 API SPEC 723160.docx
API SPEC 723160.docx
- 文档编号:17550715
- 上传时间:2023-07-26
- 格式:DOCX
- 页数:58
- 大小:57.18KB
API SPEC 723160.docx
《API SPEC 723160.docx》由会员分享,可在线阅读,更多相关《API SPEC 723160.docx(58页珍藏版)》请在冰点文库上搜索。
APISPEC723160
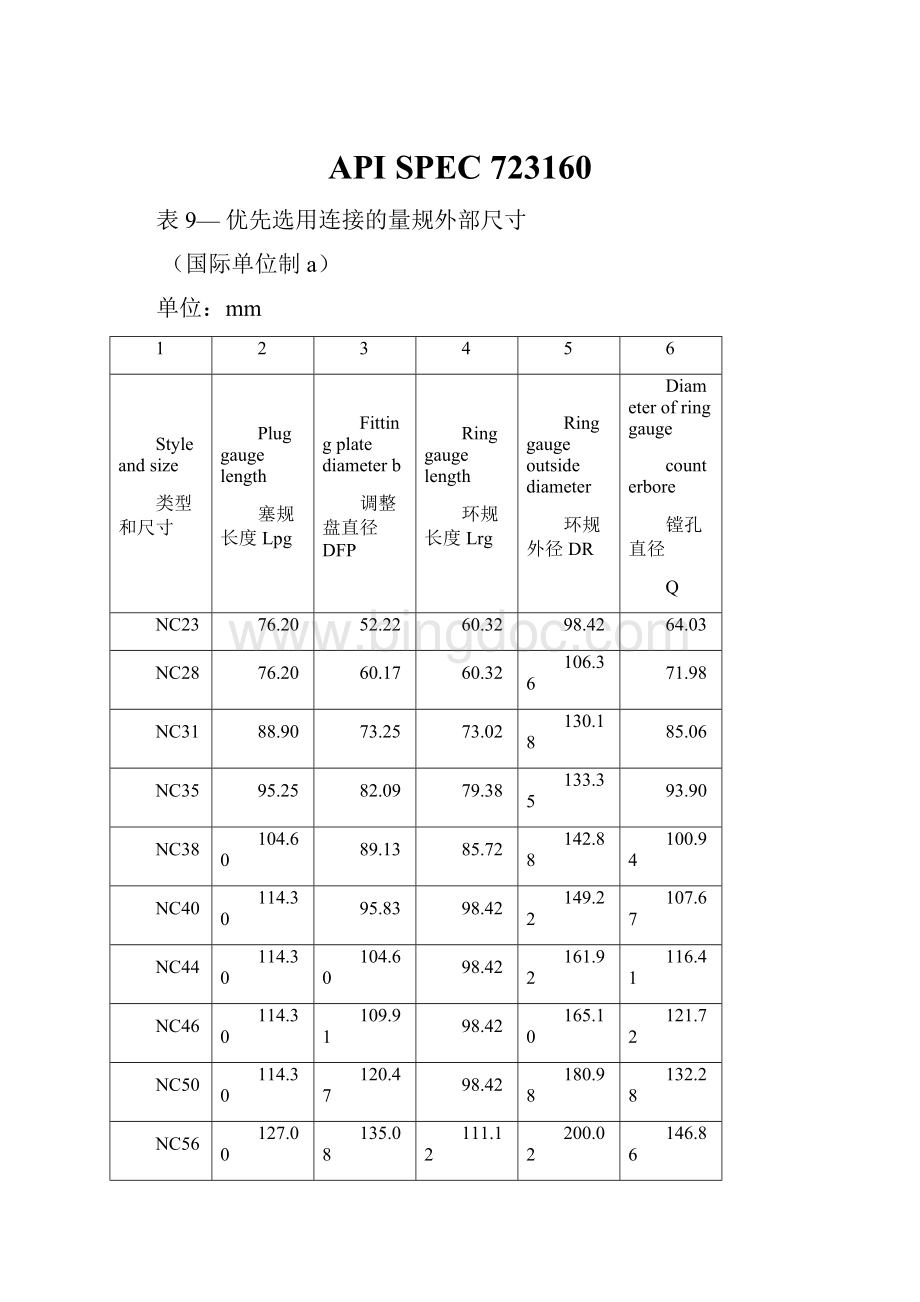
表9—优先选用连接的量规外部尺寸
(国际单位制a)
单位:
mm
1
2
3
4
5
6
Styleandsize
类型和尺寸
Pluggaugelength
塞规长度Lpg
Fittingplatediameterb
调整盘直径DFP
Ringgaugelength
环规长度Lrg
Ringgaugeoutsidediameter
环规外径DR
Diameterofringgauge
counterbore
镗孔直径
Q
NC23
76.20
52.22
60.32
98.42
64.03
NC28
76.20
60.17
60.32
106.36
71.98
NC31
88.90
73.25
73.02
130.18
85.06
NC35
95.25
82.09
79.38
133.35
93.90
NC38
104.60
89.13
85.72
142.88
100.94
NC40
114.30
95.83
98.42
149.22
107.67
NC44
114.30
104.60
98.42
161.92
116.41
NC46
114.30
109.91
98.42
165.10
121.72
NC50
114.30
120.47
98.42
180.98
132.28
NC56
127.00
135.08
111.12
200.02
146.86
NC61
139.70
149.35
123.82
215.90
161.14
NC70
152.40
171.58
136.52
238.12
183.36
1REG
38.10
c
28.58
63.50
34.54
1-1/2REG
50.80
c
41.28
73.03
42.88
2-3/8REG
76.20
54.13
60.32
95.25
64.29
2-7/8REG
88.90
63.65
73.02
107.95
73.81
3-1/2REG
95.25
76.33
79.38
127.00
86.51
4-1/2REG
107.95
