 钣金件工时定额试行标准818Word格式文档下载.docx
钣金件工时定额试行标准818Word格式文档下载.docx
- 文档编号:5027574
- 上传时间:2023-05-04
- 格式:DOCX
- 页数:24
- 大小:46.04KB
钣金件工时定额试行标准818Word格式文档下载.docx
《钣金件工时定额试行标准818Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《钣金件工时定额试行标准818Word格式文档下载.docx(24页珍藏版)》请在冰点文库上搜索。
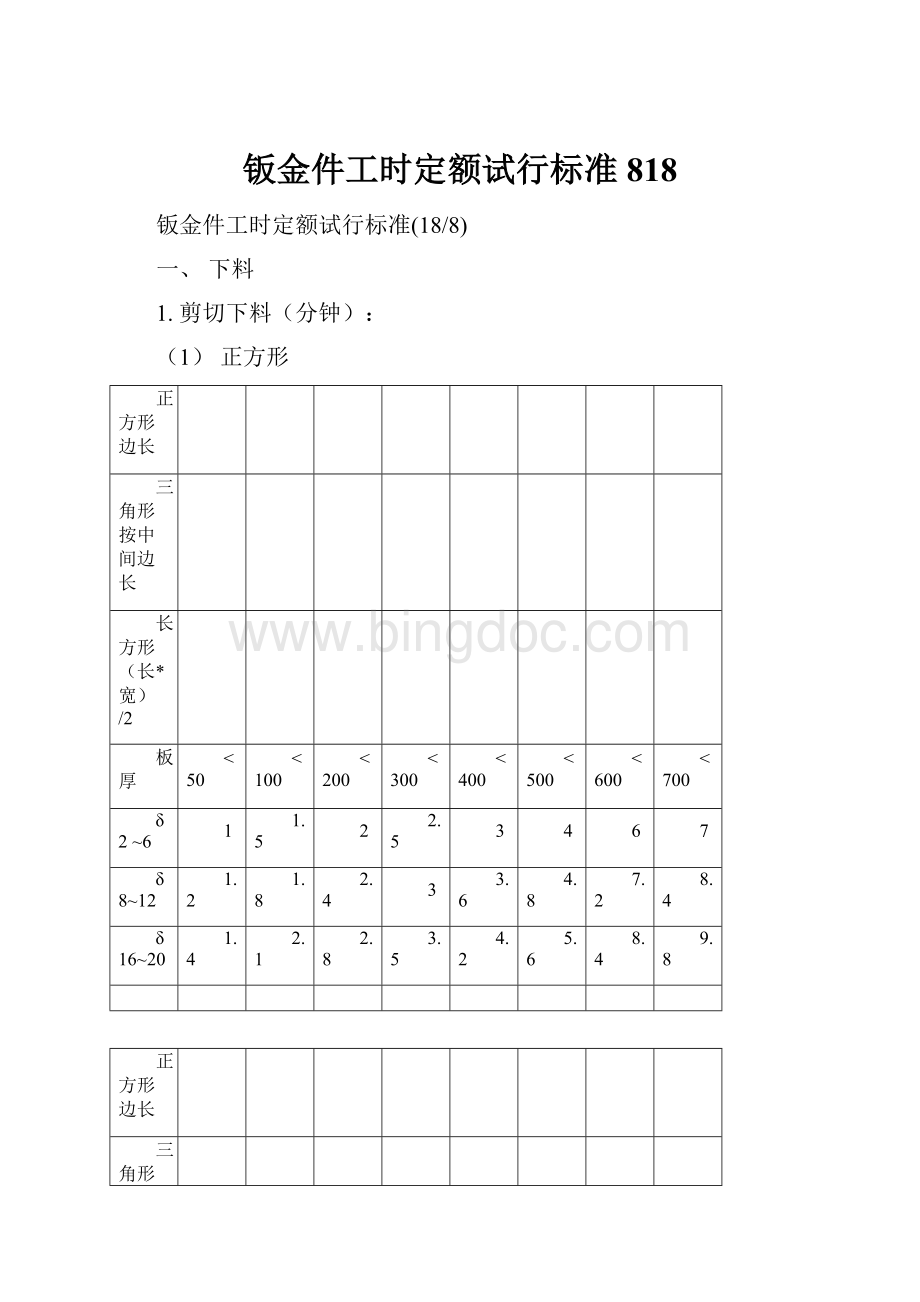
(2)三角形按中间边长正方形工时计算。
(3)长方形按长和宽边所对应正方形工时之和除以2计算。
(4)五边形,直角梯形按中间边长正方形工时上浮20%计算,梯形按中间边长正方形工时上浮30%计算。
直角梯形
35
1.68
2.52
3.36
5.04
6.72
10.08
11.76
13.44
15.12
18.48
20.16
21.84
23.52
25.2
非直角梯形:
(上底+下底)/2
1.3
1.95
2.6
3.25
3.9
5.2
7.8
9.1
1.56
2.53
3.12
4.68
6.24
9.36
10.92
1.82
2.73
3.64
4.55
5.46
7.28
12.74
10.4
11.7
14.3
16.9
19.5
12.48
14.04
17.16
18.72
20.28
25.35
14.56
16.38
20.02
25.48
27.3
(5)六边形按中间边长正方形工时上浮50%计算。
2.25
3.75
4.5
10.5
2.7
5.4
3.15
5.25
6.3
14.7
13.5
16.5
22.5
16.2
19.9
21.6
23.4
27
18.9
23.1
29.4
31.5
(6)八边形按中间边长正方形工时上浮80%计算。
3.24
4.32
6.48
8.64
12.96
3.78
4.6
7.56
17.64
19.8
17.28
19.44
23.76
25.92
28.08
30.24
32.4
22.68
27.72
32.76
35.28
37.8
2.气割下料
(1)方板,法兰类
方板
法兰
备注
φ100以下
φ100~φ200
φ201~φ300
φ301~φ400
φ401~φ500
δ12以下
12分/米
5分
8分
10分
15分
20分
δ16~δ30
15分/米
30分
δ35~δ55
20分/米
18分
25分
35分
δ60~δ75
30分/米
40分
50分
δ80以上
45分/米
