 一段活塞杆活塞环支撑环活塞.docx
一段活塞杆活塞环支撑环活塞.docx
- 文档编号:2328465
- 上传时间:2023-05-03
- 格式:DOCX
- 页数:19
- 大小:35.15KB
一段活塞杆活塞环支撑环活塞.docx
《一段活塞杆活塞环支撑环活塞.docx》由会员分享,可在线阅读,更多相关《一段活塞杆活塞环支撑环活塞.docx(19页珍藏版)》请在冰点文库上搜索。
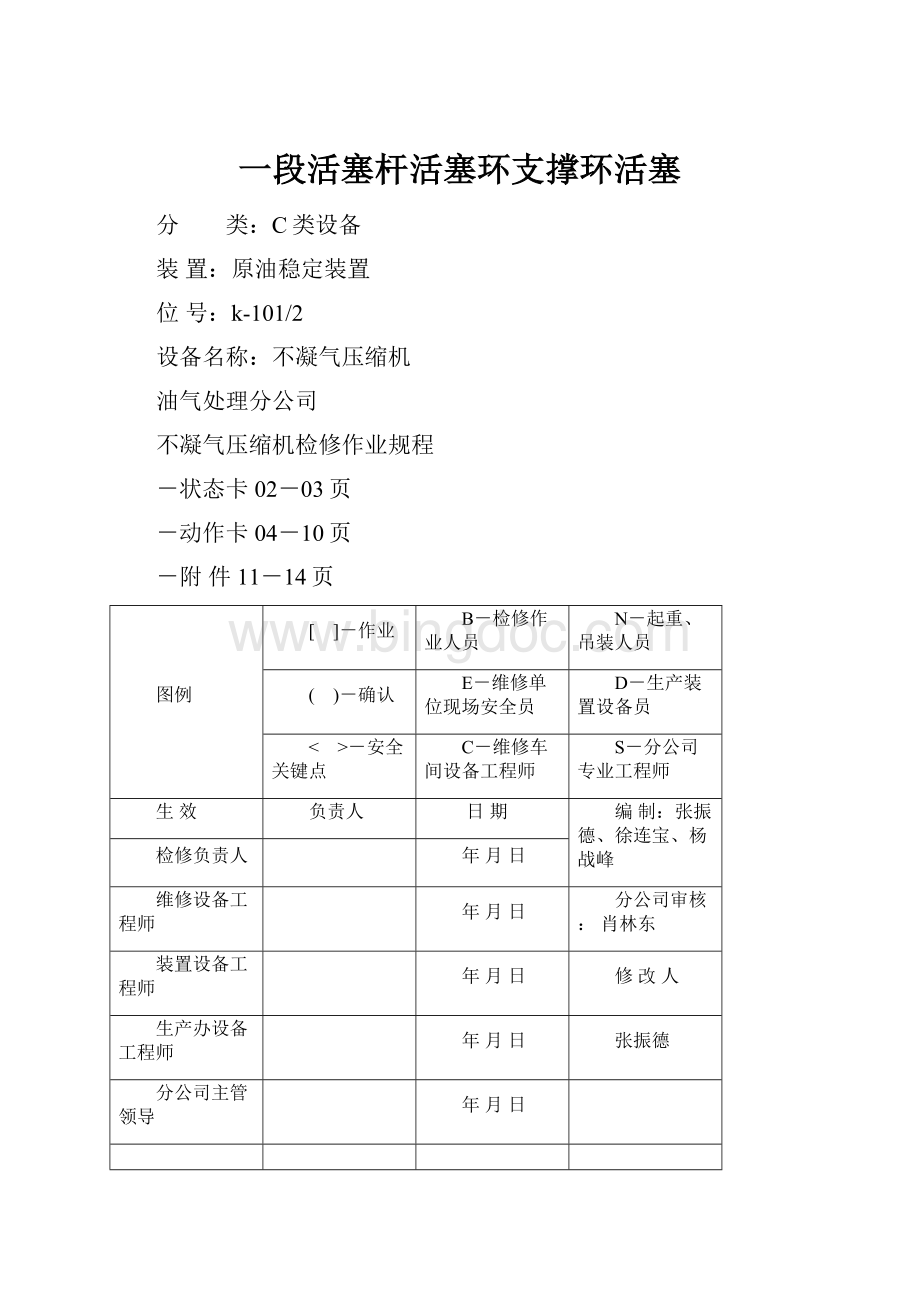
一段活塞杆活塞环支撑环活塞
分 类:
C类设备
装置:
原油稳定装置
位号:
k-101/2
设备名称:
不凝气压缩机
油气处理分公司
不凝气压缩机检修作业规程
-状态卡02-03页
-动作卡04-10页
-附件11-14页
图例
[ ]-作业
B-检修作业人员
N-起重、吊装人员
( )-确认
E-维修单位现场安全员
D-生产装置设备员
< >-安全关键点
C-维修车间设备工程师
S-分公司专业工程师
生效
负责人
日期
编制:
张振德、徐连宝、杨战峰
检修负责人
年月日
维修设备工程师
年月日
分公司审核:
肖林东
装置设备工程师
年月日
修改人
生产办设备工程师
年月日
张振德
分公司主管领导
年月日
工程验收:
检修负责人
年 月 日
维修设备工程师
年 月 日
装置设备工程师
年 月 日
生产办设备工程师
年 月 日
状态卡
初始状态M0
压缩机电机已断电,生产装置将压缩机的物料切断,交付检修,施工作业票办理完毕
01检修前准备;
010作业前工作安全分析
020办理施工工作票;
状态M1
拆卸压缩机附属管线、拆卸、检查压缩机各部零部件,清洗检查压缩机零部件磨损情况,修复、更换压缩机损坏零部件
100拆卸附属管线;
030确认压缩机具备安全拆卸的条件;
100拆卸附属管线;
110拆卸联轴器,检测同轴度;
120拆卸检查缸盖、进排气阀侧盖、十字头侧盖、曲轴箱侧盖并拆卸油冷却器;
130拆卸检查一级进气阀、排气阀;
140拆卸一级活塞;
状态M2
检查测量压缩机部件
200用外径千分尺、内径千分尺测量曲轴椭圆度、锥度、曲轴张合度;
201测量汽缸与活塞上下止点间隙。
202进、排气阀检查;
状态M3
回装压缩机部件
签字()
300回装一级活塞;
300回装一级活塞;
310连接活塞杆与十字头;
320回装一级缸盖;
400回装曲轴箱油过滤器、一级进排气阀侧盖、滑道侧盖;
500回装附属管线;
状态M4
校正压缩机与电机同心度
600校正压缩机与电机同心度;
状态M5
试车、验收
700现场清扫;
动作卡
初始状态M0
压缩机电机已断电,生产装置将压缩机的物料切断,交付检修,施工作业票办理完毕
000检修前准备;
001B-()检修施工的时间安排已经确定。
002B-()检修所需的零部件和相应的材料已备齐。
003B-()检查检修专用工具和经检验合格的量具、器具已备齐。
004B-() 查阅停机前的振动值、轴承温度、压力、均进行测量记录并分析。
005B-() 了解压缩机运行中存在的问题。
006B-()查阅上次检修资料和有关图纸,准备好最新版本的检修作业规程。
010作业前工作安全分析
新工作任务
已作过工作任务交叉作业承包商作业
相关操作规程
许可证特种作业人员资质证明
工作步骤
危害因素描述
风险评价
预防/控制措施/执行人
剩余风险是否可接受
暴露
频率
可能性
严重度
风险值