104.90
92.08
158.75
115.09
5-1/2REG
120.65
125.88
104.78
190.50
137.85
6-5/8REG
127.00
138.38
111.12
209.55
151.10
7-5/8REG
133.35
163.09
117.48
241.30
175.41
8-5/8REG
136.53
187.27
120.65
273.05
199.59
51/2FH
127.00
134.42
111.12
196.85
146.91
6-5/8FH
127.00
157.73
111.12
228.60
170.46
说明:
关于各尺寸的含义请参阅图19和图20
a:
关于USC单位制请参阅表A。
b对于中径小于143.0mm的量规其调整盘的厚度TFP最大为9.53mm,对于中径尺寸大于143.0mm的量规其调整盘的厚度TFP最大为11.10mm。
c:
螺纹1REG和1-1/2REG没有调整盘。
注释:
1:
环规螺纹
2:
塞规螺纹
3:
螺纹轴线
图18螺纹量规的牙型
注释:
1校准用螺纹塞规
2校准用螺纹环规
3调整盘
4所示调整盘的倒角为:
0.8(0.03)×45º
注意:
对于中径小于50mm(2in)的量规,径向孔的直径由15.9mm减小为9.53mm+0.25/0(即从0.85in减为0.38in+0.01/0)
图19API原始量规、地区量规和校准用量规
注释:
1工作塞规
2工作环规
3调整盘
4图示调整盘的倒角为0.8(0.03)×45º
5塞规去除螺纹的长度,请参考9.2.3
注意:
对于中径小于50mm(2.0in),径向孔的直径由15.9mm减小为9.53+0.25/0(即从0.65in减为0.38in+0.01/0)
图20工作量规
9.2.4设计总则
所有的塞规和环规都应当进行硬化和磨制,硬度的最小值为HRC55或者与此相同等级的表面硬度。
螺纹量规可以明确规定是左旋还是右旋。
但是,按照2006版的规定,对于正规型的钻杆接头螺纹(REG)只存在左旋的参考校准规。
塞规和环规的不完全螺纹都应当去除。
除了像1REG和1-1/2REG这类紧密距值为9.53mm(0.375in)的量规,其余的量规应当配备如图19和图20所示的调整盘。
这些调整盘,或者量规的表面(没有调整盘的那些量规),应当是平的,并且垂直于中径锥的轴线,公差小于0.010mm(0.0004in)。
对于中径C≤142.20mm的量规,调整盘的厚度TFP最大为9.53mm(0.375in);对于中径C>142.20mm的量规,调整盘的厚度TFP最大为11.10mm(0.437in).