(2)型材类
角钢
0.5米以下
0.5~1米
1~2米
2米以上
2~3米
3~4米
4~7米
7米以上
L30~L60
L70~L100
L120~L160
槽钢
[50~[100
60分
[120~[160
80分
[180~[240
70分
90分
120分
[260~[320
150分
工字钢
Ⅰ320、
槽钢[320以上
110分
140分
180分
方管:
按槽钢型号的1.5倍。
3.成品下料
半成品按毛坯下料的1.5倍工时计算。
4.批量修正系数
件数
30以下
31
~50
51
-80
81
~100
101
-150
151
-200
201
-300
301
~500
501
~1000
以上
修正系数
0.97
0.94
0.91
0.88
0.85
0.82
0.79
0.76
0.73
二、焊接
1.室体类。
室体分半方法:
不分半按下表计算;
分两半按下表计算,另加工时:
6小时/吨
分四半按下表计算,另加工时:
10小时/吨
钢板厚度
δ3
δ4
δ5
δ6
δ8
δ10
δ12
Q69系列
150小时/吨
140小时/吨
130小时/吨
120小时/吨
110小时/吨
100小时/吨
90小时/吨
普通Q37系列
不带抛丸器座的重量*110小时/吨+抛丸器座长度*10小时/米(点焊){+抛丸器座长度*12小时/米(焊接)}
通过式Q37系列主室、Q69系列主室,(多抛丸器座的室体均适应)
除按上表外,另加工时:
抛丸器座数*定额A
抛丸器座(长*宽)mm2
定额A(小时)
〈=1000000
〈=1500000
〉1500000
Q38系列
Q35系列
203小时/吨
滤筒
除尘器
200小时/吨
槽钢规格
[8
[10
~[12
[14
~[16
[18
~[20
[22
~[25
Q76系列
5小时/平方
5.5小时/平方
6小时/平方
6.5小时/平方
7小时/平方
注:
空格大于800mm*800mm的每平方减0.5小时。
Q26系列
沉降室
2.螺旋槽
按长度计算,10小时/米。
3.螺旋轴
按长度计算,直径360以下每米4小时,直径360以上,每米6小时。
4.提升机罩壳
按长度计算,L单位为毫米。
厚度〈=300毫米
厚度〉350毫米以上
标准1000毫米
大于1000毫米
上罩
22小时
22+(L-1000)/100小时
24小时
24+(L-1000)/100小时
中罩
12小时
12+(L-1000)/100小时
14小时
14+(L-1000)/100小时
下罩
32小时
32+(L-1000)/100小时
34小时
34+(L-1000)/100小时
5.分离器壳,卸料罩,分离器料斗。
工时(小时)=重量(吨)*220小时/吨。
