 华中数控车床实训图纸及参考程序Word格式.docx
华中数控车床实训图纸及参考程序Word格式.docx
- 文档编号:3489827
- 上传时间:2023-05-01
- 格式:DOCX
- 页数:118
- 大小:108.12KB
华中数控车床实训图纸及参考程序Word格式.docx
《华中数控车床实训图纸及参考程序Word格式.docx》由会员分享,可在线阅读,更多相关《华中数控车床实训图纸及参考程序Word格式.docx(118页珍藏版)》请在冰点文库上搜索。
课题
工作任务一
零件名称
轴
刀具名称及规格
刀尖半径
数量
加工表面
0.4
整个零件外形
3
1.3加工参考程序
1.3.1工件左端程序:
O0001文件夹名;
%0001程序名;
T010190°
外圆车刀;
G95M03S600F0.15
G00X42Z2
G00X100Z100M05
M00
G95M03S1500F0.05精加工;
N10G00X27
G01Z0
Z-20
X35
X36W-0.5
Z-68
N20X42
M30
1.3.2工件右端程序;
O0002文件夹名;
%0002程序名;
G95M03S1500F0.05
N10G00X19
X20Z-0.5
Z-10
X23
X24W-0.5
Z-25
X34.5
X36W-15
N20X40
工作任务2
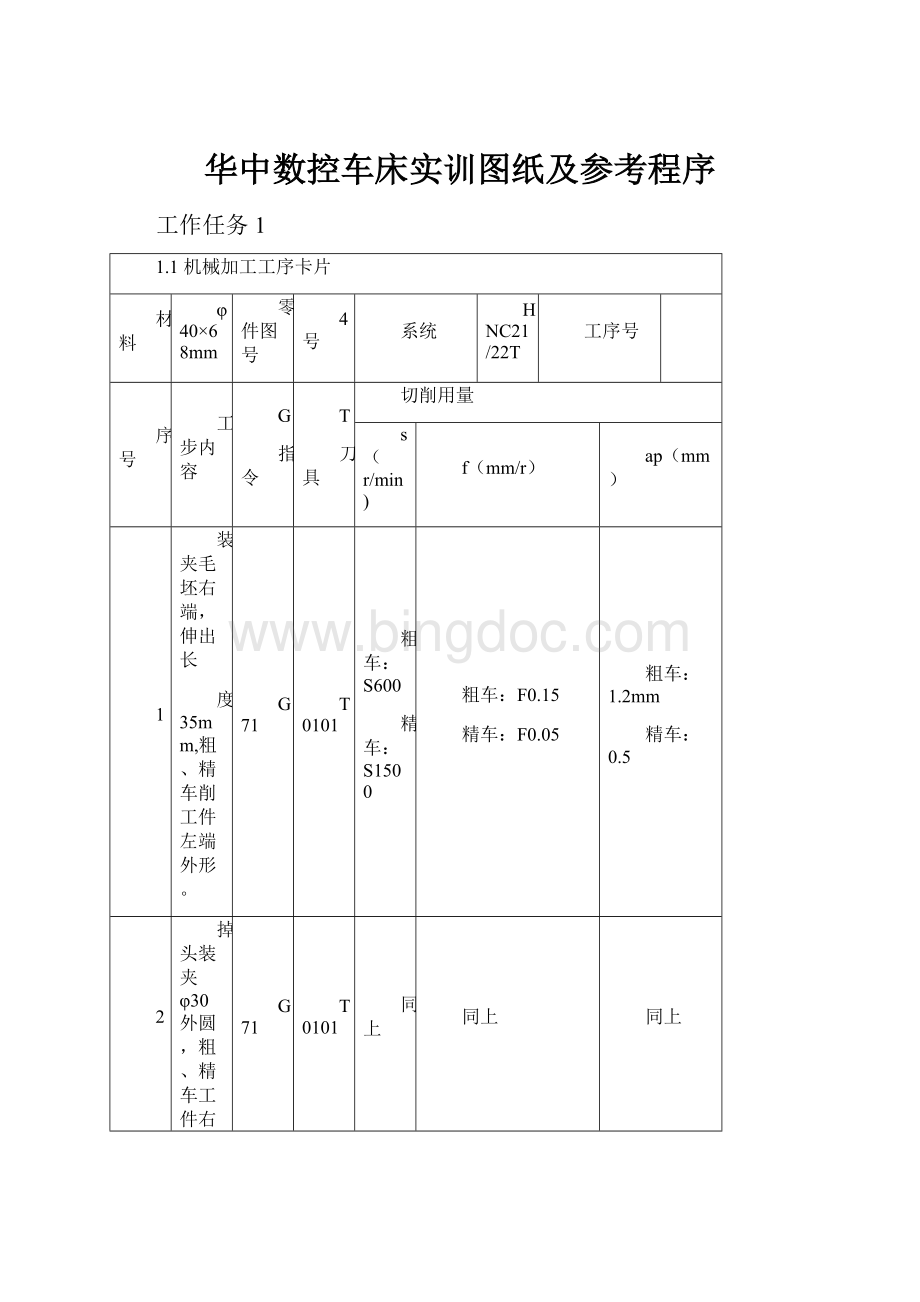
2.1机械加工工序卡片
74mm
度25mm,粗、精车削工件左端外形。
S500
1.2
掉头装夹φ38外圆,粗、精车工件右端外形。
2.2刀具卡片
工作任务二
2.3加工程序
2.3.1工件左端加工程序:
%0021程序名;
G95M3S500F0.15
G0X42Z2
G0X100Z100
M5
M0
G95M3S1500F0.05
N10G0X37.99
G1Z0
N20Z-22
2.3.2工件右端加工程序:
%0022程序名;
N10G0X6
X10W-2
G02X20Z-15R5
G1Z-25
G03X28W-4R4
G1Z-42
N20X37.99Z-52
G00X100Z100
工作任务3
3.1机械加工工序卡片
φ30×
72mm
F0.06
1.5mm
0.6
掉头装夹φ25外圆,粗、精车工件右端外形。
换切槽刀在33mm处,切槽。
G01
T0202
S450
F0.03
4
换螺纹车刀,切M16×
1.5螺纹
G82
T0303
3.2刀具卡片
工作任务三
切5×
2的槽
切M16×
1.5的螺纹
3.3加工程序
3.3.1工件右端加工程序:
G00X32Z2
G00X100Z100M05
G95M03S1500F0.06
N10G00X0
X18.98
G03X24.98Z-3R3
3.3.2工件右端加工程序:
G03X12Z-6R6
G01Z-13
X15.8W-2
Z-33
X18
X20Z-43
W-5
G02X24Z-50R2
G1X24.98
T02024mm宽的切槽车刀;
G95M03S450F0.03
G00X18Z-33
G01X12
G04P2
G0X18
X100Z100M05
T030360°
螺纹刀;
G95M03S450
G00X18Z-10
G82X15Z-29F1.5
X14.6Z-29
X14.2Z-29
X14Z-29
X13.85Z-29
工作任务4
4.1机械加工工序卡片
掉头装夹φ24外圆,粗、精车工件右端外形。
换切槽刀在27mm处,切槽。
S400
换螺纹车刀,切M20×
4.2刀具卡片
工作任务四
切M20×
4.3加工程序
4.3.1工件左端加工程序:
G0X100Z100M05
G0X32Z2
N10G00X16
G03X24Z-4R4
X26
X28W-1
Z-32
