 压力容器制造工艺流程卡Word文档格式.docx
压力容器制造工艺流程卡Word文档格式.docx
- 文档编号:3652433
- 上传时间:2023-05-02
- 格式:DOCX
- 页数:66
- 大小:163.03KB
压力容器制造工艺流程卡Word文档格式.docx
《压力容器制造工艺流程卡Word文档格式.docx》由会员分享,可在线阅读,更多相关《压力容器制造工艺流程卡Word文档格式.docx(66页珍藏版)》请在冰点文库上搜索。
油漆包装工艺过程卡
南京威普粉体工程有限公司
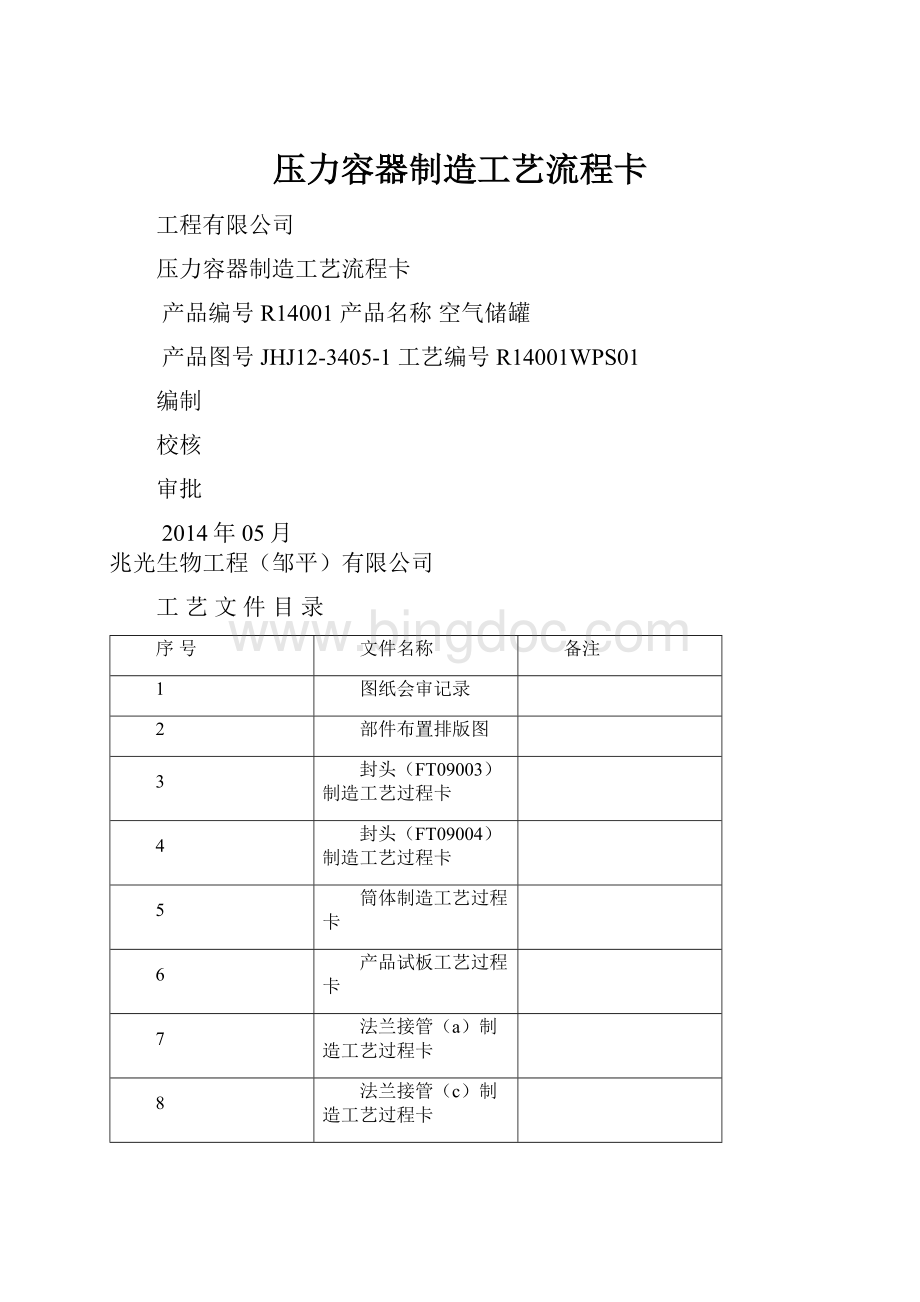
图纸会审记录
R14001WPS-01
产品编号
R14001
产品名称
空气储罐
容器类别
一类
制造标准
GB150压力容器安全技术监察规程
产品图号
JHJ12-3405-1
产品规格
DN=1000
V=1.95m³
数量
1台
设计单位
江苏省化工机械研究所有限责任公司
审图记录:
1、工艺评定是否覆盖■是□否
2、焊工资格和焊接方法是否满足■是□否
3、是否热处理□是■否
4、是否增加工装设备■是□否
5、能否满足生产要求和解决措施■是□否
处理意见:
1、5项焊接工艺评定全覆盖
2、焊工有资格证,主要焊缝在焊接中心焊接
3、图纸未要求热处理,外协件需提供热处理报告
4、增加二级库烘干设备、坡口加工设备、检验样板、水压试验机、测厚仪、化学成份光谱仪、超声波磁粉检查仪等
5、主要部件封头、人孔外协,无损检查、理化试验外包
发现问题:
1、件3接管φ114.3×
8.8和件4法兰PL100-RF采用英制标准工艺配套困难
2、件8接管φ88.9×
8和件9法兰PL80-RF采用英制标准工艺配套困难
审查结论:
通知设计单位更改设计
1、件3接管由φ114.3×
8.8更改为φ108×
件4法兰PL100-RF更改为PL100(B)—16RF
2、件8接管由φ88.9×
8更改为φ89×
件4法兰PL80-RF更改为PL80(B)—16RF
工艺员
刘俊
时间
2014.5.15
焊接质控系统责任人
赵兴旺2014.5.20
检验质控系统责任人
薛东2014.5.21
工艺质控系统责任人
尹克奇2014.5.22
审查人
马瑞2014.5.25
产品编号:
R14001
产品技术特性表
工艺编号:
产品图号:
JHJ12-3405-1
容器类别:
Ⅰ类
产品名称:
空气储罐
第1页共1页
设计单位:
图号
规格
DN=2000.V=10m³
材质
Q345R
技术特性
特性指标
备注
设计温度
50℃
设计压力
0.9MPa/壳程,16Pa/管程
最大允许工作压力
介质名称
压缩空气
容积
10m³
压力容器净重
2730kg
焊缝系数
A类0.85
腐蚀裕度
1mm
热处理要求
无
压力试验要求
1.13MPa/壳程
非受压材料解体表
□外锻件
√外购件
□外协件
□辅材
工作令号
R140001
Ⅰ
要求
及
说明
项目名称
总图号
交货期
序号
件号
图号或标准号
名称及规格
材料
数量
重量
单
总
非
受
压
件
1-1
GB700
底板δ=16
Q235B
90x130
1-2
筋板δ=14
150x345
7-1
吊耳板δ=20
295x345
11-7
GB699
把手φ24
Q235A
0.3m
11-8
销轴φ24
0.4m
11-11(14)
盖轴耳δ=20
0.2㎡/各2件
45x55
11-12(13)
法兰轴耳δ=20
制表:
范习永
日期:
2014.05.20
审核:
马瑞
2014.05.25
受压材料解体表
按“容规”要求提供产品质保书,封头合格证及监检证书。
坡口型式:
外坡口、角度30°