6.平台类
带花纹板的,系数为1;
不带花纹板的,系数为0.8。
槽钢、角钢按每平方
规格
[80
[100~120
[140~[160
[180~[200
[220~[250
工时/平方
4小时
4.5小时
5小时
5.5小时
6小时
7.支柱类
(1)单根型钢立柱
筋板底座
(长+宽)/2≤450
(长+宽)/2>450
2小时
3小时
斜筋板底座
不带筋板的底座顶板
1小时
斜不带筋板的底座顶板
1.5小时
(2)中间有加强板的立柱
[120以下
[140
~[160
[180
~220
[250
~320
工时
120
分钟/米
135
150
165
注:
连接板1米之内3件为标准计算,少1件减20分钟
总工时=定额(分钟)*柱长(mm)/(1000*60)+[筋板数/2-柱长(mm)*3/1000]*20分钟/60分钟+底座工时
(3)
60分钟/米
75
90
(4)
60
带底板每头加1小时
(5)需组焊的支柱
工时(小时)=分件支柱工时+接头*A+筋板数量*B
A
B
型钢小于200时,A=1
筋板边长小于200时,B=1
型钢大于200时,A=2
筋板边长大于200时,B=2
8.栏杆类
(1)两根横梁,每格2小时。
如图(a)
(2)一根横梁,每格1.5小时。
如图(b)
9.辊道支架类(按支腿数量)
不带支腿
支腿
[200以上
支腿[160~[140
[120~[80
1.5小时/米
4小时/支腿
3小时/支腿
2小时/支腿
在辊道支架的基础上,槽钢带孔的每孔加3分钟,支腿带斜度的(如皮带机机架)每腿加0.5小时,支腿长度超过800MM加0.5小时.
10.台车
结构类别
全钢板
槽钢+钢板
工时(小时/吨)
δ〈12毫米
93
250
δ≥12毫米
83
δ〉16毫米
73
11.链轮罩
钢板加钢板网
辊道系列
单面有板
双面有板
2+0.25时/公斤*重量
2+0.3时/公斤*重量
2+0.4时/公斤*重量
2.5时/米
12.提升机料斗
工时(小时)=2.5+1*(重量-3.8公斤)/3.8公斤
批量系数:
数量
〈=30
〈=50
〈=80
〈=100
〈=150
〉150
系数
0.98
0.96
0.92
0.9
13.辊道轴头焊接
轴直径
工时
≤70mm
≤120mm
≤150mm
≤200mm
≤250mm
〉250mm
分钟/轴头
30
45
长度系数
长度
〈=1000
〈=2000
〈=3000
〉3000
14.除尘管道
直径
330mm
≤540mm
>
540mm
单法兰
4小时/米+1小时
6小时/米+1.5小时
8小时/米+2小时
双法兰
4小时/米+2小时
6小时/米+3小时
8小时/米+4小时
15.混砂机壳
85时/吨
16.钻孔.
