 金相试样的制备及金相组织观察Word下载.docx
金相试样的制备及金相组织观察Word下载.docx
- 文档编号:4591515
- 上传时间:2023-05-03
- 格式:DOCX
- 页数:18
- 大小:576.81KB
金相试样的制备及金相组织观察Word下载.docx
《金相试样的制备及金相组织观察Word下载.docx》由会员分享,可在线阅读,更多相关《金相试样的制备及金相组织观察Word下载.docx(18页珍藏版)》请在冰点文库上搜索。
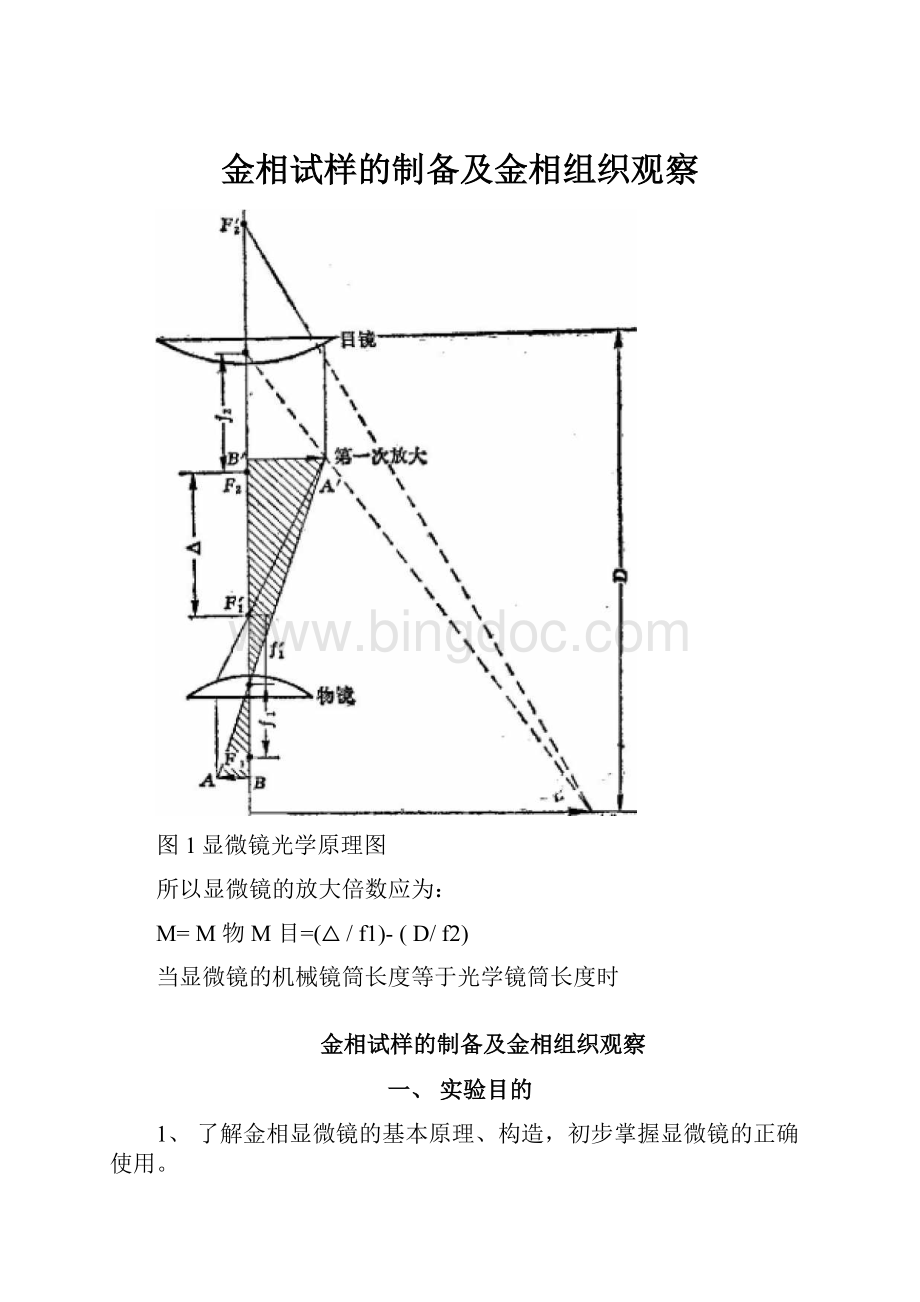
BAB=(△+★'
)/f1式中f1、升’一一物镜前焦距与后焦距△――显微镜的光学镜筒长与△相比,物镜的焦距f「很短,可略,所以M物~△/f1
象AB经目镜第二次放大的倍数:
M目=A〃B/A'
4D/f2式中f2目镜的前焦距
D——人眼明视距离,D~250伽。
M=M物M目;
而当这二者不等时,M=M物M目C,C是与机械镜筒长、光学镜筒长有关的系数,一般为1,有时为0.63,其C值标在金相显微镜上。
2、显微镜的鉴别率
显微镜的鉴别率是指它能清晰地分辨试样上两点间最小距离d的能力,人眼在普通光线
下能分辨两点间最小距离为0.15〜0.30mm,即人眼的鉴别率d为0.15〜0.30mm,d值越小,
图2物镜的孔径角
鉴别率越高,鉴别率越高,鉴别率可由下式计算:
二AX
==
式中:
入——入射光线的波长;
A――物镜的数值孔径,它表示物镜的集光能力;
n物镜与试样之间介质的折射率;
0――物镜孔径角的一半(图2)。
由式知,显微镜的鉴别率取决于使用光线的波长和物镜的数值孔径,与目镜无关。
光源的波长可以通过滤色片来选择,蓝光的波长(0.440比黄绿光(0.550短,所以鉴别率较黄绿光大
25%。
当光源的波长一定时,则可通过变化数值孔径A来调节显微镜的鉴别率。
当n越大,或物镜孔径角越大则A越大,但$总是小于90,所以在空气介质(n=1)中使用时,A<
1,这类物镜称为干类物镜。
当物镜与试样之间充满松柏油介质(n=1.52)时,A=1.4,这就是显微镜在高倍观察时所用的油镜头,每个物镜均有一个额定的阿A值刻在物
镜体上。
放大倍数、数值孔径、鉴别率之间的关系
显微镜的同一放大倍数可以由不同倍数的物镜和目镜来组合,具体如何合理选用物镜和目镜
呢?
原则是首先确定物镜,根据计算,选用物镜时,必须使显微镜的放大倍数M=500A〜
1000A之间,这个范围称为有效放大倍数范围。
若在M<
500A,则未能充分发挥物镜的鉴别
率;
M>
1000A,则形成虚伪放大”,其细微部分仍分辨不清。
待物镜选定后,再根据所需的放大倍数选用目镜。
3、金相显微镜的构造
金相显微镜分为台式、立式及卧式三种类型,各有不同的型号。
虽然型号很多,但基本
构造类似,由目镜、物镜、镜筒、照明系统以及保持与结合上述物体的机身与调节器等主要部分构成。
(1)金相显微镜的照明系统
