 焊缝外观质量检查记录.docx
焊缝外观质量检查记录.docx
- 文档编号:5124981
- 上传时间:2023-05-08
- 格式:DOCX
- 页数:34
- 大小:32.04KB
焊缝外观质量检查记录.docx
《焊缝外观质量检查记录.docx》由会员分享,可在线阅读,更多相关《焊缝外观质量检查记录.docx(34页珍藏版)》请在冰点文库上搜索。
焊缝外观质量检查记录
焊缝外观质量检查记录
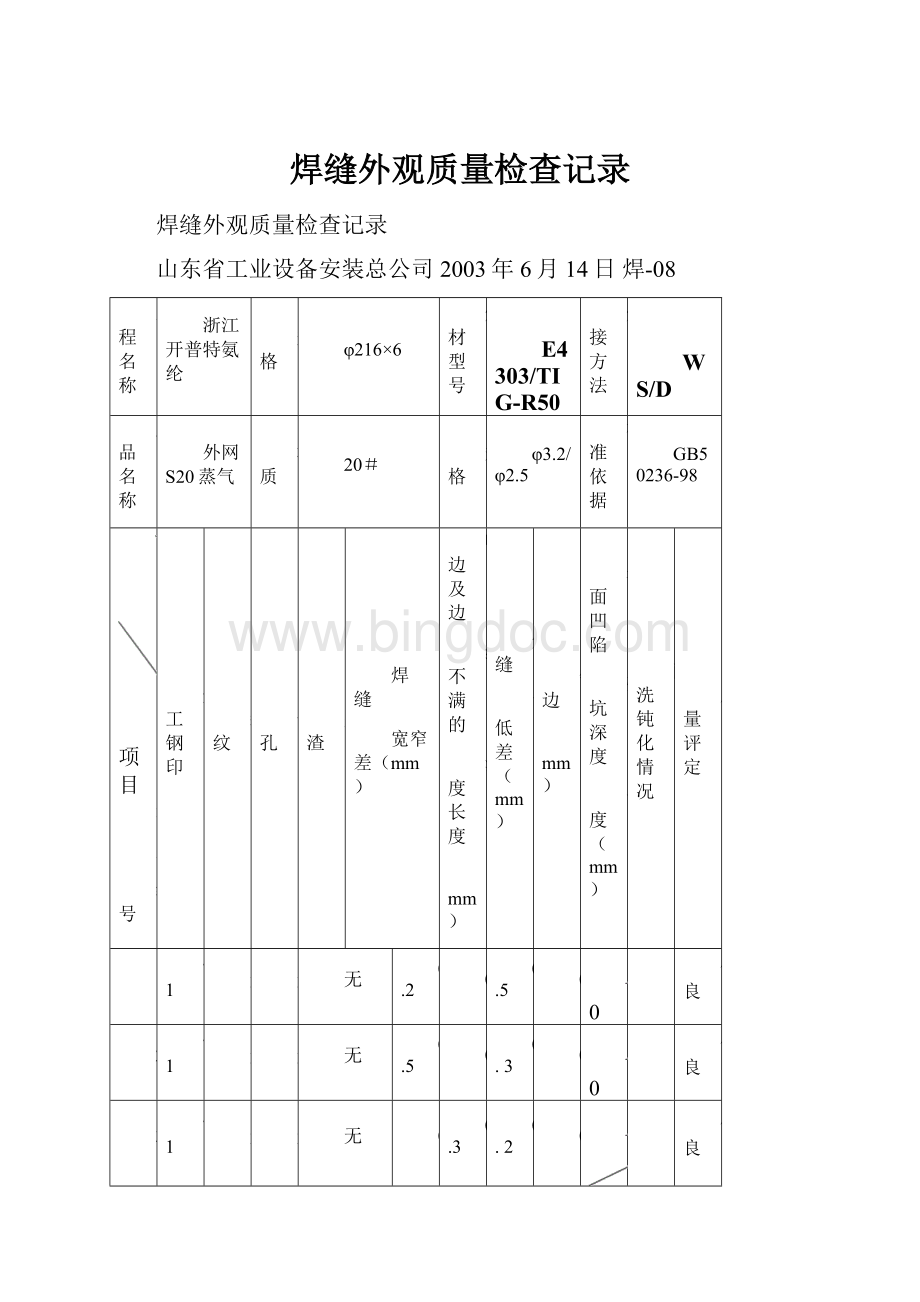
山东省工业设备安装总公司2003年6月14日焊-08
工程名称
浙江开普特氨纶
规格
φ216×6
焊材型号
E4303/TIG-R50
焊接方法
WS/D
产品名称
外网S20蒸气
材质
20#
规格
φ3.2/φ2.5
标准依据
GB50236-98
项目
结
果
编号
焊工钢印
裂纹
气孔
夹渣
焊缝
宽窄差(mm)
咬边及边
缘不满的
深度长度
(mm)
焊缝
高低差(mm)
错边
(mm)
表面凹陷
弧坑深度
长度(mm)
酸洗钝化情况
质量评定
1
71
无
无
无
0.2
0
0.5
0
0
优良
2
71
无
无
无
0.5
0
0.3
0
0
优良
3
71
无
无
无
0
0.3
0.2
0
0
优良
4
71
无
无
无
0.3
0
0.2
0
0
优良
5
71
无
无
无
0.3
0
0.3
0
0
优良
6
71
无
无
无
0.8
0
0.4
0
0
优良
7
71
无
无
无
1
0
0.5
0
0
优良
8
71
无
无
无
0
0.2
0.2
0
0
优良
9
71
无
无
无
0
0.2
0.2
0
0
优良
10
71
无
无
无
0.2
0
0.3
0
0
优良
11
71
无
无
无
0.4
0
0.4
0
0
优良
12
71
无
无
无
0.3
0
0.2
0
0
优良
检查:
记录:
焊缝外观质量检查记录
山东省工业设备安装总公司2003年6月14日焊-08
工程名称
浙江开普特氨纶
规格
φ216×6
焊材型号
E4303/TIG-R50
焊接方法
WS/D
产品名称
外网S20蒸气
材质
20#
规格
φ3.2/φ2.5
标准依据
GB50236-98
项目
结
果
编号
焊工钢印
裂纹
气孔
夹渣
焊缝
宽窄差(mm)
咬边及边
缘不满的
深度长度
(mm)
焊缝
高低差(mm)
错边
(mm)
表面凹陷
弧坑深度
长度(mm)
酸洗钝化情况
质量评定
13
71
无
无
无
0
0.3
0.5
0
0
优良
14
71
无
无
无
0.2
0
0.3
0
0
优良
15
71
无
无
无
0.5
0
0.2
0
0
优良
16
71
无
无
无
0.2
0
0.3
0
0
优良
检查:
记录:
焊缝外观质量检查记录
山东省工业设备安装总公司2003年4月14日焊-08
工程名称
浙江开普特氨纶
规格
φ108×4
焊材型号
A132/H0Cr20Ni10Ti
焊接方法
WS/D
产品名称
精制USR-15206
材质
304
规格
φ3.2/φ2.5
标准依据
GB50236-98
项目
结
果
编号
焊工钢印
裂纹
气孔
夹渣
焊缝
宽窄差(mm)
咬边及边
缘不满的
深度长度
(mm)
焊缝
高低差(mm)
错边
(mm)
表面凹陷
弧坑深度
长度(mm)
酸洗钝化情况
质量评定
1
180
无
无
无
0
0
0.1
0
0
良好
优良
2
180
无
无
无
0.2
0
0
0
0
良好
优良
3
180
无
无
无
0
0
0
0
0
良好
优良
4
