 人防门GSFM60256制造工艺Word格式文档下载.docx
人防门GSFM60256制造工艺Word格式文档下载.docx
- 文档编号:1522367
- 上传时间:2023-04-30
- 格式:DOCX
- 页数:39
- 大小:46.07KB
人防门GSFM60256制造工艺Word格式文档下载.docx
《人防门GSFM60256制造工艺Word格式文档下载.docx》由会员分享,可在线阅读,更多相关《人防门GSFM60256制造工艺Word格式文档下载.docx(39页珍藏版)》请在冰点文库上搜索。
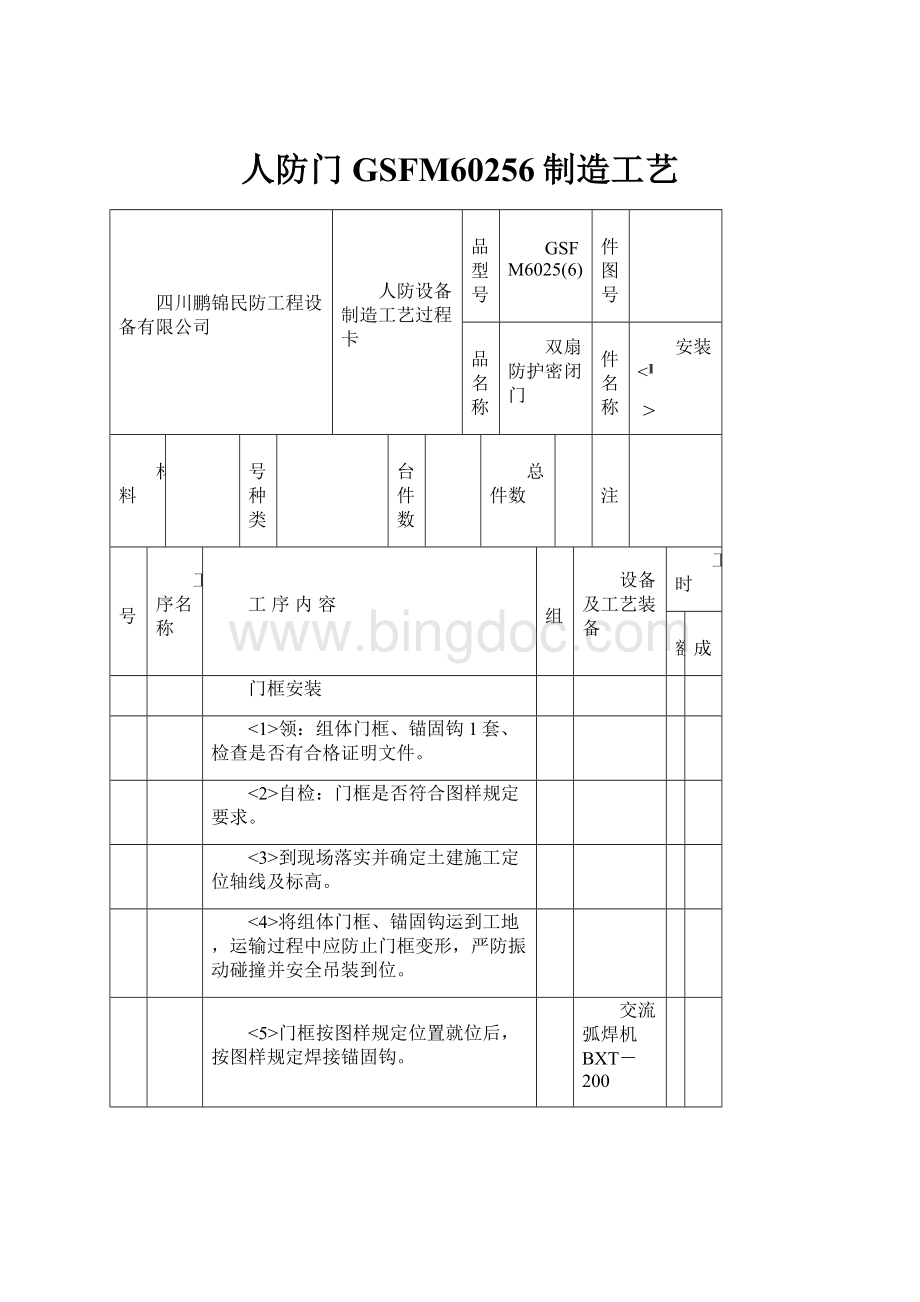
设备及工艺装备
工时
定额
完成
1
门框安装
<
1>
领:
组体门框、锚固钩1套、检查是否有合格证明文件。
2>
自检:
门框是否符合图样规定要求。
3>
到现场落实并确定土建施工定位轴线及标高。
4>
将组体门框、锚固钩运到工地,运输过程中应防止门框变形,严防振动碰撞并安全吊装到位。
5>
门框按图样规定位置就位后,按图样规定焊接锚固钩。
交流弧焊机BXT-200
6>
调校门框垂直度误差小于2mm;
平面不平度2mm;
并用支撑钢管、拉接钢筋,对门框进行准
磁力吊锤
确定位。
水平尺
7>
专职质检员、监理、业主检验。
8>
浇注混凝土、浇注过程中必须防止门框位移,万一位移必须及时校准门框符合图样规定技术
要求。
9>
进行浇水养护60~70小时后拆除支撑钢管、拉接钢筋、支撑板、斜扁钢。
对门框实施施工期
间保护。
2
门扇安装
FMJ30铰页1套。
检查是否有合格证明文件,有则领用。
SMS30闭锁1套、检查是否有合格证明文件,有则领用。
门扇1付型号:
GSFM6025(6)-2。
自检门扇、铰页、闭锁,是否符合图样要求。
编制
年月日
审核
年月日
批准
第次
标记
处数
更改方件号
签字
日期
将门扇、铰页、闭锁等零部件运到工地,运输过程中应防止门扇变形,严防振动和碰撞。
安装铰页:
上下铰座孔中心线应在同一铅垂线上、垂直度公差为1mm。
安装门轴钢管、门轴钢管中心线应在同一铅垂线上、垂直度公差为1mm。
闭锁、铰页进行调整,使门扇关闭锁后与门框紧密接触,其贴合面部间隙2mm以内,并保证
密封条压缩均匀。
密封条压缩量为12mm。
门扇启闭应灵活、启闭力应小于P启=110N。
弹簧拉力称
10>
闭锁操纵应牢固可靠、关锁操纵力应小于P关=250N。
11>
处露金属表面涂防锈漆二道、灰色面漆二道
12>
漆:
厂名、门的型号、标志、安装日期。
13>
全面自检、互检。
14>
专职质检员、检验。
15>
工程验收评级。
GSFM6025(6)-1
门扇<
组装
设备
工艺装备
下料δ=8
气割、卷尺、直尺
a.1085x2324对角公差2mm1件
鏨子、鎯头、打磨机
b.1130x2324对角公差2mm1件
c.35x509件
d.去毛刺飞边、校直、校平。
组焊:
将1-1;
1-2;
1-3组焊为框架,对角公差±