9.2.5牙底的型式
量规螺纹的牙底应带有不超过0.25mm(0.01in)削平圆角半径的尖形,或者最大宽度等于表2所给出的基本牙底削平值的截底。
截底应有为清除基本尖螺纹的深度。
削底的形状并不重要。
9.2.6初始紧密距
表8当中给出了新或修复过的塞规和环规应当符合的配合紧密距尺寸。
表10和表12当中给出了配合紧密距的公差。
塞规和环规相对于API原始量规、地区量规和参考校准规的互换紧密距应符合表8所给的名义紧密距和表10中给出的互换紧密距公差。
注释:
互换紧密距的要求,对于同时符合配对紧密距和互换紧密距的量规可能出现的螺纹要素误差设置的一种限制。
如一个或者多个螺纹要素误差等于或者接近与表10到表12所允许的最大极限,则其它螺纹要素的误差必须在补偿范围之内。
配对量规的螺距误差可部分或者全部由锥度偏差来补偿。
表10地区校准规和API原始量规的量规尺寸公差
(SI国际单位制)
若无其它规定,尺寸单位均为毫米
1
2
3
Element
螺纹要素
Tolerance公差
Plug塞规
Ring环规
Pitchdiameteratgaugepointb
测量点中径
±0.005
—
Leadc螺距
Pitchdiameter≤99中径≤99
Pitchdiameter>99中径>99
±0.005
±0.008
±0.008
±0.010
Taperlimitsd:
锥度极限偏差
All所有螺纹
minmax
minmax
0.0030.010
-0.030-0.015
Halfangleofthread,degree
螺纹牙型半角,度
±0.083
±0.167
Matingstand-off,S
配对紧密距
±0.025
Interchangstand-off,reginalmasteragainstgrandmaster
地区校准规相对与原始规的互换紧密距
±0.0102
±0.0102
Cresttruncation,fcg
削平高度
±0.0284
±0.0279
Gaugelength,Lpg好Lrg
量规长度
±2.4
±2.4
Plugfittingplatediameter,DFP
塞规调整盘直径
±0.4
—
Ringgaugeoutsidediamter,DR
环规外径
—
±0.4
Ringgaugecounterbore,Q
环规镗孔直径
—
±0.4
Noteseefigure19注释:
参见图19
aSeetableA.10forUSCUnits关于USC单位制请参阅表A.10
bHelixanglecorrectionshallbedisregardedinpitchdiameterdetermination
中径值测量时,不考虑修正螺旋升角
cMaximumallowableerrorintheleadbetweenanytwothread,whetheradjacentorseperatedbyanyamountnotexceedingthefulllengthoftheadlessonefullthreadateachend
任意两扣螺纹之间所允许的最大误差,无论是相邻的两扣螺纹还是全螺纹从量规各端各减去一扣的长度内的两扣螺纹。
dThepitchconeoftheringgaugeisprovidewithaminustaperinordertominimizeVariationsininterchangestand-offduetoleaderrors。
Seefigure22formeaningoftaperlimits
环规的中径锥的锥度为负值,目的在于降低由螺距误差所造成的互换紧密距的变化。
关于锥度极限偏差的含义请参阅图22.
