 CQI-27 审核检查表表格推荐下载.xlsx
CQI-27 审核检查表表格推荐下载.xlsx
- 文档编号:418375
- 上传时间:2023-04-28
- 格式:XLSX
- 页数:154
- 大小:321.84KB
CQI-27 审核检查表表格推荐下载.xlsx
《CQI-27 审核检查表表格推荐下载.xlsx》由会员分享,可在线阅读,更多相关《CQI-27 审核检查表表格推荐下载.xlsx(154页珍藏版)》请在冰点文库上搜索。
过程表D:
半永久模铸铝过程表E:
铝气缸盖自有铸造企业(是/否):
是过程表F:
型砂铸铝过程表G:
熔模铸造(铁/钢)商业铸造企业(是/否):
否过程表H:
铝高压压铸过程表I:
镁高压压铸前次审核日期:
/过程表J:
铝金属铸模过程表K:
铝活塞本次审核日期:
2018年7月116日-17日7月24日过程表L:
锌高压压铸过程表M:
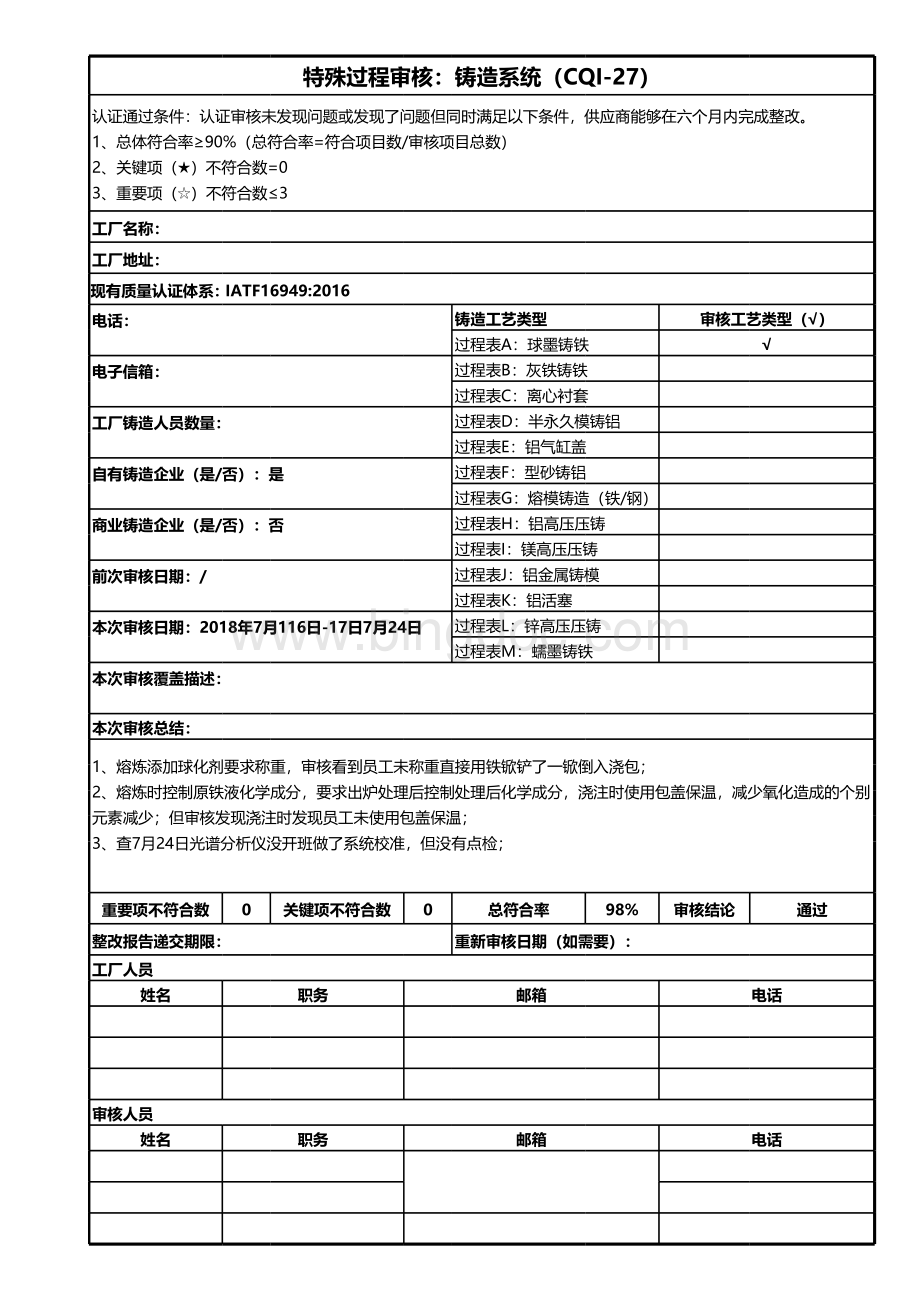
蠕墨铸铁本次审核覆盖描述:
本次审核总结:
1、熔炼添加球化剂要求称重,审核看到员工未称重直接用铁锨铲了一锨倒入浇包;
2、熔炼时控制原铁液化学成分,要求出炉处理后控制处理后化学成分,浇注时使用包盖保温,减少氧化造成的个别元素减少;
但审核发现浇注时发现员工未使用包盖保温;
3、查7月24日光谱分析仪没开班做了系统校准,但没有点检;
重要项不符合数0关键项不符合数0总符合率98%审核结论通过整改报告递交期限:
重新审核日期(如需要):
工厂人员姓名职务邮箱电话审核人员姓名职务邮箱电话审核评分矩阵表审核项目总数符合项目数总符合率重要项()不符合数关键项()不符合数审核结论989698%00通过19符合1982符合770符合00符合00符合00符合00符合00符合00符合00符合00符合00符合00符合00符合0一般项0一般项2一般项0一般项0一般项0一般项0一般项0一般项0一般项0一般项0一般项0一般项0一般项0一般项0重要项0重要项0重要项0重要项0重要项0重要项0重要项0重要项0重要项0重要项0重要项0重要项0重要项0重要项0关键项0关键项0关键项0关键项0关键项0关键项0关键项0关键项0关键项0关键项0关键项0关键项0关键项0关键项0不适用0不适用3不适用0不适用0不适用0不适用0不适用0不适用0不适用0不适用0不适用0不适用0不适用0不适用0系统评估过程表A过程表B过程表C过程表D过程表E过程表F过程表G过程表H过程表I过程表J过程表K过程表L过程表M1.1符合A1.1符合B1.1C1.1D1.1E1.1F1.1G1.1H1.1I1.1J1.1K1.1L1.1M1.11.2符合A1.2符合B1.2C1.2D1.2E1.2F1.2G1.2H1.2I1.2J1.2K1.2L1.2M1.21.3符合A1.3符合B1.3C1.3D1.3E1.3F1.3G1.3H1.3I1.3J1.3K1.3L1.3M1.31.4符合A1.4符合B1.4C1.4D1.4E1.4F1.4G1.4H1.4I1.4J1.4K1.4L1.4M1.41.5符合A1.5符合B1.5C1.5D1.5E1.5F1.5G1.5H1.5I1.5J1.5K1.5L1.5M1.51.6符合A1.6符合B1.6C1.6D1.6E1.6F1.6G1.6H1.6I1.6J1.6K1.6L1.6M1.61.7符合A1