 pcb电镀沉铜药水控制工艺doc.docx
pcb电镀沉铜药水控制工艺doc.docx
- 文档编号:16507239
- 上传时间:2023-07-14
- 格式:DOCX
- 页数:23
- 大小:25.42KB
pcb电镀沉铜药水控制工艺doc.docx
《pcb电镀沉铜药水控制工艺doc.docx》由会员分享,可在线阅读,更多相关《pcb电镀沉铜药水控制工艺doc.docx(23页珍藏版)》请在冰点文库上搜索。
pcb电镀沉铜药水控制工艺doc
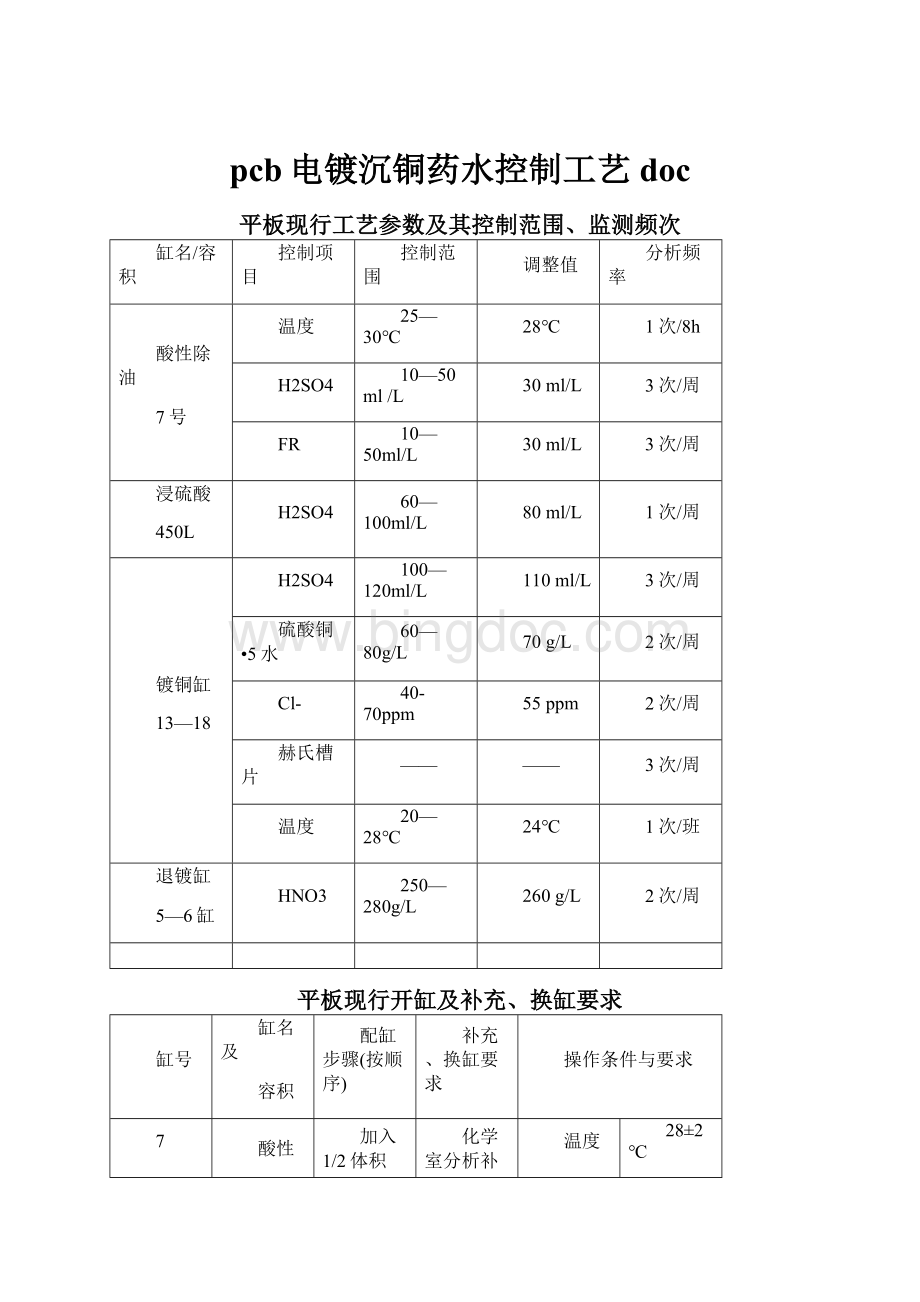
平板现行工艺参数及其控制范围、监测频次
缸名/容积
控制项目
控制范围
调整值
分析频率
酸性除油
7号
温度
25—30℃
28℃
1次/8h
H2SO4
10—50ml/L
30ml/L
3次/周
FR
10—50ml/L
30ml/L
3次/周
浸硫酸
450L
H2SO4
60—100ml/L
80ml/L
1次/周
镀铜缸
13—18
H2SO4
100—120ml/L
110ml/L
3次/周
硫酸铜•5水
60—80g/L
70g/L
2次/周
Cl-
40-70ppm
55ppm
2次/周
赫氏槽片
——
——
3次/周
温度
20—28℃
24℃
1次/班
退镀缸
5—6缸
HNO3
250—280g/L
260g/L
2次/周
平板现行开缸及补充、换缸要求
缸号
缸名及
容积
配缸步骤(按顺序)
补充、换缸要求
操作条件与要求
7
酸性除油
450L
加入1/2体积DI水,加入硫酸(50%)35L,再加入除油剂FR15L,加DI水至合适液位。
化学室分析补加
8000±500m2更换
温度
28±2℃
颜色
开缸无色,之后淡蓝色
10
浸硫酸缸
450L
加入1/2体积DI水,加入50%硫酸90L;加入DI水至合适液位
1.5L/100m25000±500m2更换
温度
室温
颜色
开缸无色,之后淡蓝色
13、14、15、16、17、18
镀铜缸
(共有6个大铜缸,两个集液槽总体积13000L)
加入1/2体积DI水,小心加入50%H2SO43720L,加入CuSO4·5H2O910kg,加DI水至合适液位。
冷却后分析调整Cl-含量,调整氯离子含量达到50—70ppm;加入40L酸铜添加剂,循环充分后做赫氏槽片,根据试验效果添加酸铜补充剂和酸铜添加剂进度调整,(按5:
1比例),化学室分析并试产。
化学成分由化学室分析调整。
酸铜补充剂,酸铜添加剂均采用自动添加,一般为每100AH添加8-10ml,特殊情况下由工艺确定。
温度
20-28℃
过滤
10μm滤芯,每月更换
打气
打气充分
液位
低于阳极袋口2-2.5cm
颜色
深蓝色
42
退镀缸
300L
有退镀母液先加入退镀母液,,然后加入HNO3(浓),按加硝酸量的1\3补水,保证循环正常;化学室分析并调整硝酸至合适浓度。
新配退镀缸需加硝酸120L,加水40L
10—20L/1000m2
温度
室温
颜色
深蓝色
平板药缸工艺操作规范
药缸
名称
槽积
(L)
温度
范围
调整值
测量
频次
循环过滤
打气
槽寿命
酸性除油
450
25-30℃
28℃
1次/天
有
无
8000m2
浸硫酸缸
450
室温
1次/天
无
无
镀铜
13000L
22-25℃
24℃
1次/班
有
适当
退镀
300L
室温
1次/周
有
无
工艺通知
图电工艺参数及其控制范围、监测频次
缸名/容积
控制项目
控制范围
调整值
分析方法
分析频率
酸性除油
900L
温度
25-30℃
28℃
员工实测
1次/8h
H2SO4
5-8%
6%
化学分析
1次/天
FR
5-8%
6%
化学分析
1次/天
微蚀
480L
温度
25-30℃
28℃
员工实测
1次/8h
NPS
20-60g
40g/L
化学分析
1次/天
H2SO4
40-60ml/L
50ml/L
化学分析
1次/天
浸硫酸
480L
H2SO4
60-100ml/L
80ml/L
化学分析
2次/周
镀铜缸
22400L
H2SO4
100-120ml/L
110ml/L
化学分析
2次/周
CuSO4•5H2O
60-80g/L
70g/L
化学分析
2次/周
Cl-
40-70ppm
55ppm
化学分析
2次/周
赫氏槽片
——
——
化学室
2次/周
温度
20-28℃
23℃
员工实测
1次/8h
预浸氟硼酸
480L
氟硼酸
25-45g/L
35g/L
化学分析
2次/周
镀锡铅
4200L
氟硼酸
100-160g/L
130g/L
化学分析
2次/周
氟硼酸铅
8—12g/L
10g/L
化学分析
2次/周
氟硼酸亚锡
12—20g/L
16g/L
化学分析
2次/周
温度
20-28℃