N10X32
4.3.2工件左端加工程序:
N10G00X4.68
G03X10.58Z-2.48R3
G01X14.98Z-8
Z-12
X16
X20W-2
Z-27
N20X32
T02024mm切槽刀
G95M3S500F0.03
G01X16.1
X21
W1
W-1
G00X22
W3
G01X16W-2
G00X32
螺纹车刀
G95M03S400
G00X22Z-10
G82X19.2Z-23F1.5
X18.6Z-23
X18.2Z-23
X18.04Z-23
工作任务5
5.1机械加工工序卡片
82mm
度47mm,粗、精车削工件左端外形。
2
换切槽刀,切槽。
1螺纹
5.2刀具卡片
工作任务五
切2-6×
3槽
M16×
1的螺纹
5.3加工程序
5.3.1工件左端加工程序:
N10G00ZX0
X14
X28Z-12
N20W-30
G00X100Z100M5
T02023mm的切槽刀;
G95M03S500F0.03
Z-34
G01X24.1
X30
X24
W-3
W8
X24.1
5.3.2工件左端加工程序:
%0021程序名;
T010190°
G01Z
X12
X16Z-2
X16.45
G03X20.45X-21.94R2
N20G02X28Z-41R60
G0X100Z100M5
G00X20Z2
Z20
X20
T030360度螺纹刀;
G95M3S500
G82X25.6Z-18F1
X25.4Z-18
X25.3Z-18
X25.2Z-18
X25.1Z-18
X24.99Z-18
工作任务6
6.1机械加工工序卡片
97mm
换螺纹刀,切M24×
2螺纹。
掉头装夹φ28外圆,粗、精车工件右端外形。
T0404
6.2刀具卡片
工作任务六
左端外形
M24×
2螺纹
0.2
右端外形
6.3加工程序
6.3.1工件左端加工程序:
X24Z-2
X27.4
X28Z-20.3
N20Z-45
G01X18.1
X25
W2
W-2
G00X26Z2
G82X23.2Z-17F2
X22.8Z-17
X22.6Z-17
X22.4Z-17
X22.2Z-17
X21.84Z-17
6.3.2工件左端加工程序:
T010135°
G03X9Z-2.03R6
X17.44Z-35.51R30
N20G02X28Z-55R14
工作任务7
7.1机械加工工序卡片
77mm
度30mm,粗、精车削工件左端外形。
5
换螺纹刀,切M20×
1.5螺纹。
7.2刀具卡片
工作任务七
外切5×
2槽
外切4×
7.3加工程序
7.3.1工件左端加工程序:
N10G00X37.38
X37.98Z-0.3
T02025mm切槽刀;
Z-14
G01X34
G00X42
7.3.2工件右端加工程序:
O0002
%0002
G95M3S600F0.15
G03X16Z-8R8
G01X18
X20W-1
Z-28
X20.08
X24.98Z-48
Z-52
X37.38
X37.98W-0.3
T04044mm切槽刀;
.G95M03S500F0.03
G00X22Z2
G01X18W-1
螺纹车刀;
G00X22Z-6
G82X19.2Z-25F1.5
X18.6Z-25
X18.2Z-25
X18.04Z-25
工作任务8
8.1机械加工工序卡片
87mm
度40mm,粗、精车削工件左端外形。
G71
掉头装夹φ32外圆,粗、精车工件右端外形。
换螺纹车刀,切ZM32×
8.2刀具卡片
工作任务八
ZM32×
2外螺纹
8.3加工程序
8.3.1工件左端加工程序:
X31.4
X32Z-0.3
G02X32Z-35R12
N20G01W-5
8.3.2工件右端加工程序:
X22
X26Z-2
Z-5
G03X26Z-20R15
G01Z-30