.7符合B1.7C1.7D1.7E1.7F1.7G1.7H1.7I1.7J1.7K1.7L1.7M1.71.8符合A1.8符合B1.8C1.8D1.8E1.8F1.8G1.8H1.8I1.8J1.8K1.8L1.8M1.81.9符合A1.9符合B1.9C1.9D1.9E1.9F1.9G1.9H1.9I1.9J1.9K1.9L1.9M1.92.1符合A1.10不适用B1.10C2.1D1.10E1.10F1.10G2.1H1.10I1.10J1.10K1.10L1.10M1.102.2符合A1.11符合B1.11C2.2D1.11E1.11F1.11G2.2H1.11I1.11J1.11K1.11L1.11M1.112.3符合A2.1符合B2.1C2.3D1.12E1.12F2.1G2.3H1.12I1.12J1.12K1.12L1.12M2.12.4符合A2.2一般项B2.2C2.4D1.13E1.13F2.2G2.4H1.13I1.13J1.13K1.13L1.13M2.22.5符合A2.3一般项B2.3C2.5D1.14E1.14F2.3G2.5H1.14I1.14J1.14K1.14L1.14M2.33.1符合A2.4符合B2.4C2.6D1.15E1.15F2.4G2.6H1.15I1.15J1.15K1.15L1.15M2.43.2符合A2.5符合B2.5C2.7D1.16E1.16F2.5G2.7H1.16I1.16J1.16K1.16L1.16M2.54.1符合A2.6符合B2.6C2.8D1.17E1.17F2.6G2.8H1.17I1.17J2.1K2.1L1.17M2.64.2符合A2.7符合B2.7C3.1D1.18E1.18F2.7G2.9H1.18I1.18J2.2K2.2L1.18M2.74.3符合A2.8符合B2.8C3.2D1.19E1.19F2.8G2.10H2.1I1.19J2.3K2.3L2.1M2.8A3.1符合B3.1C3.3D1.20E1.20F2.9G3.1H2.2I2.1J2.4K2.4L2.2M3.1A3.2符合B3.2C3.4D2.1E1.21F2.10G3.2H2.3I2.2J2.5K2.5L2.3M3.2A3.3符合B3.3C3.5D2.2E1.22F2.11G3.3H2.4I2.3J2.6K2.6L3.1M3.3A3.4符合B3.4C3.6D2.3E1.23F2.12G3.4H2.5I2.4J3.1K2.7L3.2M3.4A3.5符合B3.5C3.7D2.4E1.24F2.13G3.5H2.6I3.1J3.2K3.1L3.3M3.5A3.6符合B3.6C3.8D2.5E1.25F3.1G3.6H2.7I3.2J3.3K3.2L3.4M3.6A3.7符合B3.7C3.9D2.6E1.26F3.2G4.1H2.8I3.3J3.4K3.3L3.5M3.7A3.8符合B3.8C3.10D2.7E2.1F3.3G4.2H2.9I3.4J3.5K3.4L3.6M3.8A3.9符合B3.9C3.11D2.8E2.2F3.4G4.3H2.10I3.5J3.6K3.5L3.7M3.9A3.10符合B3.10C3.12D2.9E2.3F3.5G4.4H2.11I3.6J3.7K3.6L3.8M3.10A3.11不适用B3.11C4.1D2.10E2.4F3.6G4.5H2.12I3