26℃
员工实测
1次/8h
退镀缸
HNO3
200-280g/L
250g/L
化学分析
1次/周
图电开缸及补充、换缸要求
缸号
缸名及
容积
配缸步骤(按顺序)
补充、换缸要求
操作条件与要求
14/15
酸性除油
900L
加入1/2体积DI水,加入硫酸(50%)140L,再加入除油剂FR54L,加DI水至合适液位。
化学室分析补加
8000±500m2更换
温度
30±5℃
颜色
开缸无色,之后淡蓝色
18
微蚀
480L
留母液50L左右,加入1/2体积DI水,加入50%硫酸60L;再加入20kgNPS,最后加入DI水至合适液位
每周更换
温度
28±3℃
22
浸硫酸缸
480L
加入1/2体积DI水,加入50%硫酸100L,加入DI水至合适液位
6.5L/500m28000±500m2更换
温度
室温
颜色
开缸无色,之后淡蓝色
24-39
镀铜缸
(22400)
加入1/2体积DI水,小心加入50%H2SO46400L,加入CuSO4·5H2O1560kg,加DI水至合适液位。
冷却后分析调整Cl-含量,加入67L酸铜添加剂,循环充分后做赫氏槽片,根据试验效果添加酸铜补充剂和酸铜添加剂进度调整,(按5:
1比例),化学室分析并试产。
化学成分由化学室分析调整。
酸铜补充剂,酸铜添加剂均采用自动添加,一般为每1000Ah添加8-10ml,特殊情况下由工艺确定。
温度
20-25℃
过滤
10μm滤芯,每月更换
打气
打气充分
液位
低于阳极袋口2-2.5cm
颜色
深蓝色
13
预浸氟硼酸缸
加入1/2体积DI水,加入氟硼酸36L搅拌均匀;再加入DI水至合适液位
每200m2补充1L、特殊情况由工艺人员酌定
10—12
镀锡铅缸
加入1/2体积DI水、加入氟硼酸980L、氟硼酸锡182L、氟硼酸铅63L、加入硼酸84kg(用60℃DI水预先溶解)
加锡添加剂B126L、锡添加剂A84L加入DI水至合适液位,拖缸处理30分钟,电流密度1.5A/dm2。
定期补充硼酸(遇特殊
情况由有关工艺人员
酌定))
5—7
退镀缸
400L
有退镀母液先加入退镀母液,然后加入HNO3(浓),按加硝酸量的1\3补水,保证循环正常;化学室分析并调整硝酸至合适浓度。
新配退镀缸需加水60L,加硝酸180L,开启循环,调整循环缸液位,保证循环正常,化学室分析硝酸浓度并调整铜离子浓度.
