 超声检测工艺卡.docx
超声检测工艺卡.docx
- 文档编号:15216844
- 上传时间:2023-07-02
- 格式:DOCX
- 页数:16
- 大小:29.74KB
超声检测工艺卡.docx
《超声检测工艺卡.docx》由会员分享,可在线阅读,更多相关《超声检测工艺卡.docx(16页珍藏版)》请在冰点文库上搜索。
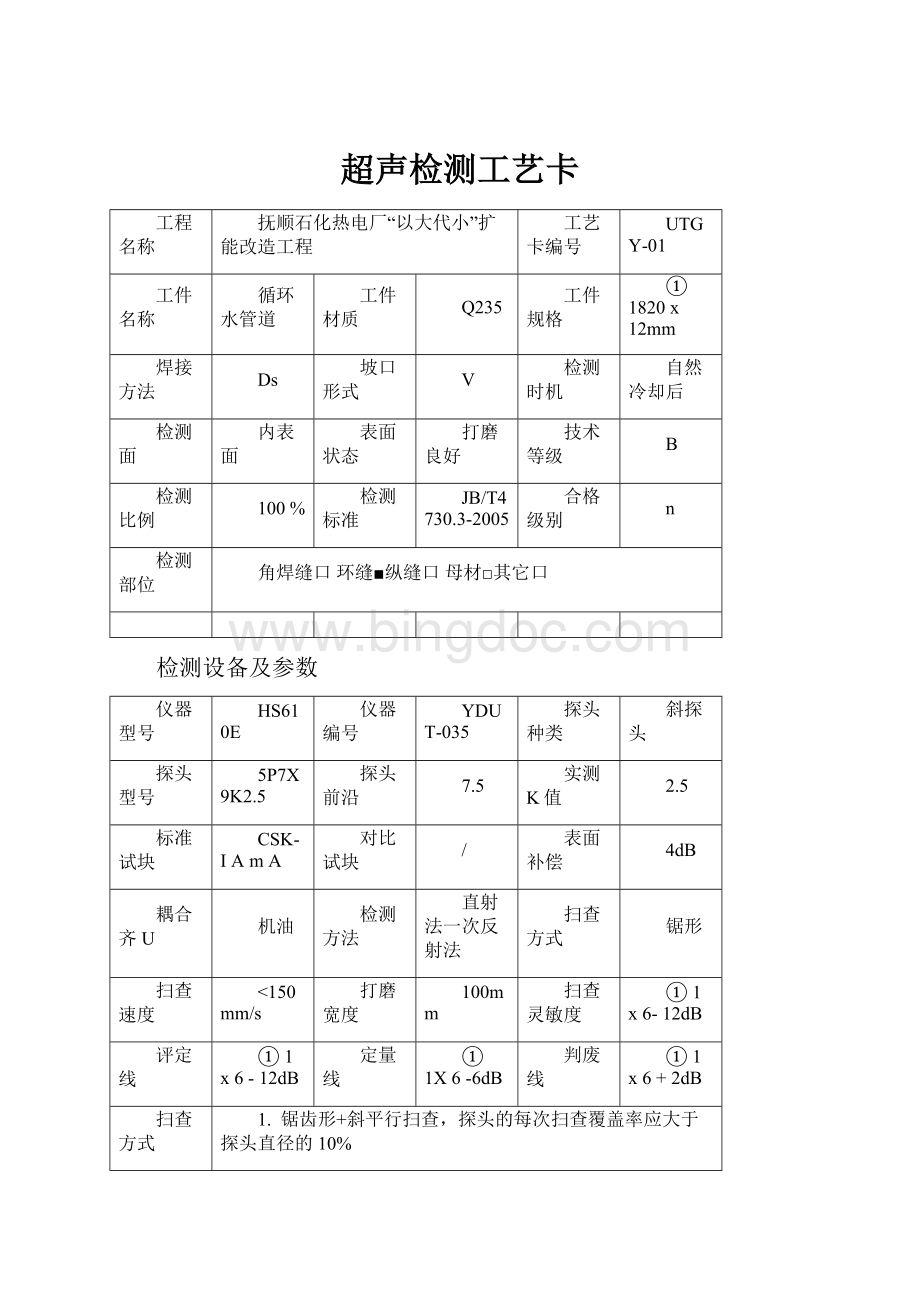
超声检测工艺卡
工程名称
抚顺石化热电厂“以大代小”扩能改造工程
工艺卡编号
UTGY-01
工件名称
循环水管道
工件材质
Q235
工件规格
①1820x12mm
焊接方法
Ds
坡口形式
V
检测时机
自然冷却后
检测面
内表面
表面状态
打磨良好
技术等级
B
检测比例
100%
检测标准
JB/T4730.3-2005
合格级别
n
检测部位
角焊缝口环缝■纵缝口母材□其它口
检测设备及参数
仪器型号
HS610E
仪器编号
YDUT-035
探头种类
斜探头
探头型号
5P7X9K2.5
探头前沿
7.5
实测K值
2.5
标准试块
CSK-IAmA
对比试块
/
表面补偿
4dB
耦合齐U
机油
检测方法
直射法一次反射法
扫查方式
锯形
扫查速度
<150mm/s
打磨宽度
100mm
扫查灵敏度
①1x6-12dB
评定线
①1x6-12dB
定量线
①1X6-6dB
判废线
①1x6+2dB
扫查方式
及说明
1.锯齿形+斜平行扫查,探头的每次扫查覆盖率应大于探头直径的10%
2.缺陷定位、定量时,采用前后、左右、转角、环绕等基本扫查方式
示意图
编制(资格)
日期
年月曰
审核(资格)
日期
年月曰
工程名称
抚顺石化热电厂“以大代小”扩能改造工程
工艺卡编号
UTGY-02
工件名称
循环水管道
工件材质
Q235
工件规格
①630x8mm
焊接方法
Ds
坡口形式
V
检测时机
自然冷却后
检测面
外表面
表面状态
打磨良好
技术等级
B
检测比例
100%
检测标准
JB/T4730.3-2005
合格级别
n
检测部位
角焊缝口环缝■纵缝口母材□其它口
检测设备及参数
仪器型号
HS610E
仪器编号
YDUT-035
探头种类
斜探头
探头型号
5P7X9K2.5
探头前沿
7.5
实测K值
2.5
标准试块
CSK-IAmA
对比试块
/
表面补偿
4dB
耦合齐U
机油
检测方法
直射法一次反射法
扫查方式
锯形
扫查速度
<150mm/s
打磨宽度
100mm
扫查灵敏度
①1x6-12dB
评定线
①1x6-12dB
定量线
①1X6-6dB
判废线
①1x6+2dB
扫查方式