.7J3.8K3.7L3.9M3.11A3.12不适用B3.12C4.2D2.11E2.5F3.7G4.6H2.13I3.8J3.9K3.8L3.10M3.12A3.13符合B3.13C4.3D2.12E2.6F3.8G4.7H2.14I3.9J3.10K3.9L4.1M3.13A4.1符合B3.14C4.4D2.13E2.7F3.9G5.1H3.1I3.10J4.1K3.10L4.2M4.1A4.2符合B3.15C4.5D2.14E2.8F3.10G5.2H3.2I3.11J4.2K4.1L4.3M4.2A4.3符合B4.1C4.6D3.1E2.9F4.1G5.3H3.3I3.12J4.3K4.2L5.1M4.3A4.4符合B4.2C4.7D3.2E2.10F4.2G5.4H3.4I3.13J5.1K4.3L5.2M4.4A4.5符合B4.3C4.8D3.3E2.11F4.3G5.5H3.5I3.14J5.2K4.4L5.3M4.5A4.6符合B4.4C4.9D3.4E2.12F5.1G5.6H3.6I4.1J5.3K5.1L5.4M4.6A4.7符合B4.5C4.10D3.5E2.13F5.2G5.7H4.1I4.2J5.4K5.2L5.5M4.7A4.8符合B4.6C4.11D3.6E2.14F5.3G6.1H4.2I4.3J5.5K5.3L5.6M4.8A4.9符合B4.7C5.1D4.1E3.1F5.4G6.2H4.3I4.4J5.6K5.4L5.7M4.9A4.10符合B4.8C5.2D4.2E3.2F5.5G7.1H4.4I4.5J5.7K5.5L5.8M4.10A4.11符合B4.9C5.3D4.3E3.3F5.6G7.2H4.5I4.6J5.8K5.6L5.9M4.11A4.12符合B4.10C5.4D4.4E3.4F5.7G7.3H4.6I5.1J5.9K5.7L5.10M4.12A4.13符合B4.11C5.5D4.5E3.5F5.8G7.4H4.7I5.2J5.10K5.8L5.11M4.13A5.1符合B4.12C5.6D4.6E3.6F5.9G7.5H4.8I5.3J5.11K5.9L5.12M5.1A5.2符合B4.13C5.7D4.7E4.1F5.10G7.6H4.9I5.4J5.12K5.10L5.13M5.2A5.3符合B5.1C5.8D4.8E4.2F5.11G7.7H4.10I5.5J5.13K5.11L5.14M5.3A5.4符合B5.2C5.9D4.9E4.3F5.12G7.8H4.11I5.6J6.1K5.12L5.15M5.4A5.5符合B5.3C5.10D4.10E4.4F5.13G8.1H4.12I6.1J6.2K5.13L6.1M5.5A5.6符合B5.4C6.1D5.1E4.5F5.14G8.2H5.1I6.2J6.3K6.1L7.1M5.6A5.7符合B5.5C6.2D5.2E4.6F5.15G8.3H5.2I6.3J6.4K6.2L7.2M5.7A5.8符合B5.6C6.3D5.3E4.7F5.16G8.4H5.3I7.1J6.5K6.3L7.3M5.8A5.9符合B5.7C6.4D6.1E4.8F6.1G8.5H6.1I7.2J6.6K6.4L7.4M5.9A5.10符合B5.8C7.1D6.2E4.9F6.2G8.6H6.2I7.3J7.1K6.5L7.5M