20L/1000m2
温度
室温
图电药缸工艺操作规范
药缸名称
槽积(L)
循环过滤
打气
槽寿命
酸性
除油
900
有
无
8000m2
微蚀
480
有
有
每周更换或铜含量超过35g/l换缸
浸硫酸缸
480
无
无
8000m2
镀铜
22400
有
有
工艺要求
浸氟硼酸缸
480
无
无
10000m2
镀锡铅缸
4200
有
无
工艺要求
退镀
400
有
无
工艺要求
4.2.3沉铜线各药水缸工艺控制要求:
(罗门哈斯药水体系)
序号
药缸名称
参考
时间(min)
控制项目
规格范围
调整值
1
溶胀
340L
6-9
澎松剂MLB211
NaOH
温度
10%-13%-16%
30g/L-40g/L
70-80℃
13%
35g/L
75℃
2
凹蚀
430L
9-12
KMnO4
K2MnO4
NaOH
温度
再生电流
40-60g/L
<25g/L
40-50g/L
70-80℃
100-150A
50g/L
45g/L
75℃
3
预中和
340L
0.5-1.0
H2O2(30%)
H2SO4(50%)
温度
5-15mL/L
10-20mL/L
室温
10mL/L
15mL/L
4
中和
340L
2-3
中和剂3316
H2SO4
H2O2(30%)
温度
40-50ml/L
10-30mL/L
10ml-20ml/L
20-25℃
45ml/L
20ml/L
15ml/L
22℃
5
除油
340L
5-7
除油剂3325
温度
8%-10%-12%
60-70℃
10%
67℃
6
微蚀
370L
1-2
H2SO4
NPS
Cu2+
微蚀速率
温度
15-25mL/L
30-70g/L
Cu2+<25g/L
0.5—1.5µm
25-30℃
20mL/L
50g/L
28℃
7
预浸
320L
0.5-1.0
预浸剂404
Cu2+
温度
S.G..>1.12
Cu2+<1.5g/L
28-32℃
250g/L
30℃
8
活化
320L
5-7
预浸盐404
活化剂44
SnCl2
Cu2+
温度
S.G..>1.134
Pd强度:
55-75%
3-12g/L
<2g/L
42-45℃
240g/L
65%
4g/L
43℃
10
沉铜
770L
15-18
铜
NaOH
甲醛
EDTA
比重
沉铜厚度
温度
1.7-2.3g/L
9.5-11.5g/L
3-5g/L
25-35g/L
S.G<1.12
0.25-0.625µm
30-36℃
2.0g/L
10.5g/L
4g/L
30g/L
S.G<1.12
0.4µm
32℃
4.2.4沉铜生产线药水补充用量
缸号
化学药品
补充份量(每一百平米补充量)
溶胀缸
澎松剂MLB211
NaOH
1L
300g/L的溶液1L
凹蚀缸
KMnO4
NaOH
1Kg
300g/L的溶液2L
中和缸
H2SO4(50%)
H2O2(30%)
中和剂3316
4L
1.5L
除油缸
除油剂3325
1.5L
微蚀缸
H2SO4(50%)
NPS
5L
5Kg
预浸缸
预浸盐404
2.5Kg
活化缸
预浸盐404
配成50g/L(20%)的水溶液,补充液位
活化剂44
400mL
沉铜缸
NaOH
300g/L的溶液10L
甲醛
7L
沉铜液880A
5L
沉铜液880E
3.5L
4.2.5沉铜线各缸药水分析频次
缸名
控制项目
范围
分析频率
沉铜缸
NaOH
8.5~11.5g/L
1次/4H
甲醛
3.0~5.0g/L
1次/4H
880A(Cu2+)
1.7~2.3g/L
1次/4H
880E(EDTA)
25~35g/L
1次/4H
温度
30~36℃
2次/班
活化
Pd的强度
55~75%
1次/天
比重
1.135~1.167
1次/班
Cu2+
<2g/L
1次/班
预浸
比重
>1.12
1次/班
Cu2+
<1.5g/L
1次/班
微蚀
H2SO4
15-25mL/L
1次/班
NPS
30-70mg/L
1次/班
Cu2+
<25g/L
1次/天
微蚀速率
0.5—1.5µm
1次/天
除油
除油剂3325
8%-10%-12%
1次/天
中和
中和剂3316
40-50ml/L