照明系统由光源、凸透镜、滤色片、光栏、毛玻璃和垂直照明器等组成,它们的作用是给金相试样照明。
生物显微镜大多用自然光源,而金相显微镜则必须配备特定的人工光源装
置,通常的光源有:
钨丝灯泡、碳弧灯、碘弧灯、钨弧灯、水银灯、疝灯等。
要使光源通过照明系统,均匀而明亮地照射在金相试样的表面以利观察。
光源发出照明光(一般要将电源
220V通过变压器降至6V左右的电压),通过凸透镜(使散光变为平行光束),滤色片(降
低色差,增加组织衬度,一般选择黄绿光),毛玻璃(使光线均匀投射),孔径光栏(控制光
束的大小,减少光线在镜筒内漫反射,提高映像的清晰度),视场光栏(改变视域的大小,
减少镜筒的反射与炫光以提高映像的衬度而不影响物镜的分辨能力),垂直照明器一平面玻
璃和反射棱镜,其作用是把光源的光束反射到试样上。
金相显微镜的光源,一般装在镜筒的
侧面,与主光轴呈正交。
光线与由侧面射入,要经过主光轴到达金相试样表面,必须转折90°
因此,在两光轴交点处装一个反射面,使光束垂直转向,使光线通过物镜照射到试样表面上,这种结构称垂直照明器。
(2)金相显微镜的光学系统
照明系统入射的光束在金相试样表面反射后,经过物镜、目镜等一套光学方法系统,即
可将试样表面的显微组织放大,并在目镜内成像以供观察,或投射到屏幕上以供摄照,光学放大系统是金相显微镜的核心部分,主要是物镜和目镜。
物镜:
物镜由消色差物镜、平面消色差物镜、复消色差物镜等几种,物镜上刻有如45X/0.65匕”或“0/等符号,其中45X表示放大倍数,0.65表示数值孔径,匕”
或“0/R”表示此物镜是按无限镜筒长度设计的。
目镜:
目镜有普通目镜、补偿目镜、测微目镜、照明目镜等等,其类型、放大倍数等均刻在目镜的金属外壳上。
普通目镜与消色差物镜配合使用。
补偿目镜带“K”字标记,与复
消色差物镜配合使用,补偿目镜不可与消色差物镜配合使用。
测微目镜内附有刻度标尺,可
测量金相组织中如晶粒大小、石墨长短、表面渗层或脱碳层厚度等等。
照相目镜在进行金相摄影时使用。
XJB-1型金相显微镜备有5X、10X、15X三个目镜。
显微镜在使用时,可根据需要放大倍数选择合适的物镜和目镜(见表1)。
表1显微镜放大倍数
物镜
8X(干系)
45X(干系)
100X(油系)
5X
40X
225X
500X
10X
80X
450X
1000X
15X
120X
675X
1500X
(3)金相显微镜的机械系统
由显微镜的底座、镜筒、载物台及调节焦距螺旋等组成。
物台可前后左右移动试样位置,调节焦距螺旋有粗调和微调两种,用于升降镜筒,调节焦距可获得清晰的图像。
3、金相显微镜使用步骤及注意事项
金相显微镜是昂贵的精密光学一起,使用时必须严格遵守操作规程和必要的规定:
(1)初次操作显微镜,应首先了解显微镜的构造、基本原理、各主要部件的作用和位置,以
及使用注意事项。
(2)金相试样要干净并保持个人卫生,严禁用手摸镜头,更不能把带水和酒精的试样放在物台上,擦镜头不允许用任何异物,一定要用擦镜头纸。