是16Mn板,*1.2的系数
不是16Mn板,1的系数
总厚度
直径
δ2~
δ7~
δ13~
δ20
δ21~δ25
δ26~δ30
δ31~δ40
δ41~δ60
δ61~以上
≤φ11
φ12~φ16
5.85
φ17~φ25
1.69
2.54
3.38
4.23
5.07
5.92
6.76
7.6
φ26~φ32
2.21
3.3
4.39
5.49
6.59
7.69
8.79
9.89
φ33~φ50
2.86
4.3
5.7
7.14
8.57
11.4
12.8
M10~M14
〈M26
5
7
≥M26
9
批量修正系数
〈=30
〈=200
〈=300
〈=500
〉1000
0.86
0.84
重量修正系数
重量(KG)
〈=10
〈=50
〈=100
〈=500
17吊钩框架
框架规格
[160
[200
(时/吨)
130
175
弯轨规格
I160;
I180;
I200;
350
18.小件工时
(1)小接管类(按焊接头数)
φ100以上
0.5小时/头
1小时/头
(2)抛丸器电机座类(形状如同Q3210.3-2)
4小时/件
(3)减速机座类
Q376、Q378类仅有减速机
悬链式自转座如QH5812.5.1配立式减速机
吊钩式自转座如QF3710.9.1.1配立式减速机)
26小时
16小时
(4)闸门管
Q378C.3.1.3B类
2.5小时
鄂式闸门管类
鄂板
闸体
HQGW14B类
(5)螺旋输送器堵板类
2小时/件
(6)分离器大堵板类
(7)拼焊抛丸器垫板
1.5小时/件
(8)内垫板
1小时/件
19.格子板
工时(小时)=筋板数*10分钟*系数/60
筋板长度
≤600
≤800
≤1000
≤1200
≤1400
≤1600
≤1800
≤2000
系数(分钟)
16
17
20.大门
单面有板(小时/平方米)
双面有板(小时/平方米)
21.直梯
梯梁工时
2小时/米
护拦工时
4小时/米
支腿工时
0.5小时/支腿
制弧工时
22.斜梯
5小时/米
扶手工时
同栏杆
需要制弧
+2小时
23.皮带轮
工时(小时)=4+2*(重量-17.4)/17.4
24.砂库
带型钢
带筋板
7小时/平米
不带筋板
5小时/平米
不带型钢
6小时/平米
4小时/平米
25.板链横梁
总工时=3小时+L米*1小时/米
26.方架子
型钢规格
L100或[100以下
L100或[100以上
20分钟/头
30分钟/头
调整系数
小于等于500*500*500
大于500*500*500
K=1
K=1.2
27.地坑盖板,观察门
(1)面积小于等于1平米,
工时(小时)=1+面积*4+0.5*手把数.
(2)面积大于1平米
工时(小时)=面积*4+0.5*手把数.