1次/天
H2SO4
10-30mL/L
1次/天
H2O2(30%)
10ml-20ml/L
1次/天
溶胀
澎松剂MLB211
10%-16%
1次/天
NaOH
30g/L-40g/L
1次/天
凹蚀
KMnO4
40-60g/L
1次/天
K2MnO4
<25g/L
1次/天
NaOH
40-50g/L
1次/天
再生电流
100-150A
2次/班
4.2.6开缸规范
4.2.6.1部分药水每升含离子克浓度
药水名称
离子名称
含量
催化剂44
每1%的CAT44含Pd
47ppm
沉铜液880A
Cu2+
200g/L
沉铜液880E
EDTA
600g/L
甲醛
HCHO
333g/L
4.2.6.2开缸方法
药缸名称
缸号
开缸步骤
换缸标准
溶胀
22#
1)放入2/3缸DI水,开启打气;
2)加入12kgNaOH,搅拌均匀,等待其完全溶解;
3)加入44.2L膨松剂MLB211,搅拌均匀;
4)加DI水至溢流位;
5)开启过滤循环,开启加热器升温至75℃。
1500㎡或2个月
凹蚀
32#
1)放入2/3缸DI水;
2)加入22kg高锰酸钾(KMnO4),搅拌均匀;
3)加入20kg氢氧化钠,搅拌均匀;
4)加DI水至400升;
5)待搅拌均匀后,开启加热至75℃;
6)同时开动再生器把再生电流调整至120~150A。
注意:
每次配槽前,用2%硫酸(v/v)及2%H2O2(V/V)清洗槽壁及再生器上的二氧化锰等沉积物,再用清水清洗干净。
5000㎡或
每6个月换缸,但每个月需要倒缸一次。
预中和
29#
1)放入3/4缸DI水;
2)缓慢加入15L硫酸(50%),搅拌均匀;
3)加入3.5L双氧水(30%),搅拌均匀;
4)加DI水至溢流位;
1周
中和
27#
1)放入3/4缸DI水,
2)加入17.5LH2SO4(50%),搅拌均匀;
加入5L双氧水(30%),搅拌均匀;加入15.5L中和剂3316,搅拌均匀。
3)加DI水至溢流位;开启过滤泵。
1000m2或
Cu>20g
除油调整
21#
1)放入半缸DI水,
2)加入34L除油剂CC3325,搅拌均匀;
3)加DI水至溢流位
4)开启循环过滤及加热至工作温度。
(67℃)
5000㎡
微蚀
17#
1)放入半缸DI水;
2)加入50%的硫酸20L;
3)加入NPS18.5Kg,
4)加DI水至溢流位。
5)开启过滤、打气及加热至工作温度。
(28℃)
每周2次或Cu2+>25g/L
酸洗
14
1)放入半缸DI水,
2)加入12.5L硫酸搅拌均匀。
3)加DI水至溢流位
1周
预浸
12#
1)放入3/4缸DI水;
2)加入80kg预浸剂CP404,搅拌至完全溶解。
,
3)注入DI水至工作液位,开动过滤泵。
1到2年或Cu2+>1.5g/L
活化
11#
1)放入3/4缸DI水;
2)加入85kg预浸剂CP404,搅拌,并加热至42-44℃,直至所有预浸剂溶解;
3)开启过滤,并补充液位;
4)加入6.8LCAT44,并搅拌均匀。
1到2年或Cu2+>2g/L
化学沉铜
3-4#或
5-6#
1)放入2/3缸DI水,开启打气;
2)加入38LC/P880E,开启打气,等待2-5分钟;
3)加入7.7LC/P880A,打气5分钟;
4)加入19LC/P880C,打气5分钟;
5)加入25.7LNaOH(300g/L);
6)加入9.5LHCHO搅拌均匀;
7)加入DI水至工作水位
8)循环过滤、搅拌均匀加热至温度控制范围。
每周倒槽
说明:
1)除微蚀、预浸、浸酸外,其他各缸开缸后化学分析并根据分析结果进行调整,但凹蚀缸KMnO4减K2MNO4浓度≥40g/l时不作额外补充。
4.2.7药水颜色及循环过滤要求
缸名
过滤/循环要求
药水颜色及特征
膨胀缸
10μ棉芯,每周更换
浅黄色,生产时不能有分层或混浊现象
凹蚀缸
强烈搅拌
深紫红色
中和
10μ棉芯,每周更换
开缸时无色,然后渐变为篮色,使用较久时呈绿色
除油
10μ棉芯,每周更换
开缸时无色,然后渐变蓝色
微蚀缸
——
开缸时无色,然后渐变为蓝色
活化缸
5μ棉芯,每周更换
黑色,不能有混浊现象。
Pd浓度偏低时颜色会偏浅
沉铜缸
10u滤芯每周更换,循环:
要求4-6个循环/小时
天蓝色,反应时表面有一层小气泡,若反应过于激烈为异常
各水洗缸
——
凹蚀后一级水洗为紫色;除油后一级水洗为浅蓝色,微蚀后一级水洗也为浅蓝色并清澈,二级水洗应无色;活化后一级水洗乳白色,其他每个水洗缸都应无色。
4.2.8沉铜自动添加药水准备及自动添加频次设置
1)自动添加药水备料(满量生产)
沉铜液880A每天需备料1—2桶
沉铜液880E每天需备料10L
甲醛每天需备料15L
氢氧化钠每天需配制含300g/L的溶液100L,每桶(50L)配制时先加半桶DI水,加入NaOH15㎏搅拌均匀,补充DI水,再搅拌均匀,待冷却后使用。
自动添加桶液位低于1/4时必须及时补充药剂
4.2.1各个药水控制范围
缸名
控制项目
范围
分析方法
分析频率
责任人
退膜缸
氢氧化钠
退膜温度
48℃±2
直接测量
1次/班
操作者
浓度%
3—4%
化学分析
1次/班
化学室
蚀刻缸
pH
8.0-8.8
化学分析
1次/班
化学室
Cl-
170-200g/l
化学分析
1次/班
化学室
比重显示
1.19±0.01
目测
2次/班
操作者
蚀刻温度
48-52℃
直接测量
1次/班
操作者
退锡缸
HNO3含量
160-220g/l
化学分析
3次/周
化学室
比重
1.30-1.40
比重计测量
1次/班
操作者
退锡温度
35-38℃
直接测量
1次/班
操作者
4.2.2生产线开缸方法
缸名
体积
开缸方法
退膜缸
650L
加清水至缸液位2\3体积,将25Kg氢氧化钠分次倒入配料桶,加水搅拌溶解后倒入缸中。
补充清水至合适液位。
加入100—200ml消泡剂。
开机循环,将药水泵入退膜缸中,并开启加热使升温至47℃以上方可使用。
做板量1500—2000块板换缸。
蚀刻缸
800L
泵入蚀刻母液650~750L,分析各控制成份含量,并依情况用水、稀氨水、蚀刻液进行调整,开机循环并开启加热使升温至48-52℃方可使用。
退铅锡缸
1000L
加入退锡母液800L—900L分析硝酸含量,测量比重,并依情况加退铅锡剂、硝酸至合适液位开机循环并开启加热使升到35-40℃。
4.2.3自动加药系统控制(说明蚀刻自动添加原理及添加量)
蚀刻段:
比重达到设定值(例如:
1.193)时,开始自动添加蚀刻子液
PH值低于设定值时,开始自动添加氨水
PH值高于设定值时,开始自动添加氯化铵
自动添加药水流量、添加频次每周由工艺确认、调整,每周对比重值、PH值设定、校准,由工艺负责。
4.2.4生产控制项目
缸名
项目
退膜
蚀刻
退锡
退膜段
水洗段
上压
下压
压力(psi)
25—30
20—25
25—30
20—25
25~30
温度
设定
47℃
48
36
控制
47±2℃
≥45,≤52
≥35,≤38
速度(m/min)
2.0m—2.3m/min
0.5OZ
2.5±0.2
2.2m—2.7m/min
1.0OZ
1.6±0.2
2.0OZ
1.0±0.2
烘干段温度
55±5℃
备注:
A.电镀后经补黑油的板件,干膜较难退下,可根据实际情况,适当降低退膜速度。
B.孤立线路易夹膜的板件应适当降低退膜速度。
C.对于有平板加厚要求的板件,可根据实际情况适当降低蚀刻速度,一般比相应控制范围降低0.2-0.4m/min。
5.0蚀刻液配制
5.1配制比例:
配制50L标准碱性蚀刻液配方
药品名称
级别
配制
氨水
工业级
18%(标准)
25L
氯化铵
工业级
12.5㎏
硝酸钾
工业级
250—300g
磷酸二氢钠
工业级
250—300g
碳酸氢铵
工业级
250—300g
硫脲
1g
4.1.3工艺参数控制
流程
项目
控制范围
最佳控制值
磨板
磨刷压力
1.9-2.2A
2.1A
磨痕宽度
9-12mm
10.0mm
速度
1.8-2.3m/min
2.0m/min
酸洗
H2SO4
2-3%
2.5%
烘干
温度
60±5℃
60℃
贴膜
速度
1.7-2.3m/min
2.0m/min
热压辊温度
110±10℃
115℃
压力
45-60psi(3.0-5.0bar)
55psi
曝光
曝光级数
8-10级
9级
真空度
85-99%
90%
显影
显影压力