1.5mm平面度公差1mm。
电焊机、T422电焊条
焊接处面板与框架、焊缝应符合图样要求。
平台、钻床、钻头
焊接内面板四周(先点焊、后对角焊、再全焊防止变形)
划钻孔线在内面板上。
钻孔30-Φ及2-Φ20按图样要求焊接。
Z512-2
打磨焊边和点焊,中间胶条槽及嵌压板的焊缝应密实不漏气。
BX1-200
气割机Φ52并去飞边毛刺。
校平。
对角公差±
1.5mm,平面度公差1mm。
3
组装铰页
上下铰页轴与钢管焊后,同轴度为1mm,钢管与门扇组焊时钢管中心应与门扇中心平行(高
度方向)平行度公差为1mm。
门轴钢管与门扇侧面组焊时,注意上下铰轴腰形长轴方向须与门框角钢内表面平行(详见体
16图)
铰页装配后转动应灵活轻便。
上下铰轴、上下铰座孔和螺栓涂黄油保护。
4
试装闭锁
整套闭锁以门扇主体进行试装配。
要求动作可靠,灵活轻便、无杂音。
整套闭锁试装后,拆下闭锁零件涂油防锈。
5
全部金属表面涂红丹防锈漆2次。
6
全过程进行自检互检。
7
门扇对角线公差±
1.5mm、平面公差1mm;
组装铰页;
试装闭锁专职质检员都要检验确认并作合
格记录。
8
入库。
GSFM6025(6)-1-1
纵向槽钢
A3
[16
钳
下料[16L=2340(并校直)
气割设备、卷尺
划线(4孔位置线)
划针、卷尺
钻孔
Z325、Φ10钻头、卡尺
去除飞边毛刺。
四川省鹏锦民防工程设备有限公司
GSFM6025(6)-1-2
工字钢
I16
16
下料I16L=368形状按图形尺寸(并校直)
去除飞边、毛刺。
GSFM6025(6)-1-3
下料I16L=2320形状按图形尺寸(并校直)
GSFM6025(6)-1-4
下料I16L=345形状按图形尺寸(并校直)
GSFM6025(6)-1-6
内面板
板δ=8
下料δ=81080x2324
鏨子、鎯头
校平
千斤顶、平台
GSFM6025(6)-1-7
横向槽钢
[16,Φ16,GB6170-86
螺M16
下料[16L=1098形状按图形尺寸
划线钻孔2-Φ17{只加工2件}
划针、钻头、Z512-2钻床
千斤顶5吨
下料 Φ16L=3002件
下料锯、钢尺
弯形(可冷弯或热弯)划线检查
自作模具
攻丝M16
M16丝攻及搬手
领螺母M16GB6170-864个
GSFM6025(6)-1-8
弧形嵌压板
δ=4
下料 δ=416x150
钢剪机、钢尺
弯形(划线检查)
划针鎯头
GSFM6025(6)-1-9
周边嵌压板
扁钢4x16
下料L=19902件L=9354件


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 人防 GSFM60256 制造 工艺
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 建筑工程编制依据及概况.docx
建筑工程编制依据及概况.docx
-
建筑工程质量控制点土建类.docx
-
建筑设计师的总结报告最新版.docx
-
建筑制图基础机考网考题库及复习资料.docx
