 涂装胶气泡日本工厂关于胶泡的改善报告.docx
涂装胶气泡日本工厂关于胶泡的改善报告.docx
- 文档编号:16477233
- 上传时间:2023-07-13
- 格式:DOCX
- 页数:12
- 大小:1.86MB
涂装胶气泡日本工厂关于胶泡的改善报告.docx
《涂装胶气泡日本工厂关于胶泡的改善报告.docx》由会员分享,可在线阅读,更多相关《涂装胶气泡日本工厂关于胶泡的改善报告.docx(12页珍藏版)》请在冰点文库上搜索。
涂装胶气泡日本工厂关于胶泡的改善报告
装胶气泡-日本工厂关于胶泡的改善报告
涂装胶起泡
外观不良对策
―焊装胶空洞化―
焊装胶空洞提案、设计(XK3/KAK)本提案已经基本达成一致(11/25)
1.提案的理由和概略内容
(除去下边)
填充到内板前端
焊装胶空洞化
2.提案的内容
1.堵住间隙入口:
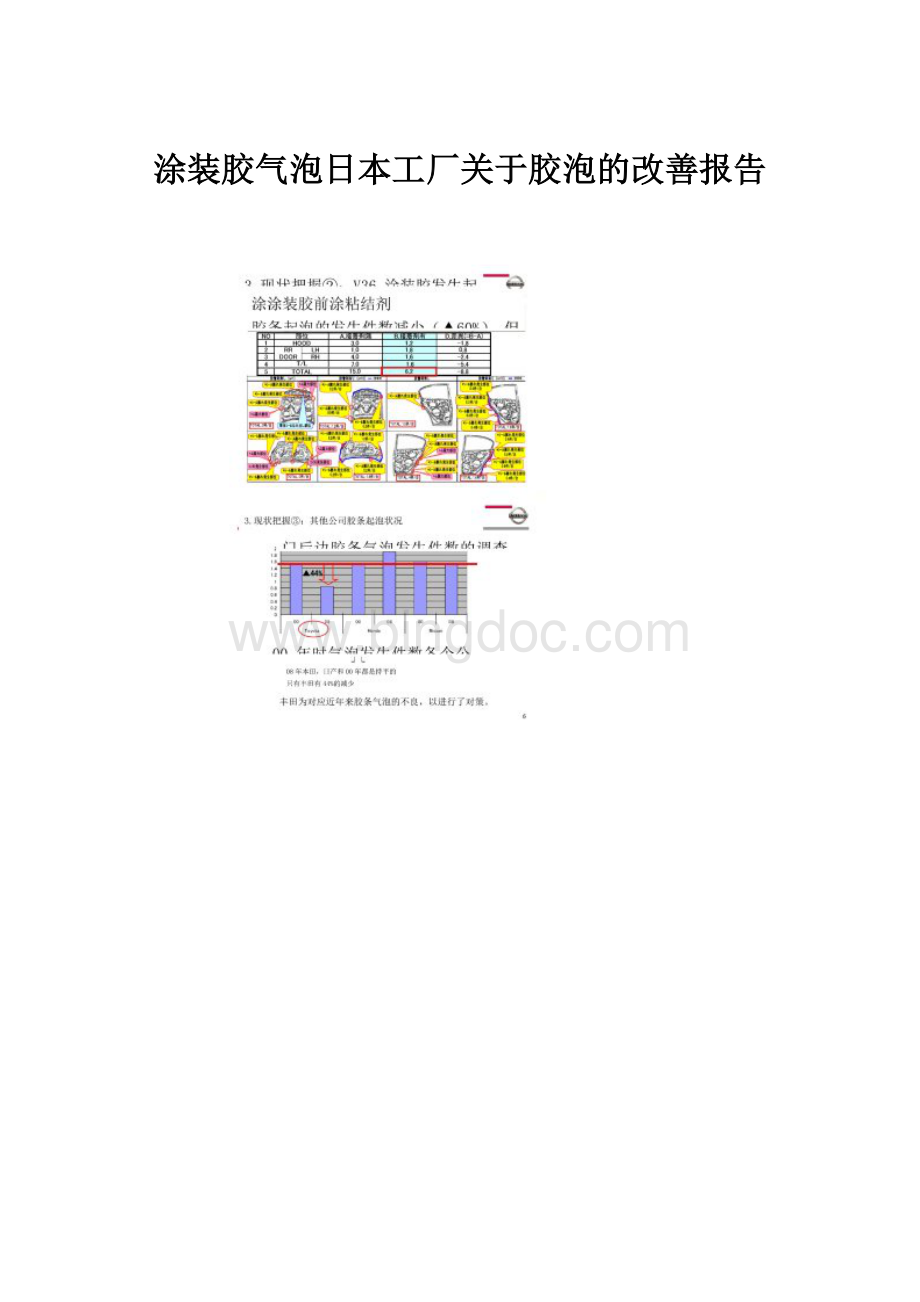
①包边间隙0.10mm以下②涂涂装胶前涂粘结剂
2.①去掉焊装胶中途填充部位(完全喷涂)
3.②焊装胶整个区域都变成中途填充部位(空洞化)
涂装胶起泡发生的原因:
包边内残留的局部空间中的空气膨胀
局部空间发生的原因
1.包边间隙为0.10mm-0.2mm的部位(0.10mm以下的话,电泳液会塞住间隙入口)
2.一些部分焊装胶较少
3.现状把握①:
涂装胶发生起泡的原理
市场回收调查分析结果,门纵向不需要完全填充焊装胶(前提是能防止进水)
3.现状把握⑤:
X12D生锈市场调查结果
5.焊装胶空洞化调试结果V36(n=20)
6.汇总
1.焊装胶空洞化部位:
除了涂装胶刮刀修正+5mm的部位,其他都已实施完毕
2.确认上述状态下有无刚性问题→焊装胶示教修正后解体、拍照,和设计开确认会。
3.适用与现行车/新车
现行车:
第一优先:
V36/T31,第二优先:
CV36/Z34/S35/N16
新车:
L53E――依次采用


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 涂装胶 气泡 日本 工厂 关于 改善 报告
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《曹刿论战》知识点归纳与专项阅读.docx
《曹刿论战》知识点归纳与专项阅读.docx
-
《安塞腰鼓》教学实录doc.docx
-
《传统文化的继承》同步练习5人教版必修3.docx
-