(3)小心取出金相显微镜的防护罩,旋转升降调整器,检查镜筒之升降并熟记其旋转方向,再检查载物台前后左右的移动情况,根据需要选择放大倍数适当的物镜和目镜。
(4)显微镜的照明灯泡,一般为6〜8V,使用时,必须接上降压器,千万不可将其直接插入
220V电源,以免烧毁灯泡。
⑸操作要细心,不能有粗暴和剧烈的动作,安装、更换镜头及其它附件时要小心,不能摔
在桌上或地上。
(6)观察样品,要进行聚焦。
调焦时要避免物镜与样品接触。
先转动粗调螺旋,使物台下降,
使样品尽量靠近物镜(不能接触),然后用眼睛从目镜中观察,用手反向旋转粗调螺旋,使物台慢慢上升,待到看到组织后,再调节微调螺旋,直到图像清晰为止。
(7)使用完毕后,试样放回原处,立即关闭电源并盖好防护罩。
(8)使用过程中若发生故障,应立即报告指导教师,不能随便自行拆修。
四、金相试样的制备步骤
金相试样的制备过程包括取样、磨制、抛光、侵蚀等几个步骤,制备好的试样应能观察
到真实组织,无磨痕、麻点及水迹,并使金属组织中的夹杂物、石墨等不脱落。
现简要叙述如下:
试样有手工磨制和机械磨制两种方法。
手工磨光是用不同粗细粒度的金相砂纸由粗到细
逐次磨平。
金相砂纸的粗细粒度与编号方法有关,编号若用数字表示的,如280、320、400、
600、800等等,则编号越大,则砂粒标准粒度直径越小;
若用M加一位或两位数字表示的
(如M7、M28),则数字越小,砂粒标准直径越小;
另一种编号方法采用1、1/2、01、02、
03、04等表示的砂粒度的直径逐渐细小。
手工磨制方法简单,首先将砂纸平铺在玻璃或金属板上,一手将砂纸按住,一手将试样磨面轻压在砂纸上,并向前推行,进行磨光,直到试样磨面上仅留有一个方向的均匀磨痕为止。
在试样上所加的压力要求均衡,磨面与砂纸必须
完全接触,这样才能使整个磨面均匀的进行磨削,在磨光的回程中最好将试样提起拉回,不
与砂纸接触,这样单程单向的反复进行,直至旧的磨痕被去掉,新的磨痕均匀一致为止。
在
调换下一号更细砂纸时,应将试样上的磨屑和砂粒清除干净,并转动90度,即与上一道磨
痕方向垂直。
为了加快磨制速度,除手工磨制外,还常将不同型号的砂纸粘附在电动机带动的带有旋转圆盘的预磨机上进行机械磨制。
用干砂纸时,转速应低,150左右。
用水砂纸时,
转速可以高些,300〜400rpm,因为水砂纸有流水冲刷冷却,试样不受热。
磨光时用力轻而均匀。
3、抛光抛光的目的在于去除细磨时产生的细微磨痕和变形层,以获得光滑的镜面。
常用的抛光方祛有机械抛光、电解抛光和化学抛光三种,其中以机械抛光应用最广。
机械抛光是在专用的抛光机上进行。
抛光机主要由电动机和抛光圆盘(①200-300mm)组
成,抛光圆盘多用铸铜、铸铝;
少用铸铁,铸铁易锈。
抛光盘转速为200〜600rpm,不能太
快,太快则抛光粉的浪费大,操作者掌握不适当,试样表面易发热而变灰暗。
抛光盘上铺以
细帆布、呢绒、丝绸等。