20-25psi
22psi
显影温度
28-32℃
30℃
显影浓度(Na2CO3)
0.9-1.2%
1.1%
补充液浓度(Na2CO3)
0.9-1.2%
1.1%
露铜点
50-70%
55%
显影速度m/min
1.4-1.6m/min
1.5m/min
露铜点:
指冲板时刚好能把干膜全部洗掉所走过的距离,此距离占整显影段的百分率,例如走在中间时停止,然后观察板面露铜的部分,若只有一半即为50%。
4.1.4重氮片工艺参数控制:
缸名
控制项目
范围
曝光级数
IMD-XT重氮片(PhoTec21级)
第二级透明,第三级有棕色
显影
氨水速度
≥30滴/分钟
显影温度
45±2℃
4.1.5干膜存放
环境
温度要求
湿度要求
最长贮存时间
仓库
10-15℃
50-70%
3个月
洁净间
20-24℃
50-70%
1个月
4.1.6生产参数测量频次
缸名
控制项目
范围
分析方法
分析频率
磨板
水膜时间
>20秒
时间测量
1次/周
酸洗


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- pcb 电镀 药水 控制 工艺 doc
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《曹刿论战》知识点归纳与专项阅读.docx
《曹刿论战》知识点归纳与专项阅读.docx
-
《安塞腰鼓》教学实录doc.docx
-
《传统文化的继承》同步练习5人教版必修3.docx
-
《富兰克林自传》读后感15篇.docx
-
《老龄产业发展现状问题与对策研究》.docx
-
《企业安全生产台帐》word版.docx
-
《》教案.docx
-
《公共营养师》基础部分试题及答案.docx
-
《基金科目二》试题及答案解析6.docx
-
《建筑业企业资质等级标准》建建82号.docx
-
《苦夏冯骥才》阅读答案3.docx
-
《普通化学》.docx
-
《安全标准化二级年度自评工作首次会议议程范文》.docx
-
《观刈麦范文》.docx
-
《常用文体写作》题库与答案.docx
-
《阿房宫赋》鉴赏教学实录5篇.docx
-
《蝉》教案.docx
-
《妇女维权倡议书3篇》.docx
-
《健康评估》考试试题及答案 客观题一套.docx
-
《三毛流浪记》阅读试题.docx
-
《食用菌工厂化栽培实施方案》.docx
-
《铁路机车操作规程》63页word.docx
-
《信息系统安全系统等级保护基本要求》二级三级等级保护要求比较.docx
-
《中小学德育工作指南》解读.docx
-
7古代东方国家及古希腊古罗马的学前教育可编辑修改word版.docx
-
《对幼儿行为习惯养成教育的研究》之结题报告.docx
-
《工笔人物》课程教学大纲.docx
-
《彩色的梦》教案.docx
-
《红红楼梦》31回至40回故事梗概.docx
-
《看上去很美》观后感.docx
-
《汽轮机本体检修》高级工题库完整.docx
-
《别了司徒雷登》.docx
-
卖手机试用期工作总结怎么写.docx
-
美国FDA分析方法验证指南中英文对照.docx
-
美术教学计划集合6篇.docx
-
门窗专项施工组织设计.docx
-
秘书素养对工作的重要性.docx
-
拓展项目:击鼓颠球介绍(共2页)800字.docx
-
拓展项目介绍:绝壁逢生(共2页)800字.docx
-
模拟法庭剧本.docx
-
拓展游戏:数字传递(共2页)700字.docx
-
拓展游戏:自由之门与死亡之门(共2页)1000字.docx
-
拓展游戏之滚球运动(共1页)600字.docx
-
台湾春节习俗最新范文介绍(共5页)2700字.docx
-
木偶奇遇记读后感10篇.docx
-
体育教师省级培训方案(共3页)1700字.docx
-
内蒙古大学 全区大学生课外学术科技作品竞.docx
-
通报参考范文:关于会风问题的通报范文_1篇(共2页)900字.docx
-
年产3万吨超微细重质碳酸钙粉体可研.docx
-
通知范文:会议通知(共2页)900字.docx
-
年产10000吨直缝焊管生产线项目可行性研究报告.docx