及说明
1.锯齿形+斜平行扫查,探头的每次扫查覆盖率应大于探头直径的10%
2.缺陷定位、定量时,采用前后、左右、转角、环绕等基本扫查方式
示意图
编制(资格)
日期
年月曰
审核(资格)
日期
年月曰
工程名称
抚顺石化热电厂“以大代小”扩能改造工程
工艺卡编号
UTGY-03
工件名称
循环水管道
工件材质
Q235
工件规格
①529x7mm
焊接方法
Ds
坡口形式
V
检测时机
自然冷却后
检测面
外表面
表面状态
打磨良好
技术等级
B
检测比例
100%
检测标准
JB/T4730.3-2005
合格级别
n
检测部位
角焊缝口环缝■纵缝口母材□其它口
检测设备及参数
仪器型号
HS610E
仪器编号
YDUT-035
探头种类
斜探头
探头型号
5P7X9K2.5
探头前沿
7.5
实测K值
2.5
标准试块
CSK-IAnA
对比试块
/
表面补偿
4dB
耦合齐U
机油
检测方法
直射法一次反射法
扫查方式
锯形
扫查速度
<150mm/s
打磨宽度
100mm
扫查灵敏度
①2X40—18dB
评定线
①2X40-18dB
定量线
①2X40—12dB
判废线
①1x6—4dB
扫查方式
及说明
1.锯齿形+斜平行扫查,探头的每次扫查覆盖率应大于探头直径的10%
2.缺陷定位、定量时,采用前后、左右、转角、环绕等基本扫查方式
示意图
编制(资格)
日期
年月曰
审核(资格)
日期
年月曰
工程名称
抚顺石化热电厂“以大代小”扩能改造工程
工艺卡编号
UTGY-04
工件名称
右包墙上集箱
工件材质
20G
工件规格
①219X25mm
焊接方法
Ws+Ds
坡口形式
V
检测时机
自然冷却后
检测面
外表面
表面状态
打磨良好
技术等级
B
检测比例
100%
检测标准
DL/T820-2002
合格级别
I
检测部位
角焊缝口环缝■纵缝□母材□其它口
检测设备及参数
仪器型号
HS610E
仪器编号
YDUT-035
探头种类
斜探头
探头型号
2.5P13X13K2
探头前沿
15
实测K值
1.98
标准试块
CSK-IARB-2
对比试块
/
表面补偿
4dB
耦合齐U
机油
检测方法
直射法一次反射
扫查方式
锯形
扫查速度
<150mm/s
打磨宽度
~T法~
130mm
扫查灵敏度
①3X40-16dB
评定线
①3X40-16dB
定量线
①3X40-10dB
判废线
①3X40-4dB
扫查方式
及说明
1.锯齿形+斜平行扫查,探头的每次扫查覆盖率应大于探头直径的10%
2.缺陷定位、定量时,采用前后、左右、转角、环绕等基本扫查方式
示意图
~1也
7
—
v-
2
|1—L
訂/1、1!
