 快走丝异形体线切割加工实例一文档格式.docx
快走丝异形体线切割加工实例一文档格式.docx
- 文档编号:6286939
- 上传时间:2023-05-06
- 格式:DOCX
- 页数:12
- 大小:280.21KB
快走丝异形体线切割加工实例一文档格式.docx
《快走丝异形体线切割加工实例一文档格式.docx》由会员分享,可在线阅读,更多相关《快走丝异形体线切割加工实例一文档格式.docx(12页珍藏版)》请在冰点文库上搜索。
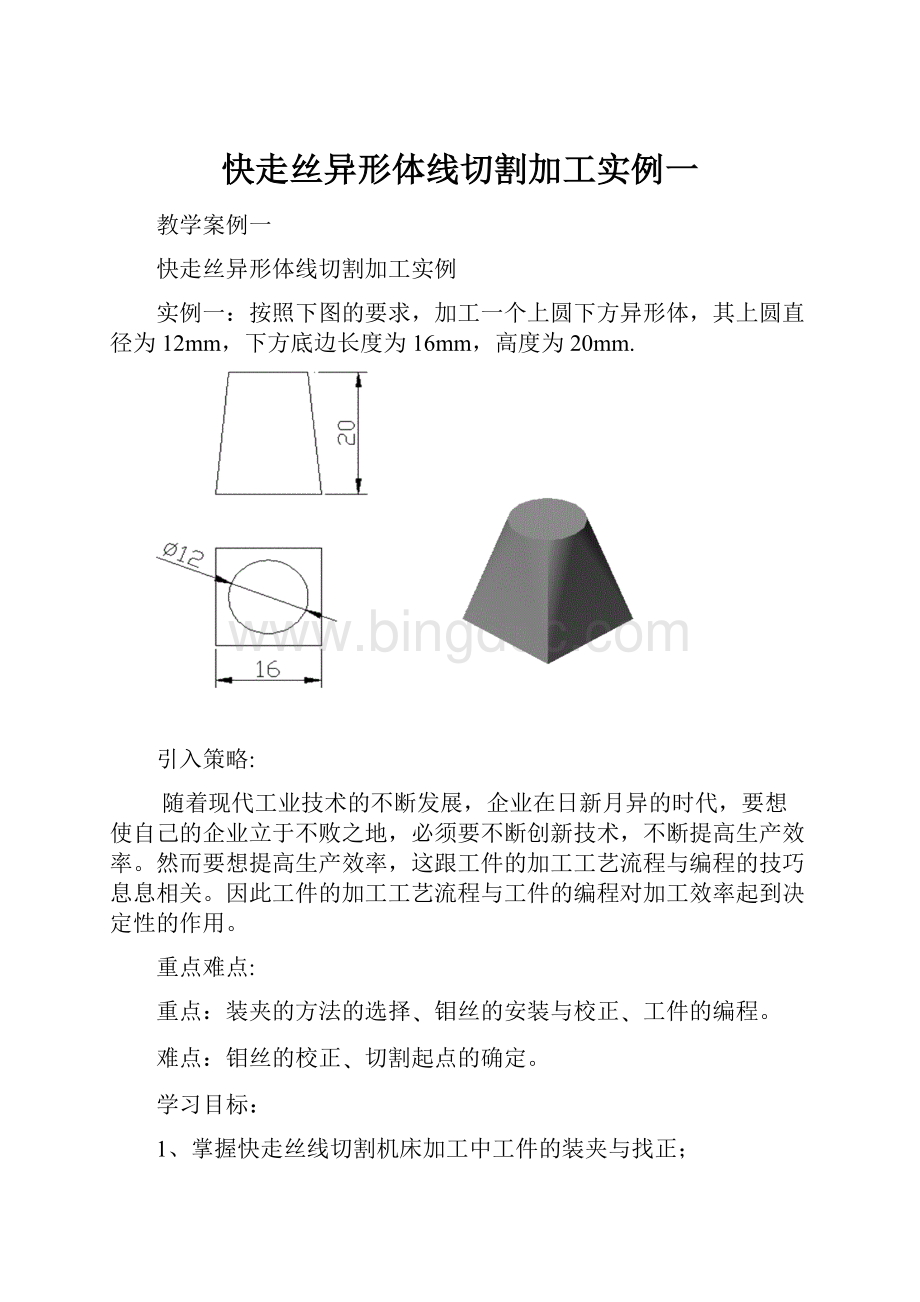
学习目标:
1、掌握快走丝线切割机床加工中工件的装夹与找正;
2、掌握快走丝线切割机床钼丝的安装与校正的方法;
3﹑掌握快走丝异形割的手工编程方法及调整参数;
4、掌握快走丝异形割的加工工艺流程及加工安全操作规程;
内容讲解过程:
根据零件图的要求,数控快走丝线切割加工的基本工艺流程:
一﹑工件装夹
1.选择工艺基准
为了便于线切割加工,应准备相应的定位基准以保证将工件正确﹑可靠地装夹在机床或夹具上。
通常,选择工件上面积较大的外表面作为主要定位基准,并且所选基准应尽量与图样设计基准一致。
在线切割前,还应选好电极丝的校正基准,用来将电极丝调整到相对于工件正确的坐标位置。
2.装夹注意
安装工件时,必须保证工件的切割部位位于工作台的工作行程范围内,并有利于校正工件位置。
工作台移动时,工件不得与丝架相碰。
3.制定工件的装夹方案
下表中列出了线切割机床上安装工件的一些典型方法。
工件装夹方案
二.工件位置找正
工件安装后,还必须进行校正,方能使工件的定位基准面分别与坐标工作台面及X、Y进给方向保持平行,从而保证切割出的表面与基准面之间的相对位置精度。
常用拉表法在三个坐标方向上进行,见下图。
拉表法
1﹑利用磁力表座,将百分表或千分表固定在机床的丝架上或其它固定部位,使测量头与工件基面接触;
2、往复移动工作台,按表中指示的数值相应调整工件位置,直至指针的偏转值在定位精度所允许的范围之内;
3、注意多操作几遍,力求位置准确,将误差控制到最小。
三.电极丝安装,调丝,穿丝
1、电极丝的选择
电极丝是线切割加工过程中必不可少的重要工具,合理选择电极丝的材料、直径及其均匀性是能否保证加工稳定进行的重要环节。
电极丝材料应具有良好的导电性、较大的抗拉强度和良好的耐电腐蚀性能,且电极丝的质量应该均匀,直线性好,无弯折和打结现象,便于穿丝。
快走丝线切割机床上用的电极丝主要是钼丝和钨钼合金丝,尤以钼丝的抗拉强度较高,韧性好,不易断丝,因而应用广泛;
钨钼合金丝的加工效果比钼丝好,但抗拉强度较差,价格较贵,仅在特殊情况下使用。
电极丝材料不同,其直径范围也不同,一般钼丝为Φ0.06~0.25mm,钨钼合金丝为Φ0.03~0.35mm。
电极丝直径小,有利于加工出窄缝和内尖角的工件,但线径太细,能够加工的工件厚度也将受限。
因此,电极丝直径的大小应根据切缝宽窄、工件厚度及凹角尺寸大小等要求进行确定,快走丝线切割加工中一般使用Φ0.12~0.20mm。
2、电极丝的安装
安装电极丝一般分为两步:
先绕丝,再穿丝。
①、绕丝
参见下图所示,通过操纵储丝筒操作面板来进行控制。