抛光时在抛光盘上不断滴注抛光液。
抛光液通常采用Al203>
Mg0
或C「203等细粉末(粒度约为0.3~1卩m在水中的悬浮液,一般常用的浓度是一升水中5〜10克
AD03或10〜15克CQ03。
这些氧化物粒子很硬,在抛光时对于金属的作用就好像磨料一样,发生磨切作用。
机械抛光就是靠极细的抛光粉对磨面的机械作用来消除磨痕而使其成为光滑的镜面。
抛光织物和磨料,可按不同要求选用。
对于抛光织物的选用,钢一般用细帆布、呢绒和
丝绒;
灰口铸铁为防止石墨脱落或曳尾,可用没有绒毛的织物;
铝、镁、铜等有色金属可用细丝绒。
对于磨料的选用,一般说,钢、铸铁可用氧化铝、氧化铬及金刚石研磨膏,有色金属等软材料可用细粒度的氧化镁。
操作时将试样磨面均匀地压在旋转的抛光盘上,并沿盘的
边缘到中心不断作径向往复运动,同时试样自身略加转动,以便试样各部分抛光程度一致及
避免曳尾现象的出现。
抛光后的试样,其磨面应光亮无痕,且石墨或夹杂物等不应抛掉或有
曳尾现象。
电解抛光是将试样放在电解液中作为阳极,用不锈钢板或铅板作阴极,以直流电通过电
解液到阴极(即样品),这样,试样表面凸起部分被溶解而抛光。
这种方法的优点是速度快,表面平滑光整,无机械抛光时易出现的划痕,不会有塑性变形。
缺点是对金属材料化学性的不均匀性,显微偏析明显,抛光过程不易控制。
化学抛光不需要应用外电流,是将试样侵入适当的抛光液中进行表面抛光的方法。
抛光后的试样应用清水冲洗干净,然后用酒精冲去残留水滴,再用吹风机吹干。
4、侵蚀除观察试样中某些非金属夹杂物或铸铁中的石墨等情况外,经抛光后(化学抛光
除外)的试样必须用侵蚀剂进行侵蚀,以清楚的显示出其显微组织,否则在显微镜下只能看
到一片亮光。
常用的侵蚀方法是化学侵蚀法。
作用机理如下:
化学侵蚀是将抛光好的试样磨面在化学侵蚀剂中侵蚀或檫拭一定时间。
对于纯金属和
W帙Itflk晶界(W总片联珠光协
图5单相和两相组织的显示
而呈凹沟,在显微镜下观察时,条黑色的晶界,如图5(a)所示。
纯金属中由于各个晶粒的结晶位向各不相同,因此化学性能也是各向异性,因此有的晶粒受蚀快一些,就深一些;
有的晶粒受蚀慢一些,就浅一些。
光线从各个晶粒反射出来的情况也不是一样,结果在显微镜下各个晶粒的明暗程度便不一样。
对于两相合金,由于两个相的电极电位不同,电
极电位低的相成为阳极并被腐蚀凹下去,当光线照射到凹凸不平的试样表面时,就能看到不同的组成相,如图5(b)
所示。
5、观察试样侵蚀后,应立即用水冲洗,并用沾酒精的棉花擦拭表面,除去水份再用棉花轻吸去表面酒精,然后吹干即可在显微镜下观察。
侵蚀后的样品应保存在干燥器中,以防潮湿空气的氧化。
若有氧化,则应重新磨制和侵蚀后才能观察。
。
五、实验报告要求:
1实验目的
2实验设备和用品
3实验内容及结果绘出在显微镜下观察到的金相显微组织,标明相应的放大倍数,对照标准金相挂图确定材料类型。
并回答如下问题:
(1)什么是金相显微镜的有效放大倍数?