\
—
>
1
编制(资格)
日期
年月曰
审核(资格)
日期
年月曰
工程名称
抚顺石化热电厂“以大代小”扩能改造工程
工艺卡编号
UTGY-05
工件名称
右水冷壁下集箱
工件材质
20G
工件规格
①273x36mm
焊接方法
Ws+Ds
坡口形式
V
检测时机
自然冷却后
检测面
外表面
表面状态
打磨良好
技术等级
B
检测比例
100%
检测标准
DL/T820-2002
合格级别
I
检测部位
角焊缝口环缝■纵缝口母材□其它口
检测设备及参数
仪器型号
HS610E
仪器编号
YDUT-035
探头种类
斜探头
探头型号
2.5P13x13K2
探头前沿
15
实测K值
1.98
标准试块
CSK-IARB-2
对比试块
/
表面补偿
4dB
耦合齐U
机油
检测方法
直射法一次反射法
扫查方式
锯形
扫查速度
<150mm/s
打磨宽度
200mm
扫查灵敏度
①3X40—16dB
评定线
①3x40-16dB
定量线
①3X40—10dB
判废线
①3x40—4dB
扫查方式
及说明
1.锯齿形+斜平行扫查,探头的每次扫查覆盖率应大于探头直径的10%
2.缺陷定位、定量时,采用前后、左右、转角、环绕等基本扫查方式
示意图
编制(资格)
日期
年月曰
审核(资格)
日期
年月曰
工程名称
抚顺石化热电厂“以大代小”扩能改造工程
工艺卡编号
UTGY-06
工件名称
集中下降管
工件材质
20G
工件规格
①377X25mm
焊接方法
Ws+Ds
坡口形式
V
检测时机
自然冷却后
检测面
外表面
表面状态
打磨良好
技术等级
B
检测比例
100%
检测标准
DL/T820-2002
合格级别
I
检测部位
角焊缝口环
缝■纵缝□母材□其它口
检测设备及参数
仪器型号
HS610E
仪器编号
YDUT-035
探头种类
斜探头
探头型号
2.5P13X13K2
探头前沿
15
实测K值
1.98
标准试块
CSK-IARB-2
对比试块
/
表面补偿
4dB
耦合齐U
机油
检测方法
直射法一次反射法
扫查方式
锯形
扫查速度
<150mm/s
打磨宽度
130mm
扫查灵敏度
①3X40—16dB
评定线
①3X40-16dB
定量线
①3X40—10dB
判废线
①3X40—4dB
扫查方式
及说明
1.锯齿形+斜平行扫查,探头的每次扫查覆盖率应大于探头直径的10%
2.缺陷定位、定量时,采用前后、左右、转角、环绕等基本扫查方式
示意图
编制(资格)
日期
年月曰
审核(资格)
日期
年月曰
工程名称
抚顺石化热电厂“以大代小”扩能改造工程
工艺卡编号
UTGY-07
工件名称
蒸汽管道
工件材质
15CrMoG
工件规格
①3
25x13mm
焊接方法
WsYDs
坡口形式
V
检测时机
自然冷却后
检测面
外表面
表面状态
打磨良好
技术等级
B
检测比例
100%
检测标准
JB/T4730.3-2005
合格级别
I
检测部位
角焊缝口环
缝■纵缝□母材□其它口
检测设备及参数
仪器型号
HS610E
仪器编号
YDUT-035
探头种类
斜探头
探头型号
5P7X9K2.5
探头前沿
7.5
实测K值
2.5
标准试块
CSK-IAmA
对比试块
/
表面补偿
4dB
耦合齐U
甘油
检测方法
直射法一次反射法
扫查方式
锯形
扫查速度
<150mm/s
打磨宽度
100mm
扫查灵敏度
①1x6-12dB
评定线
①1x6-12dB
定量线
①1X6-6dB
判废线
①1x6+2dB
扫查方式
1.锯齿形+斜平行扫查,探头的每次扫查覆盖率应大于探头直径的10%
及说明
2.缺陷定位、定量时,米用刖后、
左石、转角、环绕等基本扫查万式
示意图
刚—1
/fl
—1___.(述.
