 工伤事故调125查表.docx
工伤事故调125查表.docx
- 文档编号:11355122
- 上传时间:2023-05-31
- 格式:DOCX
- 页数:13
- 大小:804.82KB
工伤事故调125查表.docx
《工伤事故调125查表.docx》由会员分享,可在线阅读,更多相关《工伤事故调125查表.docx(13页珍藏版)》请在冰点文库上搜索。
工伤事故调125查表
CPIC工伤事故调查表
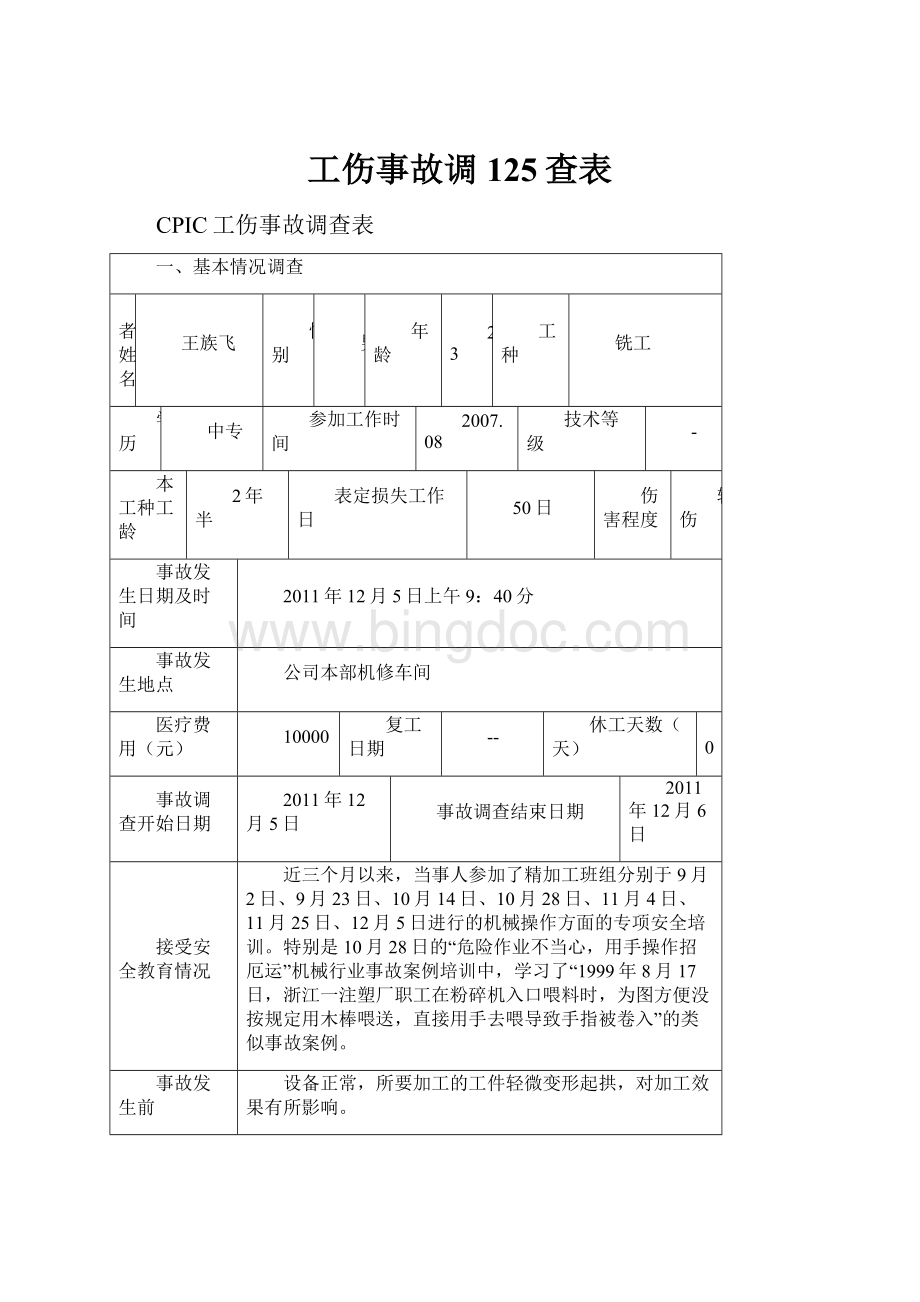
一、基本情况调查
伤者姓名
王族飞
性别
男
年龄
23
工种
铣工
学历
中专
参加工作时间
2007.08
技术等级
-
本工种工龄
2年半
表定损失工作日
50日
伤害程度
轻伤
事故发生日期及时间
2011年12月5日上午9:
40分
事故发生地点
公司本部机修车间
医疗费用(元)
10000
复工日期
--
休工天数(天)
90
事故调查开始日期
2011年12月5日
事故调查结束日期
2011年12月6日
接受安全教育情况
近三个月以来,当事人参加了精加工班组分别于9月2日、9月23日、10月14日、10月28日、11月4日、11月25日、12月5日进行的机械操作方面的专项安全培训。
特别是10月28日的“危险作业不当心,用手操作招厄运”机械行业事故案例培训中,学习了“1999年8月17日,浙江一注塑厂职工在粉碎机入口喂料时,为图方便没按规定用木棒喂送,直接用手去喂导致手指被卷入”的类似事故案例。
事故发生前
设备或设施状况
设备正常,所要加工的工件轻微变形起拱,对加工效果有所影响。
使用材料情况
在所要加工的工件异常时,用手代替夹具将其喂入R铣刀。
工作指令、规章制度
及执行情况
违章操作。
工作环境
包括:
照明、温度、通风、道路、工作面情况等
正常,铣床上的照明灯完好。
劳保方面
按要求正常佩戴
出事前受害人或
肇事者身体状况
良好
事故经过:
2011年12月5日9:
40左右,设备部机修车间铣工王族飞用铣床铣拉丝机压条时,由于压条有轻微变形,便用手代替夹具摁住压条将其喂入铣刀时,右手食指滑入旋转的R铣刀与压条间,造成食指末节粉碎性骨折,事发后立即送往重庆恒生手外科医院手术治疗。
证人材料
(2):
见附件
二、事故分析
1.伤害分析
受伤部位
右手食指
受伤性质
骨折(开放性、粉碎性)
伤害方式
切割
起因物
拉丝机铜压条
致害物
R铣刀
直接经济损失(元)
18400
不安全状态
所要加工的压条有轻微变形,铣的过程中发生弹跳,对铣后效果有影响。
不安全行为
用手摁住工件变形部位,将其喂入旋转的R铣刀。
2.事故调查过程及原因分析
事故调查经过:
2011年12月5日接到车间报告后,安全环保部立即组织安全管理人员、车间管理和技术人员、铣工代表成立事故调查组,现场召开事故调查分析会。
对事故现场勘察发现:
事发铣床机械正常,照明完好;铣床运转速度较慢,主轴(R铣刀)转速为190rpm/min,走刀(工件)喂送速度为75mm/min。
事发时加工的工件长度为680mm,分别于两端和中间由3颗螺栓固定在走刀架上,由于各工件属反复使用和打磨,磨损程度不一,事发时的工件比其它待加工的多数工件要薄,经游标卡尺测量显示厚度为7mm,在待加工工件中随机抽取4根进行测量,厚度分别为8mm、7.5mm、8mm、7.5mm。
工件变薄后,中部有轻微的变形起拱,铣的过程中有弹跳现象,对铣后光滑度有影响,王族飞为了不让工件在铣的过程中发生弹跳,便用右手食指摁住工件起拱部位,将其喂入旋转的R铣刀。