X28
N20X32Z-50
T020260度螺纹刀;
G00X34Z-29
G82X31.2Z-51I2.1F2
X30.6Z-51
X30.2Z-51
X29.8Z-51
X29.4Z-51
工作任务9
9.1机械加工工序卡片
φ50×
105mm
度50mm,粗、精车削工件左端外形。
换切槽刀,切所有槽。
换螺纹刀,切M30×
2-6h螺纹。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 华中 数控车床 图纸 参考 程序
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 整编新型生态农业旅游休闲农庄项目发展建设市场研究报告.docx
整编新型生态农业旅游休闲农庄项目发展建设市场研究报告.docx
-
证券投资顾问业务暂行规定.docx
-
知识产权法司法考试历年真题及答案解析.docx
-
职业道德的复习重点.docx
-
志愿者活动心得精选多篇.docx
-
治理雾霾应重视大气静电学说.docx
-
中国成人脑死亡判定标准与操作规范第二版.docx
-
中国名牌产品申请表.docx
-
中国纸板产业深度调研及产业投资评估报告.docx
-
中考化学考点分类解析导学案14第3讲碳和碳的氧化物1碳单质的物理性质和用途.docx
-
中学学年度第二学期学校工作计划.docx
-
中英文安全标语word版本 26页.docx
-
重庆市高考英语试题.docx
-
注册安全工程师《安全生产管理知识》真题及答案.docx
-
装机必备硬件基础知识再接再厉完成装机.docx
-
子部.docx
-
总结范文骨干教师培训总结15篇.docx
-
最新 Marlin固件全中文解析.docx
-
最新部编版三年级语文上册第24课《司马光》教学设计.docx
-
最新二年级数学上册寒假作业全面系统146.docx
-
最新猴年祝贺词大全 精品.docx
-
最新入党思想报告3000字范文思想汇报文档五篇.docx
-
《OTL功率放大器的制作与调试》项目教学设计方案.docx
-
《化学方程式》单元检测2.docx
-
中考语文阅读精品题.docx
-
工伤司法鉴定标准是怎样的.docx
-
公共事务管理硕士在职专班入学研究计画书.docx
-
公考必备《行测》数量关系题库.docx
-
股票技术指标详解二.docx
-
人教版数学六下第二单元《百分数二》word教案精品教案.docx
-
简大型机房建设系统全套设计方案.docx
-
建筑工程基础加固与纠偏处理应用探讨.docx
-
教学实习日记.docx
-
教育资料 第3章 第1节 课时1 甲烷学习专用.docx
-
解析版地理中考试题分类汇编地球形状大小与地球仪含答案解析.docx
-
届高考英语阅读理解题的特点及解题技巧.docx
-
届河南省高考模拟试题精编六化学解析版.docx
-
届浙江省东阳市高三上第一次教学调研考试语文卷含答案及解析.docx
-
金相显微试样的制备.docx
-
经典教案系列 财政学试期末题库.docx
-
精编人教新课标四年级下册语文知识点整理全部考点.docx
-
精品范文学校工作总结及工作计划精选多篇doc.docx
-
精品文档十三五环境保护和生态建设规划.docx
-
精选部门半年工作总结word范文.docx
-
精选人教部编版初中历史第二册第12课 宋元时期的都市和文化习题精选第三十一篇.docx
-
竞选学生会干部演讲稿五分钟范文10篇.docx
-
九年级数学上册第25章概率初步教案共9套新人教版.docx
-
九年级中考英语模拟试题.docx
-
酒店实习报告行政酒廊.docx
-
军训文章5篇 doc.docx
-
开展铁拳行动整治实施方案2篇.docx