《富兰克林自传》读后感15篇.docx
-
《老龄产业发展现状问题与对策研究》.docx
-
《企业安全生产台帐》word版.docx
-
《》教案.docx
-
《公共营养师》基础部分试题及答案.docx
-
《基金科目二》试题及答案解析6.docx
-
《建筑业企业资质等级标准》建建82号.docx
-
《苦夏冯骥才》阅读答案3.docx
-
《普通化学》.docx
-
《安全标准化二级年度自评工作首次会议议程范文》.docx
-
《观刈麦范文》.docx
-
《常用文体写作》题库与答案.docx
-
《阿房宫赋》鉴赏教学实录5篇.docx
-
《蝉》教案.docx
-
《妇女维权倡议书3篇》.docx
-
《健康评估》考试试题及答案 客观题一套.docx
-
《三毛流浪记》阅读试题.docx
-
《食用菌工厂化栽培实施方案》.docx
-
《铁路机车操作规程》63页word.docx
-
《信息系统安全系统等级保护基本要求》二级三级等级保护要求比较.docx
-
《中小学德育工作指南》解读.docx
-
7古代东方国家及古希腊古罗马的学前教育可编辑修改word版.docx
-
《对幼儿行为习惯养成教育的研究》之结题报告.docx
-
《工笔人物》课程教学大纲.docx
-
《彩色的梦》教案.docx
-
《红红楼梦》31回至40回故事梗概.docx
-
《看上去很美》观后感.docx
-
《汽轮机本体检修》高级工题库完整.docx
-
《别了司徒雷登》.docx
-
理百强名校试题解析金卷第18卷辽宁沈阳东北育才学校高三上学期第二次模拟考试物理试题解析解析版.docx
-
鲁教版五四制物理八年级下册单元评价检测一.docx
-
九里中心小学关于禁止学生骑电动车.doc
-
力的相互作用重力弹力摩擦力精.docx
-
九小场所责任书.doc
-
历史人民版ⅳ专项四第二课圣雄甘地教案.docx
-
论服务型企业的投诉处理.docx
-
利用红外发射接收传感器进行距离检测.docx
-
论网络营销在中国的发展.docx
-
老港镇中心小学三年发展规划中期评估自评报告.docx
-
酒店安全生产事故应急预案.doc
-
逻辑与语文学习.docx
-
老年人休闲活动中心营销.docx
-
美国心理学家阿尔伯特.docx
-
离校感言多篇.docx
-
酒店服务与管理专业建设方案.doc
-
律师实习小结三篇.docx
-
理发店活动横幅宣传语范文.docx
-
梦的畅想曲.docx