r—
—■—
(.1
^xL1S
1111
—
/>
一—
一—
I
"■」
编制(资格)
日期
年月曰
审核(资格)
日期
年月曰
工程名称
抚顺石化热电厂“以大代小”扩能改造工程
工艺卡编号
UTGY-08
工件名称
水冷壁
工件材质
20G
工件规格
匚
J
①32X4/①42X5/①51X
.5/
焊接方法
Ws
坡口形式
V
检测时机
自然冷却后
检测面
外表面
表面状态
打磨良好
技术等级
B
检测比例
100%
检测标准
DL/T820-2002
合格级别
合格/不合格
检测部位
角焊缝口环缝■纵缝口母材□其它口
检测设备及参数
仪器型号
HS610E
仪器编号
YDUT-035
探头种类
斜探头
探头型号
5P6X6K3
探头前沿
5
实测K值
2.98
标准试块
DL-11#/2#/3#/4#
对比试块
/
表面补偿
2dB
耦合齐U
甘油
检测方法
直射法一次反射法
扫查方式
矩形
扫查速度
<150mm/s
打磨宽度
50mm
扫查灵敏度
DAC-10dB
评定线
/
定量线
/
判废线
DAC-6dB
扫查方式
及说明
1.矩形扫查,探头的每次扫查覆盖率应大于探头直径的10%
2.缺陷定位、定量时,米用前后、左右、转角、环绕等基本扫查方式
示意图
.r~i.!
;
1■1汁
编制(资格)
日期
年月曰
审核(资格)
日期
年月曰
工程名称
抚顺石化热电厂“以大代小”扩能改造工程
工艺卡编号
UTGY-09
工件名称
汽水引出管
工件材质
20G
工件规格
①133X10/13
焊接方法
Ws+Ds
坡口形式
V
检测时机
自然冷却后
检测面
外表面
表面状态
打磨良好
技术等级
B
检测比例
100%
检测标准
DL/T820-2002
合格级别
合格/不合格
检测部位
角焊缝口环缝■纵缝口母材□其它口
检测设备及参数
仪器型号
HS610E
仪器编号
YDUT-035
探头种类
斜探头
探头型号
5P6X6K3
探头前沿
5
实测K值
2.98
标准试块
DL-15#
对比试块
/
表面补偿
2dB
耦合齐U
甘油
检测方法
直射法一次反射法
扫查方式
矩形
扫查速度
<150mm/s
打磨宽度
50mm
扫查灵敏度
DAC-10dB
评定线
/
定量线
/
判废线
DAC-6dB
扫查方式
及说明
1.矩形扫查,探头的每次扫查覆盖率应大于探头直径的10%
2.缺陷定位、定量时,采用前后、左右、转角、环绕等基本扫查方式
示意图
.III
.三
i
—yt
2-r
编制(资格)
日期
年月曰
审核(资格)
日期
年月曰
工程名称
抚顺石化热电厂“以大代小”扩能改造工程
工艺卡编号
UTGY-10
工件名称
一过出口
工件材质
20G
工件规格
①159x14mm
焊接方法
Ws+Ds
坡口形式
V
检测时机
自然冷却后
检测面
外表面
表面状态
打磨良好
技术等级
B
检测比例
100%
检测标准
DL/T820-2002
合格级别
I
检测部位
角焊缝口环
缝■纵缝□母材□其它口
检测设备及参数
仪器型号
HS610E
仪器编号
YDUT-035
探头种类
斜探头
探头型号
5P7X9K2.5
探头前沿
7.5
实测K值
2.5
标准试块
CSK-IARB-2
对比试块
/
表面补偿
4dB
耦合齐U
机油
检测方法
直射法一次反射法
扫查方式
锯形
扫查速度
<150mm/s
打磨宽度
100mm
扫查灵敏度
①3X40—16dB
评定线
①3x40-16dB
定量线
①3X40—10dB
判废线
①3X40—4dB
扫查方式
1.锯齿形,探头的每次扫查覆盖率应大于探头直径的
15%
及说明