180
无
无
无
0
0
0
0
0
良好
优良
检查:
记录:
焊缝外观质量检查记录
山东省工业设备安装总公司2003年4月18日焊-08
工程名称
浙江开普特氨纶
规格
φ108×4
焊材型号
A132/H0Cr20Ni10Ti
焊接方法
WS/D
产品名称
精制USW-15001
材质
304
规格
φ3.2/φ2.5
标准依据
GB50236-98
项目
结
果
编号
焊工钢印
裂纹
气孔
夹渣
焊缝
宽窄差(mm)
咬边及边
缘不满的
深度长度
(mm)
焊缝
高低差(mm)
错边
(mm)
表面凹陷
弧坑深度
长度(mm)
酸洗钝化情况
质量评定
1
180
无
无
无
0
0
0.1
0
0
良好
优良
2
180
无
无
无
0
0
0
0
0
良好
优良
检查:
记录:
焊缝外观质量检查记录
山东省工业设备安装总公司2003年4月16日焊-08
工程名称
浙江开普特氨纶
规格
φ89×4
焊材型号
A132/H0Cr20Ni10Ti
焊接方法
WS/D
产品名称
精制USW-15005
材质
304
规格
φ3.2/φ2.5
标准依据
GB50236-98
项目
结
果
编号
焊工钢印
裂纹
气孔
夹渣
焊缝
宽窄差(mm)
咬边及边
缘不满的
深度长度
(mm)
焊缝
高低差(mm)
错边
(mm)
表面凹陷
弧坑深度
长度(mm)
酸洗钝化情况
质量评定
1
180
无
无
无
0
0
0
0
0
良好
优良
2
180
无
无
无
0.3
0
0
0
0
良好
优良
3
180
无
无
无
0
0.1
0
0
0
良好
优良
4
180
无
无
无
0
0
0.2
0
0
良好
优良
5
180
无
无
无
0.2
0
0
0
0
良好
优良
6
180
无
无
无
0
0
0
0
0
良好
优良
7
180
无
无
无
0
0
0
0.2
0
良好
优良
8
180
无
无
无
0
0.2
0
0
0
良好
优良
检查:
记录:
焊缝外观质量检查记录
山东省工业设备安装总公司2003年4月17日焊-08
工程名称
浙江开普特氨纶
规格
φ57×3.5
焊材型号
H0Cr20Ni10Ti
焊接方法
WS
产品名称
精制USR-15207
材质
304
规格
φ2.5
标准依据
GB50236-98
项目
结
果
编号
焊工钢印
裂纹
气孔
夹渣
焊缝
宽窄差(mm)
咬边及边
缘不满的
深度长度
(mm)
焊缝
高低差(mm)
错边
(mm)
表面凹陷
弧坑深度
长度(mm)
酸洗钝化情况
质量评定
1
180
无
无
无
0
0
0
0
0
良好
优良
2
180
无
无
无
0
0
0
0
0
良好
优良
3
180
无
无
无
0
0
0.5
0
0
良好
优良
4
180
无
无
无
0
0
0
0
0
良好
优良
5
180
无
无
无
0
0
0
0
0
良好
优良
6
180
无
无
无
0
0
0
0
0
良好
优良
检查:
记录:
焊缝外观质量检查记录
山东省工业设备安装总公司2003年4月20日焊-08
工程名称
浙江开普特氨纶
规格
φ108×4
焊材型号
A132/H0Cr20Ni10Ti
焊接方法
WS/D
产品名称
精制USR-15220
材质
304
规格
φ3.2/φ2.5
标准依据
GB50236-98
项目
结
果
编号
焊工钢印
裂纹
气孔
夹渣
焊缝
宽窄差(mm)
咬边及边
缘不满的
深度长度
(mm)
焊缝
高低差(mm)
错边
(mm)
表面凹陷
弧坑深度
长度(mm)
酸洗钝化情况
质量评定
1
180
无
无
无
0
0