如何合理选用物镜和目镜?
(2)利用金相显微镜观察试样时,为什么要调焦?
如何保证调焦时物镜不接触试样表面?
(3)纯铁各晶粒为什么颜色不同?
(4)显微镜下看到的晶粒大小,是否反映其真实的晶粒大小?
为什么?
图2ChR.和G对结晶形态的影响
焊接接头金相组织观察
1观察与分析焊缝的各种典型结晶形态;
2、掌握碳钢焊接接头各区域的组织变化。
二、实验装置及实验材料
1粗细金相砂纸
2、平板玻璃
3、碳钢焊接接头试块
4、金相显微镜
5、吹风机
6、4%硝酸酒精溶液、脱脂棉
7、典型金相照片
三、实验原理
焊接过程中,焊接接头各部分经受了不同的热循环,因而所得组织各异。
组织的不同,
导致机械性能的变化。
对焊接接头进行金相组织的观察与分析,是对接头机械性能鉴定的不
可缺少的环节。
微镜或电子显微镜进行观察,分析焊缝的结晶形态,焊接热影响区金属的组织变化,焊接接头的微观缺陷等。
焊接接头由焊缝金属和焊接热影响区金属组成。
焊缝金属的结晶形态与焊接热影响区的组织变化,不仅与焊接热循环有关,也和所用的焊接材料和被焊材料有密切关系。
1、焊缝凝固时的结晶形态
(1)焊缝的交互结晶
熔化焊是通过加热使被焊金属的联接处达到熔化状态,焊缝金属凝固后实现金属的焊接。
联接处的母材和焊缝金属具有交互结晶的特征,图1为母材和焊缝金属交互结晶示意图。
由图可
见,焊缝金属与联接处母材具有共同的晶粒,即
熔池金属的结晶是从熔合区母材的半熔化晶粒上开始向焊缝中心成长的。
这种结晶形式称为交互结晶或联生结晶。
当晶体最易长大方向与散热最快方向一致时,晶体便优先得到成长,有的晶体由于取向不利于成长,晶粒的成长会被遏止,这就是所谓选择长大,并形成焊缝中的柱状晶。
(2)焊缝的结晶形态
根据浓度过冷的结晶理论,合金的结晶形态与溶质的浓度Co、结晶速度(或晶粒长大速度)R和温度梯度G有关。
图2为C。
、R和G对结晶形态的影响。
由图可见,当结晶速度R和温度梯度G不变时,随着金属中溶质浓度的提高,浓度过
冷增加,从而使金属的结晶形态由平面晶变为胞状晶,胞状树枝晶,树枝状晶及等轴晶。
当合金成分一定时,结晶速度越快,浓度过冷越大,结晶形态由平面晶发展到胞状晶树枝状晶,最后为等轴晶。
当合金成分Co和结晶速度R一定时,随着温度梯度G的升高,浓度过冷将减小,因而结晶形态会由等轴晶变为树枝晶,直至平面晶。
随着晶粒的成长,熔池中晶粒界面前的浓度过冷和温度梯度也随着发生变化。
因而,熔池全部凝固以后,各处将会出现不同的结晶形态。
在焊接熔池的熔化边界上,温度梯度G
较大,结晶速度R很小,因此此处的浓度过冷最小,随着焊接熔池的结晶,温度梯度G由
熔化的边界处直到焊缝中心逐渐变小,熔池的结晶速度却逐渐增大,焊缝中心处,温度梯度
最小,结晶速度最大,故浓度过冷最大。
由上述分析可知,焊缝中结晶形态的变化,由熔合区直到焊缝中心依次为:
平面晶,胞状晶,树枝状晶,等轴晶。
在实际的焊缝金属中,由于被焊金属的成分、板厚、接头型式和熔池的散热条件不同,一般不具有上述的全部结晶形态。
当焊缝金属成分不甚复杂时,熔合区将出现平面晶或胞状
晶。
焊缝的结晶形态除了受被焊金属成分的影响外,还与焊接速度、焊接电流、板厚和接头形式等工艺因素有关。
(3)碳钢焊接热影响区金属的组织变化以20号钢为例,根据其焊接热影响区金属的组织特征,可以分为四个区域(如图3所示)