表11校准规的量规尺寸公差
(SI国际单位制)
若无其它规定,尺寸单位均为毫米
1
2
3
Element
螺纹要素
Tolerances公差
Plug塞规Ring环规
Pitchdiameteratgaugepointb
测量点中径
Pitchdiameter≤152中径≤152
Pitchdiameter>152中径>152
±0.010
—
±0.013
—
Leadc螺距
Pitchdiameter≤152中径≤152
Pitchdiameter>152中径>152
±0.010
±0.015
±0.013
±0.018
Taperlimitsd:
锥度极限偏差
Lrg89andshorterLrg≤89
Lrg90through10290≤Lrg≤102
Lrg103through114103≤Lrg≤114
Lrg115through127115≤Lrg≤127
Lrg128through140128≤Lrg≤140
Lrg141andlargerLrg≥141
minmax
minmax
00.010
-0.030-0.010
00.013
-0.036-0.010
00.015
-0.041-0.010
00.018
-0.046-0.010
00.020
00.023
-0.051-0.010
-0.056-0.010
Halfangleofthread,degree
螺纹牙型半角(度)
±0.117
±0.25
Matingstand-off,S
配对紧密距
—
±0.025
Interchangstand-off,reginalmasteragainstgrandmaster
地区校准规相对与原始规的互换紧密距
±0.0102
±0.0102
Cresttruncation,fcg
削平高度
±0.0318
±0.0318
Gaugelength,Lpg好Lrg
量规长度
±2.4
±2.4
Plugfittingplatediameter,DFP
塞规调整盘直径
±0.4
—
Ringgaugeoutsidediamter,DR
环规外径
—
±0.4
Ringgaugecounterbore,Q
环规镗孔直径
—
±0.4
Noteseefigure19注释:
参见图19
aSeetableA.10forUSCUnits关于USC单位制请参阅表A.10
bHelixanglecorrectionshallbedisregardedinpitchdiameterdetermination
中径值测量时,不考虑修正螺旋升角
cMaximumallowableerrorintheleadbetweenanytwothread,whetheradjacentorseperatedbyanyamountnotexceedingthefulllengthoftheadlessonefullthreadateachend
任意两扣螺纹之间所允许的最大误差,无论是相邻的两扣螺纹还是全螺纹从量规各端各减去一扣的长度内的两扣螺纹。
dLrgValuesarelistedintable9,column4.ThepitchconeoftheringgaugeisprovidewithaminustaperinordertominimizeVariationsininterchangestand-offduetoleaderrors。
Seefigure22formeaningoftaperlimits
表9中第4列给出内Lrg的值。
环规的中径锥的锥度为负值,目的在于降低由螺距误差所造成的互换紧密距的变化。
关于锥度极限偏差的含义请参阅图22.
表12工作规的量规尺寸公差
(SI国际单位制)
若无其它规定,尺寸单位均为毫米
1
2
3
Element
螺纹要素
Tolerances公差
Plug塞规Ring环规
Pitchdiameteratgaugepointb
测量点中径
Pitchdiameter≤152中径≤152
Pitchdiameter>152中径>152
±0.010
—
±0.013
—
Leadc螺距
Pitchdiameter≤152中径≤152
Pitchdiameter>152中径>152
±0.010
±0.015
±0.013
±0.018
Taperlimitsd:
锥度极限偏差
Lrg89andshorterLrg≤89
Lrg90through10290≤Lrg≤102
Lrg103through114103≤Lrg≤114
Lrg115through127115≤Lrg≤127
Lrg128through140128≤Lrg≤140
Lrg141andlargerLrg≥141
minmax
minmax
00.015
-0.036-0.010
00.018
-0.041-0.010
00.020
-0.046-0.010
00.023
-0.051-0.010
00.025
00.028
-0.056-0.010
-0.061-0.010
Halfangleofthread,degree
螺纹牙型半角(度)
±0.117
±0.25
Matingstand-off,S
配对紧密距
—
±0.025
Interchangstand-off,reginalmasteragainstgrandmaster
地区校准规相对与原始规的互换紧密距
±0.0102
±0.0102
Cresttruncation,fcg
削平高度
±0.0318
±0.0318
Gaugelength,Lpg好Lrg
量规长度
±2.4
±2.4
Plugfittingplatediameter,DFP
塞规调整盘直径
±0.4
—
Ringgaugeoutsidediamter,DR
环规外径
—
±0.4
Ringgaugecounterbore,Q
环规镗孔直径
—
±0.4
Noteseefigure20注释:
参见图20
aSeetableA.10forUSCUnits关于USC单位制请参阅表A.10
bHelixanglecorrectionshallbedisregardedinpitchdiameterdetermination。
Thegaugepointofworkinggaugesis34.925mm(1.375in)fromthemeasurementface
中径值测量时,不考虑修正螺旋升角。
工作规测量点距离测量面为34.925mm(1.375in)。
cMaximumallowableerrorintheleadbetweenanytwothread,whetheradjacentorseperatedbyanyamountnotexceedingthefulllengthoftheadlessonefullthreadateachend
任意两扣螺纹之间所允许的最大误差,无论是相邻的两扣螺纹还是全螺纹从量规各端各减去一扣的长度内的两扣螺纹。
dLrgValuesarelistedintable9,column4.ThepitchconeoftheringgaugeisprovidewithaminustaperinordertominimizeVariationsininterchangestand-offduetoleaderrors。
Seefigure22formeaningoftaperlimits
表9中第4列给出内Lrg的值。
环规的中径锥的锥度为负值,目的在于降低由螺距误差所造成的互换紧密距的变化。
关于锥度极限偏差的含义请参阅图22.