绕丝图所示
具体步骤如下:
(1)将购回的丝盘上的电极丝绕在储丝筒上;
(2)使储丝筒移动到其行程的一端,把电极丝通过导丝轮引向储丝筒端部的螺钉处并压紧;
(3)打开张丝电机启停开关,旋动张丝电压调节旋钮,调整电压表读数至电极丝张紧且张力合适;
(4)旋转储丝筒,使电极丝以一定的张力逐渐均匀地盘绕在储丝筒上;
(5)待储丝筒移至其行程的另一端时,关掉张丝电机启停开关,从丝盘处剪断电极丝并固定好丝头。
②、穿丝
穿丝路线如下图所示。
穿丝路线示意图
(1)将固定在摆杆上的重锤从定滑轮上取下,推动摆杆沿滑枕水平右移,插入定位销暂时固定摆杆的位置,装在摆杆两端的上、下张紧轮位置随之固定;
(2)牵引电极丝剪断端依次穿过各个过渡轮、张紧轮、主导轮、导电块等处,用储丝筒的螺钉压紧并剪掉多余丝头;
(3)取下定位销,挂回重锤,受其重力作用,摆杆带动上、下张紧轮左移,电极丝便以一定的张力自动张紧;
(4)使储丝筒移向中间位置,利用左、右行程撞块调整好其移动行程,至两端仍各余有数圈电极丝为止;
(5)使用储丝筒操作面板上的运丝开关,机动操作储丝筒自动地进行正反向运动,并往返运动二次,使张力均匀。
(6)安装电极丝完毕。
四、电极丝垂直校正
在具有U、V轴的线切割机床上,电极丝运行一段时间、重新穿丝后或加工新工件之前,需要重新调整电极丝对坐标工作台表面的垂直度。
校正时使用—个各平面相互平行或垂直的长方体,称为校正器,如下图所示。
垂直校正方法
1、擦净工作台面和校正器各表面,选择校正器上的两个垂直于底面的相邻侧面作为基准面,选定位置将两侧面沿X、Y坐标轴方向平行放好;
2、选择机床的微弱放电功能,使电极丝与校正器间被加上脉冲电压,运行电极丝;
3、移动X轴使电极丝接近校正器的一个侧面,至有轻微放电火花;
4、目测电极丝和校正器侧面可接触长度上放电火花的均匀程度,如出现上端或下端中只有一端有火花,说明该端离校正器侧面距离近,而另一端离校正器侧面远,电极丝不平行于该侧面,需要校正;
5、通过移动U轴,直到上下火花均匀一致,电极丝相对X坐标垂直;
6、用同样方法调整电极丝相对Y坐标的垂直度。
五﹑电极丝初始坐标位置调整(对刀)
一、目视法
对加工要求较低的工件,可直接利用工件上的有关基准线或基准面,沿某一轴向移动工作台,借助于目测或2~8倍的放大镜,当确认电极丝与工件基准面接触或使电极丝中心与基准线重合后,记下电极丝中心的坐标值,再以此为依据推算出电极丝中心与加工起点之间的相对距离,将电极丝移动到加工起点上,如下图所示。
其中图(a)为观测电极丝与工件基准面接触时的情况;
图(b)为观测电极丝中心与穿丝孔处划出的十字基准线在纵、横两个方向上分别重合时的情况。
注意操作前应将工件基准面清理干净,不能有氧化皮、油污和工作液等。
目视法
二、火花法
利用电极丝与工件在一定间隙下发生火花放电来确定电极丝的坐标位置,操作方法与对电极丝进行垂直度校正基本相同。
调整时,移动工作台,使电极丝逐渐逼近工件的基准面,待出现微弱火花的瞬时,记下电极丝中心的坐标值,再计入电极丝半径值和放电间隙来推算电极丝中心与加工起点之间的相对距离,最后将电极丝移到加工起点。