0
0
0
良好
优良
2
180
无
无
无
0.2
0
0
0
0
良好
优良
3
180
无
无
无
0
0
0.1
0
0
良好
优良
4
180
无
无
无
0
0
0
0
0
良好
优良
检查:
记录:
焊缝外观质量检查记录
山东省工业设备安装总公司2003年4月25日焊-08
工程名称
浙江开普特氨纶
规格
φ89×4
焊材型号
A132/H0Cr20Ni10Ti
焊接方法
WS/D
产品名称
精制USR-15002
材质
304
规格
φ3.2/φ2.5
标准依据
GB50236-98
项目
结
果
编号
焊工钢印
裂纹
气孔
夹渣
焊缝
宽窄差(mm)
咬边及边
缘不满的
深度长度
(mm)
焊缝
高低差(mm)
错边
(mm)
表面凹陷
弧坑深度
长度(mm)
酸洗钝化情况
质量评定
1
180
无
无
无
0.2
0
0
0.2
0
良好
优良
2
180
无
无
无
0
0
0
0
0
良好
优良
3
180
无
无
无
0
0.2
0.1
0
0
良好
优良
4
180
无
无
无
0.3
0
0
0
0
良好
优良
5
180
无
无
无
0.2
0
0
0
0
良好
优良
6
180
无
无
无
0
0
0
0
0
良好
优良
检查:
记录:
焊缝外观质量检查记录
山东省工业设备安装总公司2003年4月29日焊-08
工程名称
浙江开普特氨纶
规格
φ57×3.5
焊材型号
H0Cr20Ni10Ti
焊接方法
WS
产品名称
精制USR-15204
材质
304
规格
φ2.5
标准依据
GB50236-98
项目
结
果
编号
焊工钢印
裂纹
气孔
夹渣
焊缝
宽窄差(mm)
咬边及边
缘不满的
深度长度
(mm)
焊缝
高低差(mm)
错边
(mm)
表面凹陷
弧坑深度
长度(mm)
酸洗钝化情况
质量评定
1
180
无
无
无
0
0
0
0.2
0
良好
优良
2
180
无
无
无
0
0
0.1
0
0
良好
优良
3
180
无
无
无
0
0
0
0
0
良好
优良
4
180
无
无
无
0.2
0
0
0
0
良好
优良
5
180
无
无
无
0.2
0
0
0
0
良好
优良
6
180
无
无
无
0
0
0
0
0.1
良好
优良
7
180
无
无
无
0
0.1
0
0
0
良好
优良
8
180
无
无
无
0.3
0
0
0
0
良好
优良
9
180
无
无
无
0
0
0
0
0
良好
优良
10
180
无
无
无
0
0
0.2
0
0
良好
优良
11
180
无
无
无
0
0
0
0
0
良好
优良
12
180
无
无
无
0
0
0
0
0
良好
优良
检查:
记录:
焊缝外观质量检查记录
山东省工业设备安装总公司2003年4月29日焊-08
工程名称
浙江开普特氨纶
规格
φ57×3.5
焊材型号
H0Cr20Ni10Ti
焊接方法
WS
产品名称
精制USR-15204
材质
304
规格
φ2.5
标准依据
GB50236-98
项目
结
果
编号
焊工钢印
裂纹
气孔
夹渣
焊缝
宽窄差(mm)
咬边及边
缘不满的
深度长度
(mm)
焊缝
高低差(mm)
错边
(mm)
表面凹陷
弧坑深度
长度(mm)
酸洗钝化情况
质量评定
13
180
无
无
无
0.3
0
0
0
0
良好
优良
14
180
无
无
无
0
0.2
0
0
0
良好
优良
15
180
无
无
无
0
0
0
0
0.2
良好
优良
16
180
无
无
无
0
0
0
0
0
良好
优良
检查:
记录:
焊缝外观质量检查记录