拆卸压缩机附属管线,拆卸、检查压缩机各部零部件,清洗检查压缩机零部件磨损情况,修复、更换压缩机损坏零部件
触电风险
1
1
4
4
穿戴劳动保护用品/电源切断/作业人员
是
物料泄漏风险
1
3
7
21
穿戴劳动保护用品/切断工艺流程/通风/作业人员
是
火灾爆炸风险
1
1
15
15
防爆机具/穿戴劳动保护用品/作业人员
是
物体打击风险
1
1
1
1
穿戴劳动保护用品/作业人员
是
检查测量压缩机部件
砸伤风险
1
1
1
1
穿戴劳动保护用品/技术人员
是
回装压缩机部件
物体打击风险
1
1
1
1
穿戴劳动保护用品/作业人员
是
校正联轴器同心度,试车、验收
机械伤害风险
1
1
4
4
穿戴劳动保护用品/转动部位安装防护罩/防爆机具/作业人员
是
火灾爆炸风险
1
1
15
15
防爆机具/穿戴劳动保护用品/作业人员
是
签字()()()
020办理施工工作票;
021B-() 确认施工作业票按规定程序办理审批完毕。
022B-<> 确认施工作业票规定的内容全部落实。
签字()
030确认压缩机具备安全拆卸的条件;
031B<>-D<>确认电机电源已经切断。
032B-()出、入气管线阀门关闭。
033B-[]放净压缩机内存气体。
签字()()
状态M1
拆卸压缩机附属管线、拆卸、检查压缩机各部零部件,清洗检查压缩机零部件磨损情况,修复、更换压缩机损坏零部件
100拆卸附属管线;
101B-[]关闭冷却水进、出口阀,拆卸与机体连接的冷却水管线。
102B-[]拆卸与机体连接的进排气管线。
签字()
110拆卸联轴器,检测同轴度;
111B-[] 拆除联轴器保护罩。
112B-[]用双表校正方法检查压缩机电机与压缩机的同心度。
检修前检测压缩机与电机同轴度
将磁力表座固定在压缩机侧,表针指向电机端对轮上。
对中结果(mm)
质量标准
实测值
外圆
≤0.07
平面
≤0.04
轴向间隙
2~6
B-[11113
113B-[]拆除联轴器螺母。
114B-[]移动电机至不影响工作位置。
115B-[]拆除压缩机侧半联轴器。
116B-[]检查连接螺栓有无损伤。
B-<>确认吊装联轴器的导链完好。
签字()
120拆卸检查缸盖、进排气阀侧盖、十字头侧盖、曲轴箱侧盖并拆卸油冷却器;
121B-[]放掉曲轴箱机油。
122B-[]拆卸检查一级缸盖。
123B-[]拆卸检查一级进排气阀侧盖、十字头侧盖、曲轴箱侧盖。
124B-[]拆卸油冷却器、油过滤器。
检查处理结果:
签字()
130拆卸检查一级进气阀、排气阀;
131B-[]拆卸检查一级进气阀。
132B-[]拆卸检查一级排气阀。
检查处理结果:
签字()
140拆卸一级活塞;
141B-[]拆卸一级活塞杆琐紧螺母,取下活塞。
142B-[]拆卸一级活塞杆。
143B-[]拆卸一级活塞环、支撑环。
144B-[]检查一级活塞杆磨损情况。
C-()确认一级活塞杆是否完好。
145B-[]检查一级活塞环、支撑环磨损情况。
C-()确认一级活塞环、支撑环是否完好。
检查处理结果:
签字()()
200测量汽缸与活塞上下止点间隙。
部位
类别
一级活塞单元
上止点
下止点
径向间隙
m上
m下
δ
检修前
检修后
标准间隙
1.5~2.0
1~1.5
3.4-3.632
1.5~2.0
1~1.5
3.2-3.425
210B-[]测量活塞环、支承环开口间隙及侧间隙。
部位
类别
活塞环、支承环开口间隙及侧间隙
一级活塞环1
一级支承环3
δ
K
δ
K
检修前
检修后