i)熔合区
紧邻焊缝的母材与焊缝交界处的金属称为熔合区或半熔化区,焊接时,该区金属处于局部熔化状态,加热温度在固液相温度区间,在一般熔化焊的情况下,此区仅有2~3个晶粒的宽度,甚至在显微镜下也难以辩认。
熔合区化学成分不均匀,组织粗大,往往是粗大的过热组织或粗大的淬硬组织。
它
图3碳钢焊接热影响区分布特征
对焊接接头的强度,塑性都有很大的影响。
其性能常常是焊接接头中最差的。
ii)粗晶区
该区的加热温度范围为1100~1350C。
由于受热温度很高,使奥氏体晶粒发生严重的长大现象,冷却后得到晶粒粗大的过热组织,故称为过热区。
此区的塑性差,韧性低,硬度高。
其组织为粗大的铁素体和珠光体。
在有的情况下,如气焊导热条件较差时,甚至可获得魏氏
体组织。
粗晶区的显微组织见图4—(b)
iii)细晶区
此区加热温度在AC3〜1100C之间。
在加热过程中,铁素体和珠光体全部转变为奥氏体,即产生金属的重结晶现象。
由于加热温度稍高于Ac3,奥氏体晶粒尚未长大,冷却后将获得
均匀而细小的铁素体和珠光体,相当于热处理时的正火组织,故又称为正火区或相变重结晶
区。
该区的组织比退火(或轧制)状态的母材组织细小,如图4—(c)
iv)不完全重结晶区
廻2)
图4焊接接头金相组织
(a)接头组织(b)过热粗晶区魏氏组织;
(c)正火区(d)不完全结晶区组织
(e)母材组织
焊接时,加热温度在Aci〜AC3之间的金属区域为不完全重结晶区。
当碳钢的加热温度超过Aci时,珠光体先转变为奥氏体。
温度进一步升高时,部分铁素体逐步溶解于奥氏体中,温度越高,溶解的越多,直至Ac3时,铁素体将全部溶解在奥氏体中。
焊后冷却时又从奥氏体中析出细小的铁素体,一直冷却到Ari时,残余的奥氏体就转变为共析组织一珠光体。
由
此看出:
此区只有一部分组织发生了相变重结晶过程,而始终未溶入奥氏体的铁素体,在加
热时会发生长大,变成较粗大的铁素体组织,所以该区域金属的组织是不均匀的,晶粒大小
不一,一部分是经过重结晶的晶粒细小的铁素体和珠光体,另一部分是粗大的铁素体(图4
—(d))。
由于组织不均匀,因而机械性能也不均匀。
如果焊前母材为冷轧状态,则在加热温度为Aci以下的金属中,还存在一个再结晶区。
处于再结晶区的金属,在加热的过程中,将发生金属的再结晶过程,即经过冷变形后的碎晶粒在再结晶温度作用下重新排列的过程。
四、实验方法与步骤
(1)将已焊好试件制成试块,然后把试片四周用砂轮打去毛刺,并把四个角打磨成圆角。
(2)用金相砂纸打磨纸上。
试片研磨完生,用清水冲洗,进行机械抛光,抛光后再用清水冲洗试片。
(3)将抛光好的试片,用4%的硝酸酒精溶液腐蚀,大约经过5~10s左右,立即用清水冲洗,然后用无水乙醇轻轻擦去水分,并用吹风机吹干。
(4)把已制备好的试片在显微镜下进行观察与分析
(5)分清焊接接头各区域后,仔细辨认各区域组织的特征,绘制各区域组织示意图。
五、实验报告要求
1、实验目的
2、实验设备
3、实验内容
(1)绘出碳钢焊接接头的组织变化区划图;
分析碳钢焊接接头各区域组织变化的特征,说明各组织的生成机理及对焊接接头性能的影响。
(2)分别绘出焊接接头的焊缝区、熔合区、焊接热影响区(过热区、正火区、部分相变区)以及母材的金相显微组织,标明相应的放大倍数;