、钝边2mm
GB/T25198-2010
封头EHA2000*12(10.5)
展开尺寸
φ2540x12
√外锻件
□外购件
√辅材
①锻件按NB/T47008-2010、具有质保书、按制造压力容器要求验收;
②辅材具有质保书
HG/T20592-2009
法兰PL100(B)-16RF
16MnⅡ
DN100
法兰PL80(B)-16RF
DN80
11-4
HG/T20594-2009
带颈平焊法兰DN450-16RF
16MnⅡ(Ⅱ级锻件)
57*685*480
管接头G1/2’
16Mn
11-2
GB/T901
螺柱等长双头螺栓
M27×
145
35CrMoA8.8级
20
11-3
GB/T6170
螺母M27
30CrMo8级
40
11-11
GB/T95
垫圈27
200HV
11-5
HG/T20607
垫片
四氟乙烯包覆垫(XB450)B500-25
板材和钢管按“容规”要求质保书
1-3
GB713-2008
垫板δ=12
16.25㎡
板宽420*320
板宽1470*250
板宽2500*6280
11-1
人孔筒节δ=12
筒体δ=12
GB8163
接管φ108*6
0.8m
接管φ89*5
11-6
人孔法兰盖δ=40
0.6㎡
Φ700
7-2
垫板δ=18
0.16㎡
0.23*0.92
压力容器R20140001—5
(2)部件布置排版图R14001WPS-001
部件名称
部件编号
规格
进气口
N1
Φ108*6
压力变送器接口
N2
G1/2
压力表接口
N3
安全阀接口
N4
Φ89*5
出气口
N5
人孔
N6
Φ480*12
排污阀接口
N7
铭牌
170*100
支座A4
-F1~4
A4
吊耳
S1~2
TPP-4-18
编制:
范习永刘俊2014年05月25日审核:
马瑞2014年05月25日
压力容器制造工艺过程卡
R14001WPS-01
制造工序
封头
R14001F1
材质
δ=12㎜
材料入库代号
14GB001
代用材料
代用材料规格
代用材料入库号
工序
名称
工艺内容
技术要求
质控
符号
工装
设备
操作者
日期
检验
简图说明
项目
实测值
结论
签字
领料
确认材料
核对标记
材料表面无缺陷
E
起重机
测厚
下料排版图
2540mm
12mm
外坡口
30°
1-2mm
Φ2000mm
537
长
宽
划线
按图尺寸划线
在规定位置用钢印打上封头编号及封头标记号
钢印
尺寸
手锤
封头编号
C
封头标记
标记移植
25
下料
按线下料
下料切割光滑、整齐、清理飞渣
氧乙炔气
割具
厚度
压制
成型加工
EHA2000*12几何尺寸应符合JB/T4746
外协
表面质量
几何尺寸
坡口
按图加工
表面不得有缺陷,经验合格后置入半成品区
坡口角度
钝边
F14001F1
E
Φ2540mm
C
E
筒体
R14001T
确认标记
Φ2024mm
2500
筒体下料
宽2500
按筒体展开尺寸
按筒体中径展开尺寸,并用钢印打上部件编号及标记移植号、材料牌号、规格
划针
长度
卷尺
宽度
直板尺
按划线尺寸并按图开出坡口
气割具
磨光机
对角线差
卷板
卷制筒体
卷板前预留对接两边沿每侧200mm以R为1000为半径卷制
样板检测
6280
A1
对接
对口间隙
2.5-3mm
电焊机
筒体
试板
错边量
≤1mm
氩焊机
定位焊长15mm,间距150mm
在焊缝延长部位点固试板并在两端点焊引弧板
定位焊长
间距
焊接
筒体纵缝A1与产品试板同时、同工艺焊接
按焊接工艺施焊,焊后清理焊道并打上焊工钢印
焊缝余高
埋弧焊
焊缝宽度
探伤
RT探伤
探伤比例:
A1焊缝20%,试板100%,透照不低于AB级级合格,按JB/T4730-2005