标准间隙
0.15~
0.32
4.8~
4.95
0.15~
0.32
8~
10
签字()
220进、排气阀检查;
221B-[]检查一级上部进、排气阀。
C-()确认一级上部进、排气阀。
名称
类别
进、排气阀试漏情况
进气阀
排气阀
1
2
3
4
检修前
检修后
标准
煤油试漏:
5min内不得渗漏
B-[]检查一级下部进、排气阀。
名称
类别
进、排气阀试漏情况
进气阀
排气阀
5
6
7
8
检修前
检修后
标准
煤油试漏:
5min内不得渗漏
状态M3
回装压缩机部件
签字()
300回装一级活塞;
301B-[]回装一级活塞杆。
302B-[]回装一级活塞环。
303B-[]回装一级活塞支撑环。
C-()确认一级活塞杆、一级活塞环、一级活塞支撑环完好,一级活塞环开口间隙、一级活塞支撑环开口间隙在标准范围之内。
304B-[]回装一级活塞。
签字()()
310连接活塞杆与十字头;
311B-[]回装活塞杆锁帽、锁片。
312B-[]将活塞杆旋进十字头孔中。
313B-[]调节活塞杆,调整上下止点间隙。
C-()确认上下止点间隙符合标准。
314B-[]锁紧活塞杆锁帽、锁片。
签字()()
320回装一级缸盖;
321B-[]回装一级缸盖。
322B-[]回装一级进排气阀。
签字()
400回装曲轴箱油过滤器、一级进排气阀侧盖、滑道侧盖;
401B-[]清洗油过滤器。
402B-[]回装油过滤器。
403B-[]回装一级进排气阀侧盖、滑道侧盖。
签字()
500回装附属管线;
501B-[]回装断开的各进、排气管线。
签字()
状态M4
校正压缩机与电机同心度
600校正压缩机与电机同心度;
601B-[]采用双表法校正压缩机与电机对轮同心度。
检修后检测压缩机与电机同轴度
将磁力表座固定在压缩机侧,表针指向电机端对轮上。
对中结果(mm)
质量标准
实测值
外圆
≤0.07
平面
≤0.04
轴向间隙
2~6
C()-B()确认同轴度符合规定标准。
签字()()
602B-[]紧固电机螺栓。
603B-[]回装联轴器护罩。
签字()
状态M5
试车、验收
700现场清扫;
701B-[]清扫现场干净。
签字()
710压缩机试车和验收;
711B-[]盘车检查确认转子无卡阻和异常响声。
712C-[]通知运行车间给曲轴箱加注机油,液位在1/2—2/3处。
713B()-C()按压缩机试车规程进行试车。
由运行车间设备副主任或设备工程师组织,由运行车间操作工操作,由生产办设备工程师、电仪车间设备工程师、运行车间设备工程师、电仪车间设备维修工共同确认。
序号
项目
单位
规定值
实测值
1
一级排气压力
MPa
0.26-0.31
2
二级排气压力
MPa
≤1.2
3
润滑油压力
MPa
0.15—0.4
4
冷却水压力
MPa
0.1—0.4
5
各连接处渗漏情况
用肥皂水做气密性试验无渗漏
6
满负荷连续运转时间
h
≥4
7
满负荷连续运转情况
平稳、无故障、声音正常
8
一级排气温度
℃
≤120
9
一级排气温度
℃
≤120
814B-[]压缩机试车验收合格后交付使用。
签字()()()()
附件
主要性能参数
序号
项目名称
单位
规范
VW-6.3/0.2-12
1
公称容积流量
m3/min
6.3
2
吸气压力
MPa
0.02
一级排气压力
MPa
≤0.31
3
额定排气压力
MPa
1.2
4
吸气温度
℃
≤40
5
一、二级排气温度
℃
≤150