5.10A5.11符合B6.1C7.2D6.3E4.10F6.3G8.7H6.3I7.4J7.2K6.6L7.6M5.11A5.12符合B6.2C7.3D6.4E5.1F6.4G8.8H6.4I7.5J7.3K7.1L8.1M5.12A5.13符合B6.3C7.4D6.5E5.2F6.5G8.9H6.5I8.1J7.4K7.2L8.2M5.13A5.14符合B6.4C7.5D6.6E5.3F6.6G8.10H6.6I8.2J7.5K7.3L8.3M5.14A5.15符合B6.5C7.6D6.7E5.4F6.7G8.11H7.1I8.3J7.6K7.4L8.4M5.15A5.16符合B6.6C7.7D6.8E5.5F7.1G8.12H7.2I8.4J8.1K7.5L8.5M5.16A5.17符合B7.1C7.8D6.9E5.6F7.2G8.13H7.3I8.5J8.2K7.6L8.6M5.17A6.1符合B7.2C7.9D6.10E5.7F7.3G8.14H7.4I8.6J8.3K7.7L9.1M6.1A6.2符合C7.10D6.11E5.8F7.4G9.1H7.5I8.7J8.4K7.8L10.1M6.2A6.3符合C7.11D6.12E5.9F7.5G9.2H7.6I9.1J8.5K7.9L10.2M6.3A7.1符合C7.12D6.13E5.10F7.6G9.3H7.7I9.2J8.6K8.1L10.3M7.1A7.2符合C7.13D7.1E5.11F7.7G9.4H8.1I9.3J8.7K8.2L10.4M7.2A7.3符合C7.14D7.2E5.12F8.1G9.5H8.2I9.4J9.1K8.3L10.5M7.3A7.4符合C7.15D7.3E5.13F8.2G9.6H8.3I9.5J9.2K8.4L10.6M7.4A7.5符合C7.16D7.4E6.1F8.3G9.7H8.4I9.6J9.3K8.5L10.7M7.5A7.6符合C7.17D7.5E6.2F8.4G9.8H8.5I10.1J9.4K9.1L11.1M7.6A7.7符合C7.18D7.6E6.3F8.5G9.9H8.6I10.2J9.5K9.2L11.2M7.7A7.8符合C7.19D8.1E6.4F8.6G10.1H9.1J10.1L11.3M7.8A7.9符合C7.20D8.2E6.5F9.1G10.2H9.2J10.2L11.4M7.9A8.1符合C7.21D8.3E6.6F9.2G10.3L11.5M8.1A8.2符合C8.1D8.4E7.1G10.4L11.6M8.2A8.3符合C8.2D8.5E7.2G10.5L11.7M8.3A8.4符合C8.3D8.6E7.3G10.6L12.1M8.4A8.5符合C8.4D8.7E7.4G11.1L12.2M8.5A8.6符合C8.5D9.1E7.5G11.2M8.6A9.1符合C8.6D9.2E7.6M9.1A9.2符合D9.3E7.7M9.2D9.4E7.8D9.5E8.1D9.6E8.2D9.7E8.3D10.1E8.4D10.2E8.5D10.3E8.6D10.4E8.7D10.5E8.8D10.6E9.1D11.1E9.2D11.2E9.3E9.4E9.5E10.1E10.2特殊工艺审核不符合项清单序号类别/步骤问题描述要素编号1炉料与合金料添加熔炼添加球化剂要求称重,审核看到员工未称重直接用铁锨铲了一锨倒入浇包;