并分析各区域的机械性能。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 金相 试样 制备 组织 观察
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 建筑工程编制依据及概况.docx
建筑工程编制依据及概况.docx
-
建筑工程质量控制点土建类.docx
-
建筑设计师的总结报告最新版.docx
-
建筑制图基础机考网考题库及复习资料.docx
-
健身房经营管理方案之欧阳科创编.docx
-
江苏省计算机二级VB考试真题及参考答案.docx
-
江西省新余市事业单位《职业能力测验》教师教育与答案.docx
-
交通信号灯及路灯施工方案.docx
-
教改课题申报书填写技巧.docx
-
教师读书活动总结4篇.docx
-
教师考核表评语.docx
-
幼儿园园务工作总结.docx
-
幼儿园中班配班个人工作计划范文五篇.docx
-
幼教考试作文写作.docx
-
热门财务述职报告锦集5篇.docx
-
人教 模块一Unit1 学案.docx
-
人教版 九年级上册 新初三暑假衔接课程 圆 第一二课时 含习题和答案教育文档.docx
-
人教版地理初二上学期综合检测卷一含答案.docx
-
人教版高二英语选修7单词表doc.docx
-
商务与经济统计作业仅供参考.docx
-
上半年安徽省安全工程师安全生产法行政处罚的概念试题.docx
-
上半年贵州省安顺市平坝区事业单位《职业能力倾向测验》试题及答案.docx
-
学年高中英语高考提能练Unit1Schoollife仿真检测灵活拆组卷牛津译林版必修1.docx
-
学年家长学校工作总结.docx
-
THE PORTABLE WEBSITE.docx
-
学校教务处工作总结4篇.docx
-
学校组织一次义卖会方案.docx
-
XX规划局大型展览馆改扩建工程项目可行性研究报告.docx
-
验工计价管理办法.docx
-
XX农家乐生态园投资经营项目商业计划书.docx
-
液晶材料市场分析报告.docx
-
XX乡村电子商务服务站项目投资建设运营方案.docx
-
书签制作教案集合6篇.docx
-
小学五年级下册奥数题.doc
-
北师大四年级上奥数题.docx
-
湖北省高速公路施工作业安全监督管理暂行办法.docx
-
万亩盐碱地改良项目计划书.docx
-
第一届全国技能大赛平面设计技术项目技术工作文件.doc
 房屋市政工程生产安全重大事故隐患判定标准解析(2023)..ppt
房屋市政工程生产安全重大事故隐患判定标准解析(2023)..ppt
-
2023年节后复工复产工作方案范文(通用24篇).docx
-
部编版七年级语文下册课后习题参考答案汇总.doc
-
全国历史文化名城吐鲁番市.docx
-
卫浴用具清洁教案反思.docx
-
小学美术新课程标准2022版学习心得体会五篇.docx
-
小学四年级下册 数学(奥数).doc
-
关于建立健全审计查出问题整改长效机制的意见.p.docx
-
交管12123学法减分考试题库(含答案).docx
-
小学四年级上册奥数题.docx
-
2017检验检测机构人员能力评价考试试题(卷)(A)答案解析.doc
-
重庆市高速公路养护工程施工作业安全管理暂行规定.doc
-
部编版语文二年级下册第一单元教材分析.docx