6
输气温度
℃
≤45
7
压缩介质
不凝气
8
冷却水耗量
m3/h
≥3.5
9
冷却水压力
MPa
0.1-0.4
10
润滑油温度
℃
≤70
润滑油压力
MPa
0.15-0.4
11
缸径
mm
一级Φ285,二级Φ175
12
活塞行程
95
13
转速
r/min
730
14
配备动力
KW
55
15
压缩机外形尺寸
mm
1930×1630×1050
16
全机重量
kg
~2500
17
振动烈度
≤28.0
组装:
在组装时用按表2规定的拧紧力矩拧紧螺母。
表2拧紧力矩表
压阀圈螺母
40Nm
螺母
活塞杆
500Nm
十字头
700Nm
曲轴平衡重螺栓
280Nm
连杆螺栓
150Nm
缸盖、缸坐螺母
60Nm
气阀螺母
M8:
10-12Nm
M12:
36-44Nm
M10:
20-24Nm
M16×1.5:
90-110Nm
气缸与十字头滑道同轴度应符合表4要求,气缸水平度偏差不大于0.05mm/m。
表4气缸中心与滑道同轴度mm
气缸直径
同轴度
平行度
倾斜
100
100-200
300-500
500-1000
0.05
0.07
0.1
0.15
0.02
0.04
0.06
阀片的升降高度
转速/(r/mm)
阀片升程/mm
转速/(r/mm)
阀片升程/mm
≤250
250-500
4-5
3-4
>500-1000
1.5-3
表6主要零部件装配间隙mm
序号
项目
规定值
1
活塞环开口间隙(在气缸内)
一级
4.8+1..5
2
二级
2.9+1
3
导向环开口间隙(在气缸内)
一级
8+2
4
二级
5+1.5
5
活塞环与环槽的轴向间隙
一级
0.15~0.32
6
二级
0.15~0.32
7
活塞与气缸的径向间隙
一级
3.4~3.632
8
二级
3.2~3.425
9
一级活塞止点间隙
上
1.5~2
10
下
1~1.5
11
二级活塞止点间隙
上
1.5~2
12
下
1~1.5
13
曲柄销与连杆大头瓦的径向间隙
0.05-0.102
14
两连杆大头瓦与曲柄销的轴向间隙
0.3-0.43
15
十字头销与连杆小头瓦的径向间隙
0.024-0.04
16
十字头与其导轨的径向间隙
0.12-0.175
活塞杆圆柱度公差mm
活塞杆直径
圆柱度公差
活塞杆直径
圆柱度公差
40-80
0.02-0.05
>80-120
0.03-0.07
活塞杆圆柱度公差mm
活塞杆直径
圆柱度公差
活塞杆直径
圆柱度公差
40-80
0.02-0.05
>80-120
0.03-0.07
十字头销最大磨损及圆柱度公差mm
销直径
最大磨损
圆柱度
组装公差
磨损极限值
≤70
>70~180
0.5
0.5
0.02
0.03
0.04~0.06
0.05~0.08
轴颈圆柱度公差mm
轴颈直径
圆柱度公差
主轴颈
曲轴颈
≤80
>80~180
>180~270
>270~360
0.010
0.015
0.020
0.025
0.010
0.015
0.020
0.025
轴承径向间隙mm
轴颈直径
安装间隙
极限间隙
50~80
>80~120
>120~180
>180~220
0.08~0.10
0.10~0.13
0.13~0.18
0.18~0.20
0.06
0.20
0.28
0.32
联轴器对中误差mm
联轴器直径
刚性联轴器
弹性联轴器
轴向误差
径向误差
轴向误差
径向误差
200-400
>400-600