9.2.7其它各要素
尺寸Lpg,Lrg,DR,和Q,以及调整盘的尺寸DFP和TFP,应当遵循表9当中给出的尺寸值和表10和表12给出的公差。
可控外部尺寸值如环规的DR,对于制造商来说是可选的而不是必选的。
9.2.8标记
9.2.8.1总则
在塞规和环规上,量规制造商应当永久性标记9.2.8.2—9.2.8.6中指出的内容。
对于塞规最好标记在塞规体上,但对于小尺寸的螺纹塞规,通常手柄与塞规合成一体,此时标记在手柄上也是可以的。
对于量规制造商来说,可以增加其认为是必要的标记在量规上。
9.2.8.2尺寸
量规的尺寸和编号按照表8第1列。
9.2.8.3类型
表8第1行中给出了螺纹的连接类型,对于适用的,还给出了螺纹左旋的标识。
例如
1NCRotary(数字式旋转台肩式连接)
2REGLHRotary(正规型左旋转台肩式连接)
9.2.8.4等级
量规的等级分为工作规、参考校准规和地区量规。
9.2.8.5制造商
制造商应当给每个量规指定有制造商自己特点的标识编号。
塞规和环规上都应当有,制造商的名称或者制造商的识别标记以及量规的标识。
9.2.8.6认证合格日期
所有的地区量规和参考校准规都应当标识其认证合格的日期。
如果量规重新检修,应当替换其上的认证合格日期。
按照10.3.1.5要求,重新进行量规检定的日期不需要标识在参考校准规或工作规上。
9.2.8.7紧密距
参考校准规和工作规的初始配对紧密距只需要在环规上标识。
按照10.3.1.6定期检定的配对紧密距的值不需要在参考校准规或工作规上进行标识。
例1一个经检定合格的地区量规或校准量规,NC56数字型钻杆接头螺纹量规,应当进行如下标识:
ABCo(或厂标)NC56ROTARY
注册号
检定合格日期
配对紧密距
例2一个NC56工作规应当进行如下标识:
ABCo(或厂标)NC56ROTARYWorking
注册号
检定合格日期
配对紧密距
例3一个经检定合格的参考校准规4-1/2REGrotary应进行如下标识:
ABCo(或厂标)4-1/2REGrotaryreferencemaster
注册号
检定合格日期
配对紧密距
10量规的校准
10.1校准系统
参考校准规和工作规的所有者和使用者,应当建立并文件化量规校准的系统和及其控制。
应当保存量规与设计要求和9.2.2,9.2.3的校准要求相符合的合格记录,包括最初测定的紧密距值。
校准系统按照10.3.1.5和10.3.1.6的要求确定重新定检的周期。
校准记录应当包含最后一次校准的时间、校准人的身份和校准的过程记录。
当参考校准规不再量规使用者处时,使用者应当存有参考校准规校准合格证的复印件。
所有量规校准和维护都应按照相应环规和塞规的各个要素来进行。
所用的检测仪器应当在与检测量规所要求的温度一样的温度条件下,放置足够的时间以消除温度差。
所有尺寸均应在20ºC±1ºC(68ºF±2ºF)的温度下测量。
10.2接受标准
标准ISO10424中的该部分所规定的任何要素都应当被考虑是否满足以下两个条件:
━测量结果的不确定度小于或等于公差的25%与0.0025mm(0.0001in)两者中的较大者。
━测量者加上不确定度应当在规定的极限范围内。
10.3量规的测量方法
10.3.1紧密距的检定
10.3.1.1配对紧密距和互换紧密距
配对紧密距和互换紧密距(参见图17)应当按照10.3.1.2到10.3.1.6的规定进行检定。
测试时,所有件均应在20º±1º(68ºF±2ºF)的均衡温度下测量。
10.3.1.2清洁
在使用以前,量规应当清洁,目视无污物。
用鹿皮或者硬毛刷在螺纹上涂一层薄的医用矿物油膜。
10.3.1.3扭矩测量
用手旋和一对量规不能快速旋和到位,应按每种规格规定的扭转锤完成旋紧(参见图21)。
扭矩锤的重量如下所述:
━中径值小于或等于50mm(1.98in)的量规扭矩锤的重量为0.45kg(1Ib)
━中径值大于50mm(1.98in)小于81mm(3.15in)的量规扭矩锤的重量为0.91kg(2Ib)
━中径值大于81mm(3.15in)小于130mm(5.12in)的量规扭矩锤的重量为1.36kg(3Ib)