此法简便、易行,但因电极丝靠近基准面开始产生脉冲放电的距离往往并非正常切割时的放电间隙,且电极丝运转时易抖动,从而会出现误差;
况且火花放电也会使工件的基准面受到损伤。
三、接触感知法
目前装有计算机数控系统的线切割机床都具有接触感知功能,用于电极丝定位最为方便。
此功能是利用电极丝与工件基准面由绝缘到短路的瞬间,两者间电阻值突然变化的特点来确定电极丝接触到了工件,并在接触点自动停下来,显示该点的坐标,即为电极丝中心的坐标值。
如下图所示,首先启动X(或Y)方向接触感知.使电极丝朝工件基准面运动并感知到基准面,记下该点坐标,据此算出加工起点的X(或Y)坐标;
再用同样的方法得到加工起点的Y(或X)坐标,最后将电极丝移动到加工起点。
接触感知法
基于接触感知,还可实现自动找中心功能,即让工件孔中的电极丝自动找正后停止在孔中心处实现定位。
具体方法为:
横向移动工作台,使电极丝与一侧孔壁相接触短路,记下坐标值x1,反向移动工作台至孔壁另一侧,记下相应坐标值x2;
同理也可得到y1和y2。
则基准孔中心的坐标位值为[(|x1|+|x2|)/2,(|y1|+|y2|)/2],将电极丝中心移至该位置即可定位,详见下图。
自动找中心
六﹑确定切割起点
一般情况下,最好将切割起始点安排在靠近夹持端,将工件与其夹持部分分离的切割段安排在切割走向的末端。
对于精度要求较高的零件,最好将切割起始点取在毛坯上预制的穿丝孔中,电极丝不由毛坯外部直接切入,以免工作在切开处变形。
并注意切割路线与毛坯外形的距离应大于5mm,以避免沿外形侧面切割时电极丝单边受电火花冲击力,运行部稳定,难以保证切割精度。
七﹑编程,调整参数
1﹑工件工艺分析
1直纹面分析
本零件加工分为6个直纹面,其包括:
第一直纹面:
O-EA(引入段);
第二直纹面:
EA-FB;
第三直纹面:
FB-GC;
第四直纹面:
GC-HD;
第五直纹面:
HD-EA;
第六直纹面:
EA-O(退出段)。
编程的时候按照第一到第六直纹面编程加工。
2点坐标分析计算(图)
预设工件位于毛坯左侧边1.5mm处,引入点O距毛坯0.5mm,以O点为坐标原点建立坐标系,节点的坐标如右图所示(单位:
mm)。
3线切割精度控制
线切割的精度主要由导轮、钼丝的张紧程度、钼丝的损耗、电流大小﹑脉冲宽度﹑进给速度﹑丝杠的间隙、以及编程的数据的正确输入等要素构成。
导轮不能摆动或跳动,精度要好。
钼丝张紧要适度,太松了钼丝会颤动,影响精度。
钼丝损耗了也会影响精度,0.18mm的钼丝,时间长了,会小好几丝,如果还按0.18mm的直径去编程,切出来必然会产生误差。
机床的丝杠间隙大了也会影响精度。
另外上下导轮之支架距离离工件太远,也会使钼丝抖动,影响切割精度。
由于本零件较厚,电流脉冲调大,可提高加工效率,防止短路,在加工时把电流调到4档。
2﹑手工编程(3B)
10
57573757
L(第一直纹面:
O-EA引入段)
10
20000
L
A
575712243
C
100008000
W(第二直纹面:
EA-FB)
200016000
1424312243
W(第三直纹面:
FB-GC)
1800016000
142433757
W(第四直纹面:
GC-HD)
180000
W(第五直纹面:
HD-EA)
00
L(第六直纹面:
EA-O退出段)
00
O
小结:
通过本任务学习,对快走丝机床加工中、工件的装夹与找正、钼丝的安装与校正、加工工艺流程、编程方法及调整参数﹑操作流程得到全面的掌握,以便为以后的学习打下基础。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 快走 异形 切割 加工 实例
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《安全在我心中生命在我手中》主题班会教案.docx
《安全在我心中生命在我手中》主题班会教案.docx
-
《传热学》第五版名词解释总结沈阳建筑大学09级考试重点.docx
-
《3S技术基础》复习题综合.docx
-
《财务管理》各章复习思考题和有有关计算题.docx
-
《地下防水工程质量验收规范》GB.docx
-
《企业文化》考试.docx
-
《通风与空调工程施工质量验收规范》GB50243.docx
-
《短文两篇》备课笔记.docx
-
《管理会计》模拟考试题电子教案.docx
-
《花鼓》教学设计.docx
-
《旅游政策与法规》复习思考题.docx
-
《诺曼底号遇难记》第二课时教学设计教案教学设计.docx
-
《管理学基础》配伍题库.docx
-
《泡沫经济对金融危机的影响》.docx
-
《套圈游戏》教学反思.docx
-
《我们的祖国》教案.docx
-
《学习雷锋精神》演讲稿7篇.docx
-
《艺术设计概论》复习题.docx
-
2施工管理重点和难点分析.docx
-
9板框压滤机技术协议书.docx
-
18小稻秧脱险记教学设计381.docx
-
82液压2基础题.docx
-
400接线员岗位职责.docx
-
《病历书写基本规范》考试题及答案A卷.docx
-
《发展心理学》测验试题.docx
-
《测量管理体系认证技术标准》.docx
-
《健康教育宣传方案优秀范文5篇》.docx
-
《8纠正措施》.docx
-
《从罗丹得到的启示》的教案设计修改版.docx
-
《老王》优质课教学设计部编人教版七年级下册.docx
-
《概率论与数理统计》课后习题解答.docx
-
《财务管理学》第三版复习提纲内容教材.docx
 一体化课程开发技术规程解读.ppt
一体化课程开发技术规程解读.ppt
-
研发费用加计扣除政策解读.ppt
-
仰融案分析.ppt
-
药品质量标准制定3..ppt
-
药物和治疗学委员会处方集的制定和管理(成都培训).ppt
-
烟花爆竹专项治理通知.pptx
-
杨贤江中学校园节能答辩.ppt
-
药品知识产权.ppt
-
业主和业主大会.ppt
-
医疗废物管理2013.1.15.ppt
-
医疗机构病历管理规定》.pptx
-
医患关系中患方知情同意权的法律保障机制研究.pptx
-
医护人员如何规避法律风险.ppt
-
医疗法律法规知识培训[1].ppt
-
医疗机构临床用血管理办法(2012).ppt
-
医改进行时201702.pptx
-
医疗法律法规及医疗纠纷的防范.ppt
-
医疗机构管理法律制度.ppt
-
医疗损害责任.pptx