>600-800
>800
≤0.03
≤0.04
≤0.05
≤0.06
≤0.04
≤0.05
≤0.06
≤0.07
≤0.04
≤0.05
≤0.06
≤0.07
≤0.07
≤0.08
≤0.09
≤0.10


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 一段 活塞杆 活塞环 支撑 活塞
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 建筑工程编制依据及概况.docx
建筑工程编制依据及概况.docx
-
建筑工程质量控制点土建类.docx
-
建筑设计师的总结报告最新版.docx
-
建筑制图基础机考网考题库及复习资料.docx
-
健身房经营管理方案之欧阳科创编.docx
-
江苏省计算机二级VB考试真题及参考答案.docx
-
江西省新余市事业单位《职业能力测验》教师教育与答案.docx
-
交通信号灯及路灯施工方案.docx
-
教改课题申报书填写技巧.docx
-
教师读书活动总结4篇.docx
-
教师考核表评语.docx
-
幼儿园园务工作总结.docx
-
幼儿园中班配班个人工作计划范文五篇.docx
-
幼教考试作文写作.docx
-
热门财务述职报告锦集5篇.docx
-
人教 模块一Unit1 学案.docx
-
人教版 九年级上册 新初三暑假衔接课程 圆 第一二课时 含习题和答案教育文档.docx
-
人教版地理初二上学期综合检测卷一含答案.docx
-
人教版高二英语选修7单词表doc.docx
-
商务与经济统计作业仅供参考.docx
-
上半年安徽省安全工程师安全生产法行政处罚的概念试题.docx
-
上半年贵州省安顺市平坝区事业单位《职业能力倾向测验》试题及答案.docx
-
学年高中英语高考提能练Unit1Schoollife仿真检测灵活拆组卷牛津译林版必修1.docx
-
学年家长学校工作总结.docx
-
THE PORTABLE WEBSITE.docx
-
学校教务处工作总结4篇.docx
-
学校组织一次义卖会方案.docx
-
XX规划局大型展览馆改扩建工程项目可行性研究报告.docx
-
验工计价管理办法.docx
-
XX农家乐生态园投资经营项目商业计划书.docx
-
液晶材料市场分析报告.docx
-
XX乡村电子商务服务站项目投资建设运营方案.docx
-
传输管线工程.docx
-
疏勒县第二小学学年一年级上学期期末考试.docx
-
中小学幼儿园安全管理条例详细版.docx
-
电脑 win7时代快捷键.docx
-
春季人教小学PEP英语三年级下册全册教案表格式.docx
-
初中英语各种时态练习题集锦.doc
-
中医耳鼻喉科学重点.docx
-
第三节摩擦力2.docx
-
词汇5000+Most+Common+Words高中基础词汇汇编.docx
-
唐山工人医院《医学基础知识》招聘试题及答案.docx
-
重力式挡墙施工方案修改.docx
-
电子证据的法律地位新探发展与协调.docx
-
村官面试历年精选题库.docx
-
数控机床故障诊断与维修复习资料.docx
-
第五章相交线与平行线全章教案.docx
-
珠宝店铺内部管理制度.docx
-
创业计划书.docx
-
下半年大方县事业单位财务会计岗位考试《财会基础知识》试题及解析.docx
-
鸡西市中考物理试题及答案.docx
