 工艺过程卡及工序卡Word下载.docx
工艺过程卡及工序卡Word下载.docx
- 文档编号:7059100
- 上传时间:2023-05-07
- 格式:DOCX
- 页数:24
- 大小:178.54KB
工艺过程卡及工序卡Word下载.docx
《工艺过程卡及工序卡Word下载.docx》由会员分享,可在线阅读,更多相关《工艺过程卡及工序卡Word下载.docx(24页珍藏版)》请在冰点文库上搜索。
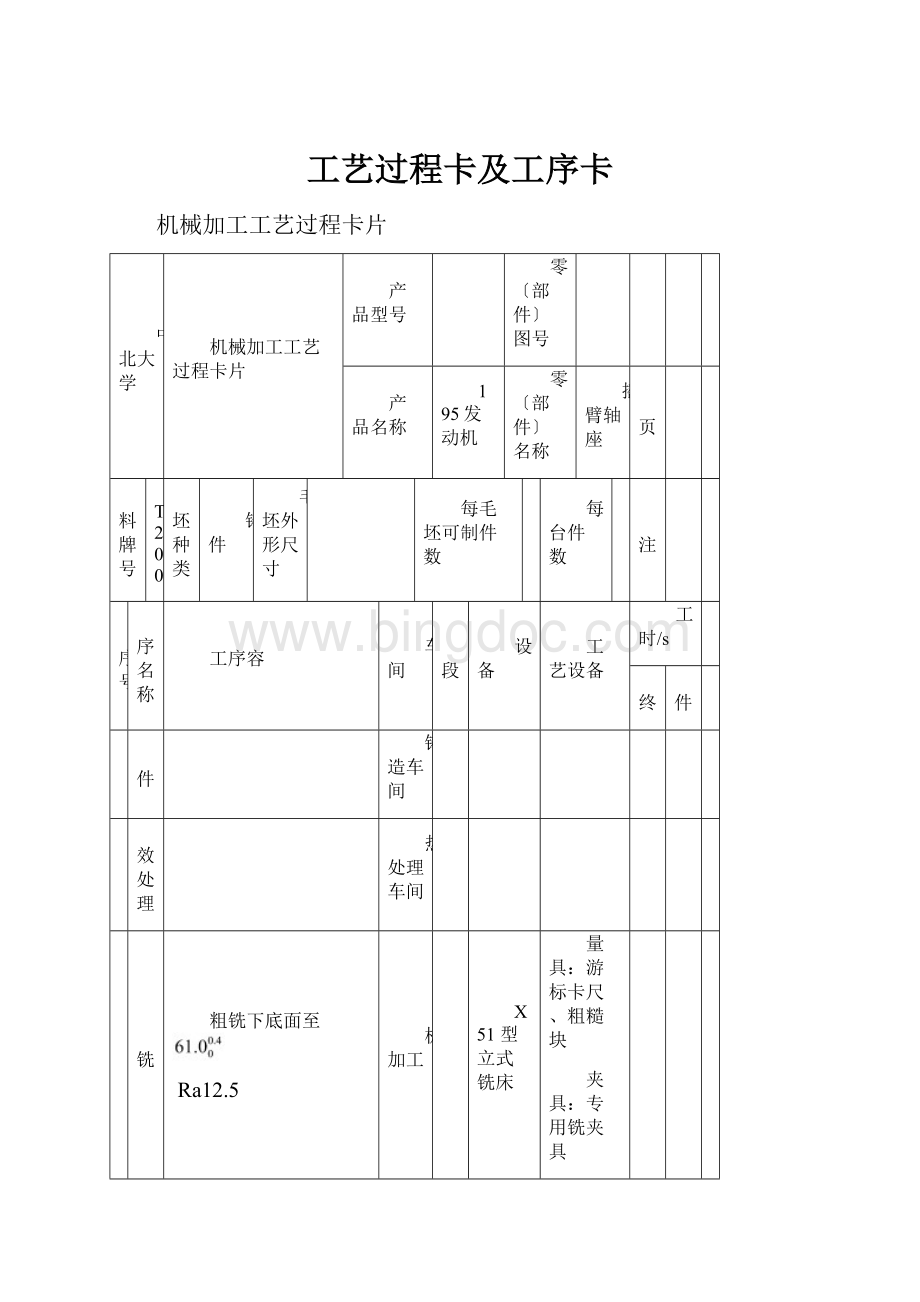
备注
工序号
工序名称
工序容
车间
工段
设备
工艺设备
工时/s
准终
单件
铸造车间
2
时效处理
热处理车间
3
粗铣
粗铣下底面至
Ra12.5
机加工
X51型立式铣床
量具:
游标卡尺、粗糙块
夹具:
专用铣夹具
刀具:
高速钢三面刃铣刀
4
粗铣半精铣
粗铣、半精铣上底面至59
Ra6.3
同上
5
半精铣
半精铣下底面至58
高速钢错齿三面刃铣刀
其余同上
6
粗铣后端面至
圆柱铣刀
7
粗铣、半精铣前端面至
Ra3.2
镶齿套式面铣刀
8
半精铣后端面至31
9
粗镗
粗镗至Ф
Ra12.5
CM6125卧式车床
YG8硬质合金镗刀
专用夹具
游标卡尺塞规
10
钻孔
钻
孔Ra12.5
Z525立式钻床
莫式锥度麻花钻
11
半精镗精镗
半精镗至
精镗至
Ra3.2,倒角
YG3高速钢镗刀
12
铣槽
铣槽口Ra12.5
X51立式铣床
锯片铣刀
游标卡尺
终检
设计〔日期〕
审核〔日期〕
标准化〔日期〕
会签〔日期〕
标记
处数
更改文件号
签字
日期
机械加工工序卡片
共10页
第1页
工序名
设备名称
设备型号
设备编号
同时加工
立式铣床
X51
夹具编号
夹具名称
切削液
专用铣床夹具
工位器具编号
工位器具名称
工序工时/s
工步号
工步容
主轴转速/r﹒s-1
切削速度
/m﹒s-1
进给量
/mm﹒r-1
走刀长度
/mm
进给次数
工步工时/s
机动
辅助
粗铣下底面
65
20.42
3.36
1.5
16.2
第2页
粗铣上底面
1.0
7.2
半精铣上底面
80
25.13
2.0
16
第3页
铸造
52x50x58
半精铣下底面
0.7
36
第4页
粗铣后端面
12.86
4.64
第5页
粗铣前端面
16.37
0.5
76.5
半精铣前端面
19.2
第6页
半精铣后端面
第7页
卧式车床
CM6125
专用车床夹具
2086
104.8
0.15
14
第8页
52x50x8
立式钻床
Z525
专用钻床夹具
394
13
0.6
34
第9页
半精镗
3000
150
0.04
0.1
19
2
精镗
YG3X硬质合金镗刀
0.02
0.05
38
第10页
主轴转速/r﹒min
/m﹒min
铣槽口
375
132.6
手动
45