A2.22炉料与合金料添加1.熔炼时控制原铁液化学成分,要求出炉处理后控制处理后化学成分,浇注时使用包盖保温,减少氧化造成的个别元素减少;
A2.33炉料与合金料添加查7月24日光谱分析仪没开班做了系统校准,但没有点检;
A2.3特殊过程:
铸造系统基础表序号类别/过程步骤评价结果要素编号最低要求实际情况的观察/评论评价一、管理职责和质量策划1.1铸造厂质量管理体系、产品和过程方面的所有要求得到满足。
符合1.1.1铸造厂质量管理体系依据IATF16949建立并运行,并获得第三方认证机构认证。
已取得IATF16949认证证书,BSI证书编号85708-000,IATF编号0301397Pass1.1.2顾客要求的全尺寸、材料、性能检验必须得到落实(项目、频次、样本量);
顾客没有要求的,按照行业惯例执行。
能按控制计划策划的要求执行,查首件检验报告、金相、光谱成分、壁厚尺寸、试棒强度检验记录均按控制计划执行。
Pass1.2铸造厂应确保所有员工清楚他们监控产品和过程质量的职责和权限,员工胜任被委派的工作,以上要求包括外部临时工。
符合1.2.1员工在其各自工作范围内的职责、权限(例如,过程放行、首件检验、员工自检、过程停线)得到描述并且得到执行;
在公司质量手册和人力资源部编制的岗位职责与权限中有详细的描述;
询问浇注工能熟知自己的岗位职责。
Pass1.2.2员工清楚操作错误可能会引起的后果(产品有什么任务/功能,如果由于错误装配等导致产品功能不能被保证的话,又会发生什么);
观察制芯工序员工作业按照标准化作业指导书作业,询问员工芯子不致密对产品的影响,员工能清楚地了解。
人力资源部除按照“年度培训计划”进行培训外,产线对变化点和分层审核发现的问题进行OPL十分钟教育培训,查铸二车间7月13日有OPL十分钟教育有培训记录。
Pass1.2.3员工定期收到当前质量达到的标准信息,即有内部的又有顾客的(投诉);
现场目视板展示内外部的质量信息,相关的工序有质量警示单,里面包括以往客户反馈的异常图片。
(如在造型线质量警示单上看到,因错箱导致玉柴反馈装机干涉的改善措施和员工生产过程中的注意事项)Pass1.2.4员工必须可获得带有适当工作简介的任务描述书,并据此开展资质认可;
人力资源培制定了书面的岗位说明书,现场有员工素质矩阵图。
分厂制定并下发了分厂员工手册。
Pass1.2.5针对每个任务和活动谁有资格来做,对此必须予以记录,记录应包括所开展的培训、指导、简报/资格证明等;
每项工作的资质的适当证明必须具备(例如,叉车驾驶执照、视力测试);
从事测量和试验的员工必须接受正确使用测量设备的培训;
人力资源部建立了岗位技能矩阵图,对员工的能力水平进行了描述,现场张贴产线依据员工素质矩阵图来安排适合的人员。
Pass1.2.6对带有特殊特性的零件的处置,员工应得到指导。
一旦产品/过程发生变更,要开展相应的培训/指导,并做好记录。
1.见具体产品的标准化作业指导书;
2.按照QSB+的要求及公司“变更管理规范XP/QW16-2017的要求,开展了变更方面的培训并形成记录Pass1.3铸造现场应配备有专职的,并具备相应资格的专业技术人员。
符合1.3.1为确保能够得到专业技能,铸造生产现场,必须配备专职专家。
该专家需具备以下条件之一:
或具有铸造学位或相等科学学位证书的铸造工程师;
