 数控加工工艺设计过程卡Word文件下载.docx
数控加工工艺设计过程卡Word文件下载.docx
- 文档编号:4454994
- 上传时间:2023-05-03
- 格式:DOCX
- 页数:4
- 大小:14.99KB
数控加工工艺设计过程卡Word文件下载.docx
《数控加工工艺设计过程卡Word文件下载.docx》由会员分享,可在线阅读,更多相关《数控加工工艺设计过程卡Word文件下载.docx(4页珍藏版)》请在冰点文库上搜索。
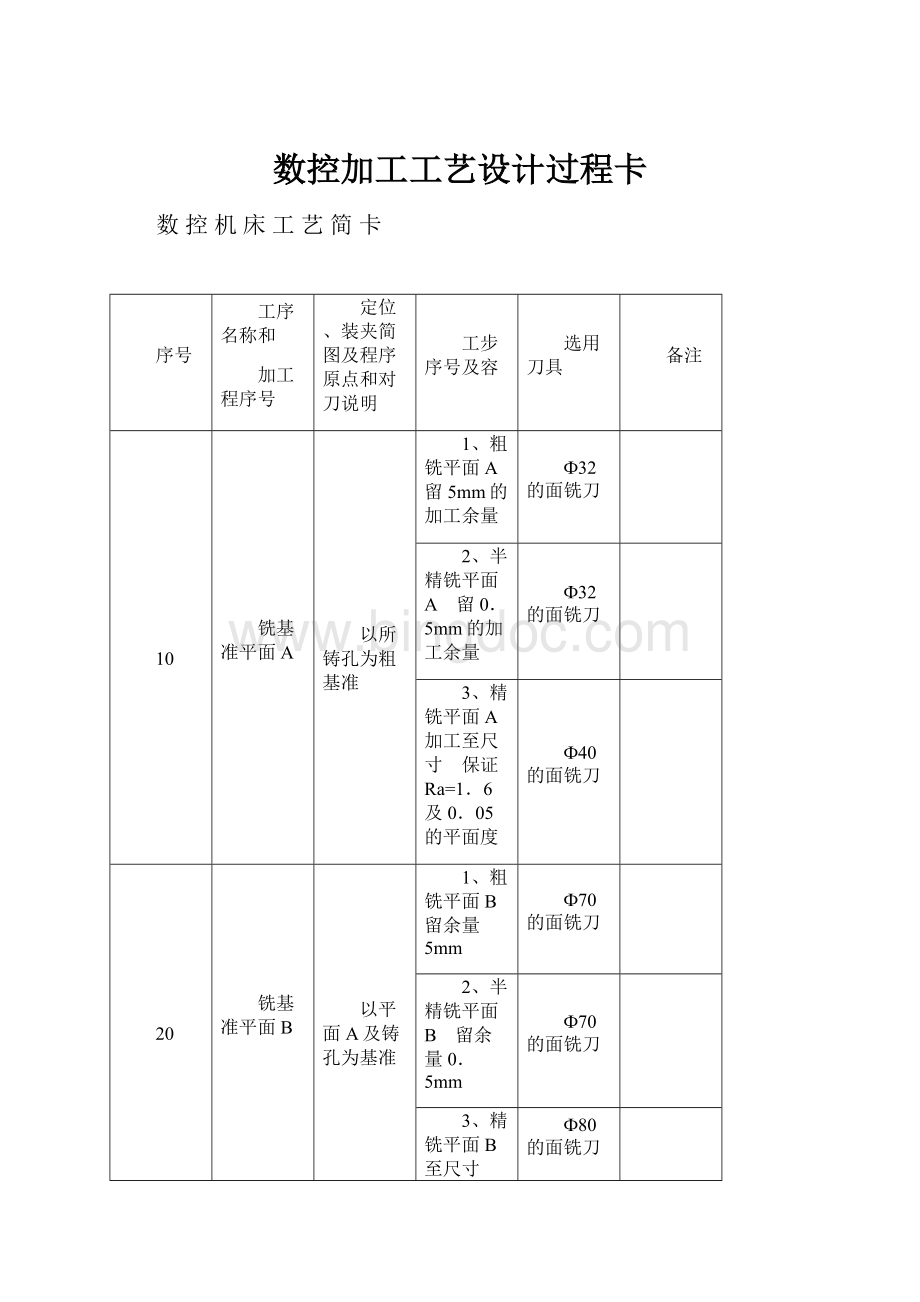
定位、装夹简图及程序原点和对刀说明
工步序号及容
选用刀具
备注
10
铣基准平面A
以所铸孔为粗基准
1、粗铣平面A 留5mm的加工余量
Ф32的面铣刀
2、半精铣平面A 留0.5mm的加工余量
3、精铣平面A 加工至尺寸 保证Ra=1.6及0.05的平面度
Ф40的面铣刀
20
铣基准平面B
以平面A及铸孔为基准
1、粗铣平面B 留余量5mm
Ф70的面铣刀
2、半精铣平面B 留余量0.5mm
3、精铣平面B 至尺寸110mm 保证Ra=1.6及0.08的平面度 与A面的垂直度300:
0.12
Ф80的面铣刀
30
铣结合面E F平面
以A B平面为基准
1、粗铣平面E、F 留余量5mm
Ф125的平面铣刀
2、半精铣平面E、F 留余量0.5mm
3、精铣平面E、F 加工至要求距离尺寸750 匀保证E、F平面Ra=1.6及与平面A、B的垂直度0.1
:
40
铣平面
钻孔
攻螺纹
以平面B F为定位基准
1、粗铣K M NH平面
平面铣刀Ф32
2、半精铣KMNH平面 保证Ra=3.2mm
平面铣刀Ф40
3、钻孔5-Ф17.5
麻花钻Ф17.5
4、扩孔5-Ф17.5至Ф28 深125mm
扩孔刀Ф28
5、钻锥销孔2-Ф8的中心孔
中心钻Ф6
6、铰锥销孔2-Ф8的中心孔至尺寸 保证Ra=1.6mm
铰刀Ф8
7、钻2-Ф8的锥销孔
麻花钻Ф8
8、钻螺纹5-M8-6H深18和14-M8-6H深15的中心孔
中心钻Ф6
9、扩螺纹5-M8-6H深18和14-M8-6H深15的中心孔至
扩孔刀Ф7
10、攻螺纹5-M8-6H深18和14-M8-6H深15
Ф8的丝锥
11、钻锥销孔2-Ф12的中心孔
麻花钻Ф10
12、精铰孔2-Ф12的中心孔至尺寸 保证Ra=1.6mm
铰刀Ф12
13、铣R102的圆弧段面
立铣刀Ф20


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 数控 加工 工艺 设计 过程
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 建筑工程编制依据及概况.docx
建筑工程编制依据及概况.docx