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工艺 过程 工序
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《篮球行进间单手低手投篮》教学设计.docx
《篮球行进间单手低手投篮》教学设计.docx
-
《饲料添加剂管理条例》知识竞赛试题及答案要点.docx
-
4 物理届高三上学期第一次月考物理试题.docx
-
08第二学期研究生英语.docx
-
31氧气的性质与用途个案教学设计.docx
-
0225变电安规二次题库474道.docx
-
1992年大学英语四级.docx
-
Arts 专项练习.docx
-
《两只鸟蛋》说课稿.docx
-
《孙权劝学》选择阅读带答案.docx
-
《在操场上》教学反思.docx
-
4VMware FT容错原理与配置详解.docx
-
8套专升本艺术概论试题.docx
-
17秋学期《食品安全与日常饮食尔雅》在线作业2.docx
-
3500词汇40篇文章.docx
-
AST中央企业班组长岗位管理能力资格认证三期模拟10300009.docx
-
GMC大赛手册中文版.docx
-
JAVELIN智能球机.docx
-
P1口语重点题型素材更新版.docx
-
QMS质量管理体系审核员真题精选.docx
-
U2t2学教设计.docx
-
XX公路施工组织设计建议书.docx
-
XX省XX县治安拘留所工程建设项目可行性研究报告.docx
-
yy政治知识汇总架构.docx
-
安全生产违法行为行政处罚汇编.docx
-
百度网站的商业运营模式和盈利模式分析.docx
-
保险经营管理重点.docx
-
北极星群和山东群倾情奉献高考题解析5重庆卷.docx
-
《内科学》教学大纲.docx
-
《小学生数学报》全册苏教版六年级下.docx
-
5湖北省三类人员电工试题.docx
-
10食品经营过程与控制制度.docx
-
业务员顶岗实习周记范文.docx
-
一件小事情感美文.docx
-
一年级数学下册教学计划3篇.docx
-
一年级语文教学工作总结.docx
-
医疗废物管理工作总结范文.docx
-
EAL评估.docx
-
医院儿科护士工作总结.docx
-
医院护士年度个人工作总结范文(通用12篇).docx
-
宜昌抗战英雄事迹.docx
-
疫情防控问题整改书面报告.docx
-
音乐老师个人总结.docx
-
银行大堂经理实习心得范文五篇.docx
-
银行合规操作心得体会范文.docx
-
银行消防演练总结 银行消防灭火演练总结.docx
-
银行员工违规检讨书范文5篇 银行违规检讨书范文.docx
-
英文感谢信范文.docx
-
英语教师年终述职报告范文.docx
-
英语培训总结的范文.docx
-
迎新年庆元旦寄语寄语大全.docx