━中径值大于130(5.12in)小于166mm(6.50in)的量规扭矩锤的重量为1.82kg(4Ib)
━中径值大于166(6.50in)小于180mm(7.09in)的量规扭矩锤的重量为2.27kg(5Ib)
━中径值大于180mm(7.09in)的量规扭矩锤的重量为2.72kg(6Ib)
注释:
1重锤
2环规
说明:
对于中径值小于50mm(2.0in)的量规,在量规测量时扭矩臂的直径由15.88mm减小为9.50mm0/-0.025(从0.625in降到0.374in0/-0.01)。
图21扭矩锤
10.3.1.4扭矩测量的方法
扭矩锤击打的次数并不重要,次数以连续击打但不发生环规相对于塞规移动为宜。
当检测的时候,塞规应当刚性固定,推荐在刚性的工作


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- API SPEC 723160
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《高压旁路系统检修作业指导书》0930.docx
《高压旁路系统检修作业指导书》0930.docx
-
《七律长征》语段阅读及答案2.docx
-
《中国武术史》第一学期教案 2.docx
-
4Photoshop给偏灰的情侣图片增加晨曦效果.docx
-
《复式条形统计图》教学设计6.docx
-
《帕金森病康复中国专家共识》要点.docx
-
《幼儿园教师观摩课发言稿5篇》.docx
-
3分钟述职报告工作范文.docx
-
7年级上册124《生态系统》课堂教学设计.docx
-
16年一建法规试题精选.docx
-
0419已阅十八届五中考试题目.docx
-
Buzpwhj大学英语四级词汇大全.docx
-
demo创建销售订单和mmsc 的bdc 和增加销售订单长文本.docx
-
IE080608统计学课程实验指导书印刷版.docx
-
LearnerBased Teaching in ELT Class以学生为主体的英语课堂教学.docx
-
pep人教版四年级英语上册单元教学设计.docx
-
T梁预制场施工作业安全.docx
-
XX春节座谈会主持词.docx
-
XX新年对联贺词.docx
-
安全管理工作评价管理办法.docx
-
八年级上Unit 8 How was your school trip单元教案.docx
-
爸爸生日的诗意祝福语.docx
-
版幼儿园保育员业务技能考试试题II卷 含答案.docx
-
北京海淀区中考二模语文试题附答案.docx
-
北师大版二年级语文上册绒毛小熊和我们的玩具和游戏教案.docx
-
备考感悟中考文言文阅读分课辑录八年级上册.docx
-
编程实习心得体会.docx
-
部编版道德与法治八年级上册31维护秩序教案教学设计.docx
-
《对社会主义道路的探索》参赛教案.docx
-
《聂绀弩刑事档案》节选.docx
-
《有效沟通技巧》赵永忠章节作业及期末考试.docx
-
3dmax心得体会.docx
-
房地产开发费用流程图融资.docx
-
高中生物晨背一.docx
-
学校生活部工作计划.docx
-
英语口语中小学师生常用交际语汇总双语版.docx
-
玉溪市中考英语猜题卷及答案.docx
-
地域文化岭南民间文化网上作业任务一至任务四.docx
-
高中英语牛津上海版高中二年级第一学期主谓一致巩固提升练习有答案.docx
-
英语人称代词的用法.docx
-
学校周会会议纪要范文6篇.docx
-
英语一轮必修5江西课文佳句仿写.docx
-
血证学生.docx
-
园林工程资料表格完整版doc.docx
-
个人保证书4篇.docx
-
压力管道专项施工方案修改.docx
-
英语中读音中强读弱读连读失爆等规则精编版.docx
-
岳西县中心学校考核评分细则.docx
-
涌出泉生态水池生态沟渠含水资源之利用.docx
-
第三章增感屏.docx
-
优秀团支部申请书.docx