空格大于800mm*800mm的每平方减0.5小时
28.吹风管
工时(小时)=2+吹风口长度(米)*3
29.活页
类型
无筋板
0.25小时/件
一件筋板
0.42小时/件
二件筋板
0.58小时/件
30.导轨框架(横截面周长小于1600毫米)
(1)不需组装焊接的
工型或[型筋板
8小时/米
工型加筋板
9小时/米
口型
10小时/米
(2)需组装焊接的
每有一处接头另加3小时
31.滚筒筛
定额
〈=550毫米
25小时/米
〉1000毫米
30小时/米
32.复杂小件(重量小于25KG)
1.8小时/KG
33.链轮
套直径
=70mm
=120mm
=150mm
=200mm
=250mm
重量系数
=5
=10
=15
=25
〉25
34.折弯件
折弯次数
工时(分钟)
20
25
40
55
长*宽(m2)
=0.1
=0.5
=1
=1.5
〉1.5
1.25
≤10
≤25
≤50
≤100
〉100
0.8
35.振体
按重量:
重量*0.1小时/公斤+20小时
36.护板焊件
按焊缝长度:
1.5小时/米
37.大料斗
工时=重量*定额+法兰长度*4小时/米
〉δ5
100时/吨
90时/吨
80时/吨
38.台架体
10小时/空格
39.管夹
δ〈6毫米15分钟/件
δ≥6毫米25分钟/件
40.滚筒
5小时/件
41.密封室
42.架体
12小时/件
43.皮带机头架
18小时/件
44.皮带机尾架
22小时/件
45.螺旋盖板
钢板法兰
角钢法兰
长度≤2200mm
长度>
2200mm
≤2200mm
46.压辊支架
工时=1.5小时+0.5小时/横撑*横撑数
47.平面电机座
有电机板
无电机板
型钢〈100mm
型钢≥100mm
48.筛框
1小时/件
49.小支座
面积≤100*100
面积


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 钣金件 工时 定额 试行 标准 818
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 建筑工程编制依据及概况.docx
建筑工程编制依据及概况.docx
-
建筑工程质量控制点土建类.docx
-
建筑设计师的总结报告最新版.docx
-
建筑制图基础机考网考题库及复习资料.docx
-
健身房经营管理方案之欧阳科创编.docx
-
江苏省计算机二级VB考试真题及参考答案.docx
-
江西省新余市事业单位《职业能力测验》教师教育与答案.docx
-
交通信号灯及路灯施工方案.docx
-
教改课题申报书填写技巧.docx
-
教师读书活动总结4篇.docx
-
教师考核表评语.docx
-
幼儿园园务工作总结.docx
-
幼儿园中班配班个人工作计划范文五篇.docx
-
幼教考试作文写作.docx
-
热门财务述职报告锦集5篇.docx
-
人教 模块一Unit1 学案.docx
-
人教版 九年级上册 新初三暑假衔接课程 圆 第一二课时 含习题和答案教育文档.docx
-
人教版地理初二上学期综合检测卷一含答案.docx
-
人教版高二英语选修7单词表doc.docx
-
商务与经济统计作业仅供参考.docx
-
上半年安徽省安全工程师安全生产法行政处罚的概念试题.docx
-
上半年贵州省安顺市平坝区事业单位《职业能力倾向测验》试题及答案.docx
-
学年高中英语高考提能练Unit1Schoollife仿真检测灵活拆组卷牛津译林版必修1.docx
-
学年家长学校工作总结.docx
-
THE PORTABLE WEBSITE.docx
-
学校教务处工作总结4篇.docx
-
学校组织一次义卖会方案.docx
-
XX规划局大型展览馆改扩建工程项目可行性研究报告.docx
-
验工计价管理办法.docx
-
XX农家乐生态园投资经营项目商业计划书.docx
-
液晶材料市场分析报告.docx
-
XX乡村电子商务服务站项目投资建设运营方案.docx
-
六年级作文心愿1.docx
-
隆德县二小学年一年级上学期期末考试.docx
-
高中生物 第三章 第三节 染色体变异及其应用课时作业 苏教版必修2.docx
-
律师在代理物业管理费纠纷案中诉讼技巧副本.docx
-
论合理行政与自由裁量权的正确使用韩玉国.docx
-
马克思主义基本原理概论试题及答案全套.docx
-
高中英语 高考题型专项练习 语法填空100篇.docx
-
吕梁学院物理学专业绿色能源技术方向开出实验匹配表.docx
-
马克思主义基本原理概论课程报告 4800字.docx
-
高中物理选修34第四章学案1习题 课后作业有详细解答.docx
-
满月酒简单主持词.docx
-
铆工班技术员岗位规范.docx
-
高中政治 专题 1 不打官司解决纠纷教案 5.docx
-
个股期权投资者考试一级题库部分复习进程.docx
-
煤矿安全质量细化质量标准化表格.docx
-
负荷分级及计算习题.docx
-
免考勤申请书的写法完整版.docx
-
个人社会实践心得体会800字.docx
-
高效液相色谱法HPLC的概述.docx