经国际认证机构认可的铸造检查员;
或由顾客及组织共同认可的人员。
该专家必须是正式雇员,且职位必须在组织结构中得到反映,岗位职责描述中必须明确该岗位所需具备的资质,其资格必须包括至少5年的铸造工作经验,或其所受专业教育以及铸造工作经验的年限之和不少于5年。
1.各生产现场均配备了有能力的铸造工程师兼任分厂副厂长;
2.各现场均配置了充足的理化检验人员对每炉每包铁水进行分析。
3.技术中心对现场提供技术支持。
Pass1.4铸造厂应确保所有与铸造相关的标准为最新版本,并所有应用者均可获得。
符合1.4.1为了确保顾客的所有要求能被理解并且得到满足,铸造厂必须备有所有与铸造相关的,以及顾客所引用的标准和规范,并确保这些标准及规范为最新的。
这些标准和规范包括但不限于由Chery、AIAG、ISO等发布的相关文件材料;
目前收集的主要标准有:
GBT1348-2009球墨铸铁件GB/T266552011蠕墨铸铁件GBT9441-2009球墨铸铁金相检验GB/T9439-2009灰铸铁件GB/T7216-2009灰铸铁金相检验GB/T9437-2009耐热铸铁件GB/T8491-2009高硅耐蚀铸铁件ISO1083:
2004ISO185:
2005灰铸铁分类ISO945-1:
2008铸铁金相组织ASTM247ASTME94-2004ASTME1742-2012;
以及奇瑞、西排公司的企业标准。
查现场ED12产品按标准GB/T8491-2009高硅耐蚀铸铁件ISO1083:
2004执行。
Pass1.4.2铸造厂必须有文件化的规定确保所有来自顾客或行业的技术标准/规范能得到及时的评审、分布和实施,并能根据顾客所要求的计划进行更改。
评审应尽快执行,且不得超过两个工作周。
依据客户要求和行业标准将制定了产品检验标准,光谱室有E4T16的材质标准,每包首箱分析化学成分,并与标准对比形成记录并保留试样。
Pass1.4.3铸造厂必须将评审、实施的过程形成文件化规定。
应明确顾客和行业文件是如何获得、怎样在组织内部维护、有关信息如何在两周内被传递到相关现场等,以及确定由谁来负责履行这些任务。
顾客特殊要求管理程序有规定,在APQP或PPAP阶段进行评估并形成产品特殊特性清单,技术部将特殊特性控制方法编制在相应的文件中并落实,质保部进行监控。
主要有技术部、质保部、销售部收集,技术部归口,质保部监控。
查E4T16铸造过程材质要求已在现场作业文件(配料单和材质标准中均有体现)。
Pass1.5铸造厂必须有先期质量策划活动。
符合1.5.1铸造厂必须对先期质量策划活动形成文件化的规定;
有产品质量先期策划控制程序和生产件批准程序,查E4T16有经客户批准的PPAP文件;
从7月份开始技术部已实行项目负责人制,在内部全面落实多功能小组的功能和职责。
Pass1.5.2对每个零件进行可行性研究和内部PPAP;
Pass1.5.3顾客PPAP后的零件,不允许有任何产品/过程变更,除非得到顾客的批准。
查E4T16产品生产过程与PPAP资料相一致。
Pass1.6铸造厂在产品和过程开发阶段必须应用风险分析工具(FMEA),以确保产品和过程符合功能、可靠性等方面的顾客要求。
符合1.6.1铸造厂必须对产品和过程开发过程中,如何应用FMEA进行风险分析形成文件化的规定;
FMEA必须由一个多功能小组来开发。