-
建筑工程质量控制点土建类.docx
-
建筑设计师的总结报告最新版.docx
-
建筑制图基础机考网考题库及复习资料.docx
-
健身房经营管理方案之欧阳科创编.docx
-
江苏省计算机二级VB考试真题及参考答案.docx
-
江西省新余市事业单位《职业能力测验》教师教育与答案.docx
-
交通信号灯及路灯施工方案.docx
-
教改课题申报书填写技巧.docx
-
教师读书活动总结4篇.docx
-
教师考核表评语.docx
-
幼儿园园务工作总结.docx
-
幼儿园中班配班个人工作计划范文五篇.docx
-
幼教考试作文写作.docx
-
热门财务述职报告锦集5篇.docx
-
人教 模块一Unit1 学案.docx
-
人教版 九年级上册 新初三暑假衔接课程 圆 第一二课时 含习题和答案教育文档.docx
-
人教版地理初二上学期综合检测卷一含答案.docx
-
人教版高二英语选修7单词表doc.docx
-
商务与经济统计作业仅供参考.docx
-
上半年安徽省安全工程师安全生产法行政处罚的概念试题.docx
-
上半年贵州省安顺市平坝区事业单位《职业能力倾向测验》试题及答案.docx
-
学年高中英语高考提能练Unit1Schoollife仿真检测灵活拆组卷牛津译林版必修1.docx
-
学年家长学校工作总结.docx
-
THE PORTABLE WEBSITE.docx
-
学校教务处工作总结4篇.docx
-
学校组织一次义卖会方案.docx
-
XX规划局大型展览馆改扩建工程项目可行性研究报告.docx
-
验工计价管理办法.docx
-
XX农家乐生态园投资经营项目商业计划书.docx
-
液晶材料市场分析报告.docx
-
XX乡村电子商务服务站项目投资建设运营方案.docx
-
小学语文部编版4年级重点知识汇总小四语文第14讲把握文章的中心学生版.docx
-
环境与可持续发展复习资料云南农业大学.docx
-
黑龙江省哈尔滨市学年高二生物上册期末试题.docx
-
小学语文易错字词.docx
-
江苏省四校淮阴中学南师大附中天一中学海门高中届高三联考语文试题.docx
-
计算机组成原理考点总结终结版.docx
-
江苏省宿迁市中考地理试题含答案.docx
-
校园生活服务类APP创业项目计划书.docx
-
宏程序.docx
-
会议记录的相关写法.docx
-
四年级上册基训答案.docx
-
冀教版小学美术四年级上册.docx
-
江西省公卫助理碘伏消毒剂试题.docx
-
心理健康教育的教案.docx
-
家具店51活动方案.docx
-
江西省玉山县一中届高三语文上学期第一次月考试题.docx
-
四年级语文下册集体备课记录.docx
-
苏教版六年级语文上册教案第2单元.docx
-
机械行业分析报告.docx