山东省工业设备安装总公司2003年4月10日焊-08
工程名称
浙江开普特氨纶
规格
φ133×4
焊材型号
A132/H0Cr20Ni10Ti
焊接方法
WS/D
产品名称
纺丝D-1303
材质
304
规格
φ3.2/φ2.5
标准依据
GB50236-98
项目
结
果
编号
焊工钢印
裂纹
气孔
夹渣
焊缝
宽窄差(mm)
咬边及边
缘不满的
深度长度
(mm)
焊缝
高低差(mm)
错边
(mm)
表面凹陷
弧坑深度
长度(mm)
酸洗钝化情况
质量评定
1
71
无
无
无
0.5
0
0.2
0
0
良好
优良
2
71
无
无
无
0.3
0
0.1
0
0
良好
优良
3
71
无
无
无
0.4
0
0
0
0
良好
优良
检查:
记录:
焊缝外观质量检查记录
山东省工业设备安装总公司2003年4月10日焊-08
工程名称
浙江开普特氨纶
规格
φ133(89)×4
焊材型号
A132/H0Cr20Ni10Ti
焊接方法
WS/D
产品名称
纺丝D-1304、1305
材质
304
规格
φ3.2/φ2.5
标准依据
GB50236-98
项目
结
果
编号
焊工钢印
裂纹
气孔
夹渣
焊缝
宽窄差(mm)
咬边及边
缘不满的
深度长度
(mm)
焊缝
高低差(mm)
错边
(mm)
表面凹陷
弧坑深度
长度(mm)
酸洗钝化情况
质量评定
1
71
无
无
无
0.2
0
0.2
0
0
良好
优良
2
71
无
无
无
0.3
0
0
0
0
良好
优良
3
71
无
无
无
0
0
0
0
0
良好
优良
1
247
无
无
无
0.4
0
0.3
0
0
良好
优良
2
247
无
无
无
0.2
0
0
0
0
良好
优良
3
247
无
无
无
0.3
0
0
0
0
良好
优良
4
247
无
无
无
0.3
0
0
0
0
良好
优良
检查:
记录:
焊缝外观质量检查记录
山东省工业设备安装总公司2003年4月16日焊-08
工程名称
浙江开普特氨纶
规格
φ57×3.5
焊材型号
H0Cr20Ni10Ti
焊接方法
WS
产品名称
纺丝USR-1204
材质
304
规格
φ2.5
标准依据
GB50236-98
项目
结
果
编号
焊工钢印
裂纹
气孔
夹渣
焊缝
宽窄差(mm)
咬边及边
缘不满的
深度长度
(mm)
焊缝
高低差(mm)
错边
(mm)
表面凹陷
弧坑深度
长度(mm)
酸洗钝化情况
质量评定
1
71
无
无
无
0
0
0
0
0
良好
优良
2
71
无
无
无
0.3
0
0
0
0
良好
优良
3
71
无
无
无
0
0
0
0
0
良好
优良
4
71
无
无
无
0.2
0
0
0
0
良好
优良
5
71
无
无
无
0.2
0
0
0
0
良好
优良
6
71
无
无
无
0.3
0
0
0
0
良好
优良
7
71
无
无
无
0
0
0
0
0
良好
优良
8
71
无
无
无
0.2
0
0
0
0
良好
优良
9
71
无
无
无
0.2
0
0
0
0
良好
优良
10
71
无
无
无
0.2
0
0
0
0
良好
优良
检查:
记录:
焊缝外观质量检查记录
山东省工业设备安装总公司2003年4月17日焊-08
工程名称
浙江开普特氨纶
规格
φ57×3.5
焊材型号
H0Cr20Ni10Ti
焊接方法
WS
产品名称
纺丝USW-1205
材质
304
规格
φ2.5
标准依据
GB50236-98
项目
结
果
编号
焊工钢印
裂纹
气孔
夹渣
焊缝
宽窄差(mm)
咬边及边
缘不满的
深度长度
(mm)