多功能小组制做了PFMEF.Pass1.6.2所有由铸造厂和顾客定义的特殊特性都必须在FMEA中得到落实。
特殊特性在FMEA中已落实Pass1.6.3FMEA必须被及时更新,与现有过程保持一致;
查PSA2580产品客户反馈油大,6月份将防锈油设变成防锈水,FMEA已更新并经客户批准。
Pass序号类别/过程步骤评价结果要素编号最低要求实际情况的观察/评论评价1.6.4FMEA必须按每个零件或产品组编制,或针对特定过程,为每个特定过程编制;
铸造过程有通用FMEA,针对E4T16编制了产品的PFMEA。
Pass1.6.5FMEA应覆盖从原材料到货至成品发货所有过程,包含返工/返修过程,以及铸造厂定义的所有过程参数等;
FMEA包含了从原材料到成品发货的所有过程。
Pass1.7铸造工艺控制计划必须是最新状态,与现有过程保持一致。
符合1.7.1铸造厂必须为控制计划的使用形成文件化的规定,以确保控制计划被正确使用,并及时更新,保证与现有过程一致;
按控制计划管理规范执行,查E4T16铸造过程控制计划与现场控制过程一致;
PSA2580产品PFMEA6月份变更查控制计划已更新与PFMEA一致。
Pass1.7.2控制计划必须按每个零件或产品组编制,或针对特殊过程,为每个特殊过程编制;
查E4T16产品控制计划是按零件编制。
Pass1.7.3控制计划必须由一个包含生产操作者在内的多功能小组来开发;
生产一线班长参与了多功能小组Pass1.7.4控制过程必须覆盖从原材料到货至成品发货所有过程,包含返工过程,识别所有设备以及由相关过程表所定义的,以及由铸造厂和顾客认可的过程参数;
控制计划包括了从进料到出货以及返工返修的整个过程参数,并经客户批准。
Pass1.7.5控制计划必须与所有相关联的文件材料,如FMEA、作业指导书等保持一致;
体系办每两个月QSB+内审对文件的一致性进行审核。
奇瑞客户5月份审核发现控制计划与现场操作存在不一致情况,如:
1、控制计划要求排气歧管铸件本体取样检测抗拉,实际按材质制作试棒检测;
(现已更新控制计划,按材质制作试棒检测)2、控制计划要求每批铸造生产中对排气歧管毛坯成品实施探伤检测,实际量产中探伤检测仅在特殊要求下才实施,如异常分析、产品审核。
(查探伤检测记录奇瑞的产品已按控制计划探伤,7月15日、16日、18日、19日、23日E4T16均有送探伤。
)Pass1.7.6铸造厂和顾客定义的特殊特性都必须在控制计划中得到落实;
查E4T16产品的特殊特性在控制计划中均有体现并用符号标出。
Pass1.7.7用以评估过程和产品特性的样本量和抽样频次,必须满足过程表中的最低要求,当顾客有特殊要求时,必须满足顾客的要求。
查现场按照控制计划规定的频次执行。
Pass1.8铸造及相关操作过程必须有过程规范,或者作业指导。
符合1.8.1铸造厂必须对所有过程,包含返工/返修过程都建立文件化的规范,在规范中识别包含相关操作参数在内的所有过程步骤,例如:
被相关过程表所规定了的过程参数,除过程参数以外,还必须定义其公差以维护过程控制;
整个过程包含返工返修均有标准化作业指导书,涵盖了作业方法和步骤以及参数和公差Pass铸造厂在产品和过程开发阶段必须应用风险分析工具(FMEA),以确保产品和过程符合功能、可靠性等方面的顾客要求。
序号类别/过程步骤评价结果要素编号最低要求实际情况的观察/评论评价1.8.2这些规范可以采用作业指导书、作业卡、参数表或其它类似的文件。
