员及A证安全员模拟考试题试题.docx