-
健身房经营管理方案之欧阳科创编.docx
-
江苏省计算机二级VB考试真题及参考答案.docx
-
江西省新余市事业单位《职业能力测验》教师教育与答案.docx
-
交通信号灯及路灯施工方案.docx
-
教改课题申报书填写技巧.docx
-
教师读书活动总结4篇.docx
-
教师考核表评语.docx
-
幼儿园园务工作总结.docx
-
幼儿园中班配班个人工作计划范文五篇.docx
-
幼教考试作文写作.docx
-
热门财务述职报告锦集5篇.docx
-
人教 模块一Unit1 学案.docx
-
人教版 九年级上册 新初三暑假衔接课程 圆 第一二课时 含习题和答案教育文档.docx
-
人教版地理初二上学期综合检测卷一含答案.docx
-
人教版高二英语选修7单词表doc.docx
-
商务与经济统计作业仅供参考.docx
-
上半年安徽省安全工程师安全生产法行政处罚的概念试题.docx
-
上半年贵州省安顺市平坝区事业单位《职业能力倾向测验》试题及答案.docx
-
学年高中英语高考提能练Unit1Schoollife仿真检测灵活拆组卷牛津译林版必修1.docx
-
学年家长学校工作总结.docx
-
THE PORTABLE WEBSITE.docx
-
学校教务处工作总结4篇.docx
-
学校组织一次义卖会方案.docx
-
XX规划局大型展览馆改扩建工程项目可行性研究报告.docx
-
验工计价管理办法.docx
-
XX农家乐生态园投资经营项目商业计划书.docx
-
液晶材料市场分析报告.docx
-
XX乡村电子商务服务站项目投资建设运营方案.docx
-
人力资源部XXXX年工作总结及XXXX年工作计划Word下载.docx
-
任何一个不小于6的偶数都可以表示为两个质数之和证明1Word格式.docx
-
小学六年级上册美术教案全册人民美术出版社1Word文件下载.docx
-
小学三年级体育教案Word下载.docx
-
小学生心理游戏精选整理版Word格式.docx
-
小学数学人教版第七册全册教案表格式Word文件下载.docx
-
小学听课记录Word下载.docx
-
小学一年级音乐下册教案全集Word文档格式.docx
-
小学语文复习方法Word文档下载推荐.docx
-
孝道心得体会范文10篇Word文档下载推荐.docx
-
校运会报名册定稿解析Word文档下载推荐.docx
-
广东省第四届中小学生艺术展演活动评选结果Word文档格式.docx
-
广东省下半年综合法律知识故意犯罪过程中的特殊停止形态考试题Word文档下载推荐.docx
-
广西贵港市中考化学试题解析版Word格式文档下载.docx
-
广州市轨道交通九号线一期工程Word下载.docx
-
国电豫源总调试方案Word下载.docx
-
国铁信号设备复习资料资料之一Word格式文档下载.docx
-
海淀区初三物理上册期中测试题Word格式文档下载.docx
-
海洋混合及其效应Word下载.docx