作业现场悬挂有作业指导书,并按要求作业。
Pass1.9特殊特性必须在生产中得到管控。
符合1.9.1特殊的产品特性和影响特殊特性的过程参数要在控制计划


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- CQI-27 审核检查表 CQI 27 审核 检查表
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 甲醇合成的仿真实验报告.docx
甲醇合成的仿真实验报告.docx
-
动态分区分配方式的模拟C语言代码和C++代码.doc
-
复合肥成品检验报告单.docx
-
优秀团员个人事迹材料.docx
-
PDCA项目-降低非计划性拔管发生率持续改进.doc
-
丙型肝炎病毒实验活动风险评估报告.docx
-
开展大兴调查研究工作方案三篇.docx
-
受限空间作业施工方案.doc
-
车辆安全管理制度..docx
-
丙型肝炎病毒实验活动风险评估报告(精品二篇).docx
-
创客中心建设方案设计.doc
-
CAN总线与RS-232转换接口电路设计.doc
 建筑LEC危险源辨识清单.xls
建筑LEC危险源辨识清单.xls
-
【公开课教案】《印度》第一课时教学设计.docx
-
风力发电工程质量监督检查大纲.doc
-
部编版语文四年级下册《宝葫芦的秘密》节选 公开课省级一等奖教学设计.docx
-
车辆安全管理制度.docx
-
代职总结.docx
-
小王子最经典的语录.docx
-
数据共享交换平台实施方案.docx
-
管理制度咨询公司管理制度制度(制度范本).docx
-
高层图书馆给排水毕业设计.docx
-
(完整版)常用词根词缀表(综合整理).docx
-
健康宣教|为爱急救:学会心肺复苏.docx
-
小学2022年度学校工作计划——以和美教育理念为引领 创造和美教育新生活..docx
-
Seminar教学模式研究综述-精选教育文档.docx
-
幼儿教育课题申报书:基于农村田园资源的幼儿园劳动教育的实践研究.docx
-
国家机关政府部门公文标准格式(2021最新版).docx
-
云教版五年级劳动技术教案下册(改).doc
-
学校反恐防暴自查报告 (5).docx
-
社区网格化管理精细化服务工作汇报.docx
-
公路施工现场安全标志和安全防护设施设置.doc
-
项目质量方针和质量目标.docx
-
消防系统维护保养报告样本.docx
-
销售年终的总结五篇.docx
-
小岛惊魂影评.docx
-
小玩笑开不得教案.docx
-
小学二年级数学认识和数图形.docx
-
小学教育教学工作计划.docx
-
小学三年级下册书法教学设计全册.docx
-
小学生身心健康及安全教育提高.docx
-
小学数学二年级下册应用题大全.docx
 2019爽肤水行业分析报告市场趋势.pptx
2019爽肤水行业分析报告市场趋势.pptx
-
浙江省学生资助对象认定办法.docx
-
整理1锅炉调试报告正文.docx
-
幽默生日祝福语.docx
-
有关施工协议书整理.docx
-
整理人教版七年级下册英语课文文本doc.docx
-
幼儿英语教师常用课堂用语句.docx
-
正确运用常见的修辞方法教案.docx
-
幼儿园公开课小班精选教案.docx