2.缺陷定位、定量时,米用刖后、
左石、转角、环绕等基本扫查万式
示意图
编制(资格)
日期
年月曰
审核(资格)
日期
年月曰


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 超声 检测 工艺
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《畜牧学概论》复习题.docx
《畜牧学概论》复习题.docx
-
《工贸行业较大危险因素辨识与防范指导手册版》使用指南.docx
-
《家电延保计划书》.docx
-
《木材学》试 卷 答 案.docx
-
《田家四季歌》教学反思.docx
-
《修优美师德做阳光教师》读书笔记700字5篇最新范文.docx
-
0江南逢李龟年诗歌板书设计.docx
-
3套打包沧州六年级下册英语期中单元检测试题解析版.docx
-
13年助理医师模拟题病理学27页word资料.docx
-
037全国自考美学历年真题及答案.docx
-
310北京研讨会数学.docx
-
ABCD 世界四大粮商的前世今生.docx
-
《初级会计实务》笔记与真题.docx
-
《工程荷载与可靠度设计原理》课后思考题及复习详解1解析.docx
-
《计算机硬件组装与维护》教案.docx
-
《面向对象分析与设计UML》期末总复习.docx
-
《天津市土地管理条例》.docx
-
《信息安全等级保护测评机构管理办法》最新.docx
-
《左传》翻译练习及参考答案.docx
-
3手术衣医疗器械安全有效基本要求清单0821.docx
-
12压力容器压力管道设计许可规则.docx
-
《白洋淀纪事》教案知识讲解.docx
-
《耳朵上的绿星》教案.docx
-
《会计学基础》考试试题及答案.docx
-
《白鹅》教学设计范文通用9篇.docx
-
《流浪地球》观后感15篇.docx
-
《东北地区》练习题.docx
-
《皇帝的新衣》读后感.docx
-
《伶官传序》讲解及知识训练.docx
-
《市场营销学》形考答案.docx
-
《小池》教学反思.docx
-
《别踩白块度典范版》设计计划文档.docx
-
届高考复习6年高考4年模拟分类汇编第一章单项填空第十节定语文档格式.docx
-
华润幸福里危险源辨识Word下载.docx
-
届高三地理试题 精品Word格式.docx
-
届安徽省安庆市高三二模英语试题解析版Word文件下载.docx
-
届高三综合测试教师版docx刘希国Word格式文档下载.docx
-
届高考历史一轮复习第十九单元从蒸汽机到互联网学案Word文件下载.docx
-
华为技术钣金结构件可加工性设计规范标准Word格式文档下载.docx
-
届上海市十二校高三上学期联考化学试题Word格式.docx
-
化学必修一竞赛试题docxWord文档格式.docx
-
届高三第三次调研测试Word格式文档下载.docx
 化学实验室安全培训详解PPT文档格式.pptx
化学实验室安全培训详解PPT文档格式.pptx
-
金融居间合同范本Word格式.docx
-
环境管理系统体系审核员考试大纲设计Word文件下载.docx
-
届河北省部分学校高三在线联考理综化学试题解析版Word下载.docx
-
阿拉善经济开发区九年一贯制学校工勤岗位工资核定标准新docWord下载.docx
-
恢复古梁园美景项目建议书Word格式文档下载.docx
-
金属塑性成形基础原理复习材料Word文件下载.docx
-
安徽高考数学卷文档格式.docx
-
京沪高速铁路变形监测组织方案修改后Word格式.docx