焊缝
高低差(mm)
错边
(mm)
表面凹陷
弧坑深度
长度(mm)
酸洗钝化情况
质量评定
1
247
无
无
无
0.2
0
0
0
0
良好
优良
2
247
无
无
无
0
0
0
0
0
良好
优良
3
247
无
无
无
0
0
0
0
0
良好
优良
4
247
无
无
无
0.3
0
0
0
0
良好
优良
5
247
无
无
无
0
0
0.1
0
0
良好
优良


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊缝 外观 质量 检查 记录
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《篮球行进间单手低手投篮》教学设计.docx
《篮球行进间单手低手投篮》教学设计.docx
-
《饲料添加剂管理条例》知识竞赛试题及答案要点.docx
-
4 物理届高三上学期第一次月考物理试题.docx
-
08第二学期研究生英语.docx
-
31氧气的性质与用途个案教学设计.docx
-
0225变电安规二次题库474道.docx
-
1992年大学英语四级.docx
-
Arts 专项练习.docx
-
《两只鸟蛋》说课稿.docx
-
《孙权劝学》选择阅读带答案.docx
-
《在操场上》教学反思.docx
-
4VMware FT容错原理与配置详解.docx
-
8套专升本艺术概论试题.docx
-
17秋学期《食品安全与日常饮食尔雅》在线作业2.docx
-
3500词汇40篇文章.docx
-
AST中央企业班组长岗位管理能力资格认证三期模拟10300009.docx
-
GMC大赛手册中文版.docx
-
JAVELIN智能球机.docx
-
P1口语重点题型素材更新版.docx
-
QMS质量管理体系审核员真题精选.docx
-
U2t2学教设计.docx
-
XX公路施工组织设计建议书.docx
-
XX省XX县治安拘留所工程建设项目可行性研究报告.docx
-
yy政治知识汇总架构.docx
-
安全生产违法行为行政处罚汇编.docx
-
百度网站的商业运营模式和盈利模式分析.docx
-
保险经营管理重点.docx
-
北极星群和山东群倾情奉献高考题解析5重庆卷.docx
-
《内科学》教学大纲.docx
-
《小学生数学报》全册苏教版六年级下.docx
-
5湖北省三类人员电工试题.docx
-
10食品经营过程与控制制度.docx
-
学年浙江省余姚市第三中学高二下学期期中考试历史试题 word版.docx
-
循环经济立法中的固体废物管理制度考虑.docx
-
一级注册建筑师考试建筑材料与构造串讲整理.docx
-
医师实习小结三篇.docx
-
英国民族国家形成过程中的宗教因素.docx
-
应急预案及急救措施.docx
-
幼儿园认识序数活动方案.docx
-
语文教学中国古代经典相思诗词六十首.docx
-
圆柱墩身施工方案.docx
-
责任担当高中作文责任与担当高三作文.docx
-
浙江省台州市中考语文试题扫描版含答案.docx
-
知识学习爵士乐中学音乐教案.docx
-
智能监控工程施工确保安全文明施工的技术组织措施.docx
-
中国石脑油产业现状深度调研及十三五盈利空间评估报告.docx
-
中考物理光学问题求解方法综合经典题附答案解析.docx
-
浙江省文综卷有答案普通高等学校招生统一考试.docx
-
人教版小学四年级语文下册古诗词三首教案表格式.docx
-
中考作文一百题.docx
-
直播其实很简单.docx