H
XXQ-2505
探伤比例
合格级别
校圆
筒体校圆
割下试板,清理焊疤,棱角度≤2.8mm,最大与最小内径差≤3mm,经检合格后置入半成品区
卷板机
棱角度
圆度
产品试板
R14001SP1
2件
表面无缺陷
小车
130mm
320mm
试板坡口与筒节相同
标记号
按图划线
用钢印打产品试板标记号
标记移植号
按图下料并加工坡口
坡口应与筒节A1坡口一致
磨机
点固
产品试板点固
应在筒体纵缝长部点固间隙2.5mm
间隙
按图点固
试板焊接
与筒体同时同工艺焊接,并打焊工钢印
焊缝表


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 压力容器 制造 工艺流程
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 建筑工程编制依据及概况.docx
建筑工程编制依据及概况.docx
-
建筑工程质量控制点土建类.docx
-
建筑设计师的总结报告最新版.docx
-
建筑制图基础机考网考题库及复习资料.docx
-
健身房经营管理方案之欧阳科创编.docx
-
江苏省计算机二级VB考试真题及参考答案.docx
-
江西省新余市事业单位《职业能力测验》教师教育与答案.docx
-
交通信号灯及路灯施工方案.docx
-
教改课题申报书填写技巧.docx
-
教师读书活动总结4篇.docx
-
教师考核表评语.docx
-
幼儿园园务工作总结.docx
-
幼儿园中班配班个人工作计划范文五篇.docx
-
幼教考试作文写作.docx
-
热门财务述职报告锦集5篇.docx
-
人教 模块一Unit1 学案.docx
-
人教版 九年级上册 新初三暑假衔接课程 圆 第一二课时 含习题和答案教育文档.docx
-
人教版地理初二上学期综合检测卷一含答案.docx
-
人教版高二英语选修7单词表doc.docx
-
商务与经济统计作业仅供参考.docx
-
上半年安徽省安全工程师安全生产法行政处罚的概念试题.docx
-
上半年贵州省安顺市平坝区事业单位《职业能力倾向测验》试题及答案.docx
-
学年高中英语高考提能练Unit1Schoollife仿真检测灵活拆组卷牛津译林版必修1.docx
-
学年家长学校工作总结.docx
-
THE PORTABLE WEBSITE.docx
-
学校教务处工作总结4篇.docx
-
学校组织一次义卖会方案.docx
-
XX规划局大型展览馆改扩建工程项目可行性研究报告.docx
-
验工计价管理办法.docx
-
XX农家乐生态园投资经营项目商业计划书.docx
-
液晶材料市场分析报告.docx
-
XX乡村电子商务服务站项目投资建设运营方案.docx
-
相似三角形的判定证明题.docx
-
网上售票系统设计报告.docx
-
网站制作策划书16页word文档.docx
-
危险化学品从业单位安全生产标准化评审标准号文附国家局网站版.docx
-
微波技术与天线考查报告讲解.docx
-
船舶工程学院实习总结报告.docx
-
维护岗位认证教材大纲IP专业new.docx
-
春四年级语文教学计划5篇.docx
-
未成年人思想道德教育途径方法.docx
-
文笔山隧道进洞方案废.docx
-
大班科学比赛课《空气的力量》说课稿.docx
-
大工《计算机应用基础》统考辅导资料.docx
-
小学心理健康教育教案.docx
-
儿童健康心理教育演讲稿5篇.docx
-
二分对照式.docx
-
小学语文《四季的雨》教学实录与点评.docx
-
小学语文暑假语文词语学习大全.docx
-
小学作文教学名师课堂.docx
-
校园网络解决方案.docx