由于工件表面光滑,手指不慎滑入铣刀和工件之间,造成本次事故的发生。
调阅车间相关培训记录显示:
近三个月以来,精加工班组分别于9月2日、9月23日、10月14日、10月28日、11月4日、11月25日、12月5日进行了机械操作方面的专项安全培训。
经询问当事人和现场工人,均表示班组每周一、三、五均要进行安全培训,当事人清楚10月28日培训的1999年8月17日浙江某企业类似事故案例内容。
查阅车间铣床操作规程,本规程已以镜框形式上墙,挂于铣床旁,内容对铣床操作中注意的安全事项(如:
禁止戴手套、禁止用手清理铁屑等)有所罗列,但对工件变形异常时的处理方法没有明确。
查阅安危因素识别表,对这一危险因素未识别出。
依据事故伤害损失工作日标准(GB/T15499—1995)4.2.3条手、足单纯骨折损失工作日数换算表,本事故伤害表定损失工作日50日;结合公司《安全事故管理办法》5.2条人体伤害程度划分标准,判定本次事故伤害程度为轻伤事故。
事故直接原因:
1、当事人王族飞安全意识淡薄,安全常识严重缺乏,在从事铣床作业时,用手摁住工件将其送入旋转的R铣刀,严重违反了机械行业禁止用手代替夹具和铣床切削时禁止用手摸刀刃和加工部位的规定。
在摁住工件时,手指滑入R铣刀中,致其右手食指末节粉碎性骨折,是造成本次事故发生的直接原因。
事故间接原因:
1、设备部安全管理工作不落实,安全规章制度和操作规程虽已建立,但不健全,且执行不力。
机修车间针对铣床安全操作规程,只规定了常规情况下应注意的事项,对异常情况下的处理方法考虑欠缺。
2、事故当事人王族飞安全意识淡薄。
当班接班前刚进行过班组安全培训,作业过程中遇到异常情况时,未吸取1999年8月17日浙江某企业类似事故教训,违章操作。
事故主要原因:
1、当事人王族飞安全意识淡薄,安全常识严重缺乏,在从事铣床作业时,用手摁住工件将其送入旋转的R铣刀,严重违反了机械行业禁止用手代替夹具和铣床切削时禁止用手触摸刀刃和加工部位的规定。
在摁住工件时,手指滑入R铣刀中,致其右手食指末节粉碎性骨折。
2、设备部安全管理工作不落实,安全规章制度和操作规程不健全,执行不力。
机修车间针对铣床安全操作规程,只规定了常规情况下应注意的事项,对异常情况下的处理方法考虑欠缺。
三、责任分析:
1、王族飞,事故当事人,安全意识淡薄,安全常识严重缺乏,在从事铣床作业时,用手摁住工件将其送入旋转的R铣刀,严重违反了机械行业禁止用手代替夹具和铣床切削时禁止用手触摸刀刃和加工部位的规定。
在摁住工件时,手指滑入R铣刀中,致其右手食指末节粉碎性骨折,对事故的发生负直接责任和主要责任。
2、谢武强,机修车间精加工组班长,作为作业现场负责人,制定操作规程时,对异常情况下的处理方法考虑不周,安危因素识别不详尽;没有有效督促现场作业人员认真执行安全生产规章制度和操作规程,作业现场安全管理不到位,对事故发生负管理责任。
3、曾和平,机修车间主任,制定操作规程时,对异常情况下的处理方法考虑不周,安危因素识别不详尽,操作规程不健全;没有有效督促现场作业人员认真执行安全生产规章制度和操作规程,作业现场安全管理不到位,对事故发生负管理责任。
4、张明祥,设备部部长,对本单位安全生产工作督促检查不到位,对事故的发生负领导责任。
四、事故性质
经调查组分析认定,这是一起职工安全意识淡薄、违章操作、安全操作规程不健全和安全管理不到位造成的生产安全责任事故。
五、对责任单位和责任人员的处理意见
责任部门的处罚:
根据《安全、环保责任书量化考核评分标准》及《事故责任部门考核细则》,对设备部扣安全考核3分,纳入工伤考核指标。
责任车间(工段、班组)的处罚:
取消当月考核评优资格
相关负责人及责任人的处罚:
根据《安全事故管理办法》6.11.1.B条第5款规定,对下列人员处罚如下:
1、扣除设备部长张明祥绩效奖200元;
2、扣除设备部机修车间主任曾和平绩效奖200元;
3、扣除设备部机修车间精加工组班长谢武强绩效奖100元;
4、扣除事故当事人王族飞绩效奖400元;
六、防范措施
1、健全和完善安全操作规程,进行安危因素识别时多考虑潜在因素和异常情况下的处置措施。
如遇压条变形禁止用手直接握住工件从事喂送作业,可采用停机紧固、紧固无效时立即中止作业或在确认安全时用木棒(板)等工具辅助作业的方式,以避免人身伤害或设备安全事故的发生。
2、加强对现场作业人员执行规章制度的监督、落实,如:
从事机加工、操作旋转设备作业时,禁止戴手套、用手代替工具等,杜绝违章行为的发生。
3、全面落实职工的技术培训和安全培训,对事故案例在全公司范围内进行学习,各部门举一反三,提高职工的业务素质和增强安全意识,让职工切实从思想上认识违章行为的危害性。
落实情况及结果:
填表:
审核:
批准:
填表说明:
1.以事实为依据,以国家有关劳动安全卫生法律为准绳;
2.做到事实清楚,定性准确,责任分明,处罚适度。
本调查表留安全环保部备案,公司OA办公系统发布.
附件1:
事故调查组成员名单
附件2:
事故模拟经过
压条变形时,应中止操作或确认安全后用木棒等工具辅助,避免人身伤害和设备安全事故的发生。
附件3:
机修车间培训记录及资料-1
附件3:
机修车间培训记录及资料-2
附件3:
机修车间培训记录及资料-3
附件4:
机修车间安全操作规程


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 工伤事故 125
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《海底两万里》读后感读书笔记.docx
《海底两万里》读后感读书笔记.docx
-
《世纪金榜》高三历史第一轮复习全程考卷普通高等学校招生全国统一考试全国卷含答案.docx
-
《记王忠肃公翱事》译文原文翻译对照.docx
-
《证据学》本科期末复习综合练习参考答案.docx
-
《数控机床电气控制》文本作业册.docx
-
04第四章 船体舾装检验.docx
-
《邹忌讽齐王纳谏》教案.docx
-
10kV电力电缆振荡波局部放电检测试验方案.docx
-
5A文小企业财务分析报告标准模板.docx
-
20XX年政府全体扩大会议县长讲话稿.docx
-
12整理后公号版.docx
-
23个单字重复型词语用于讲话稿工作总结杆杆的.docx
-
102 20以内连加减后凑整.docx
-
3110kV及以下电压等级变电站综合自动化解决方案.docx
-
CAD问题.docx
-
erp比赛心得体会0.docx
-
J2EE开发框架外文翻译文献.docx
-
Mr深度覆盖测试优化报告陕西省延安市罗家坪村.docx
-
《杜甫诗三首》教案.docx
-
《企业价值评估指导意见试行》《资产评估准则机器设备》精.docx
-
《羊皮卷》读后感范文.docx
-
2切换与功控4.docx
-
09管一知识管理复习.docx
-
18个高情商的人才有的特质你有吗.docx
-
80后典藏小学语文第六册 part1.docx
-
0844《音乐美学》网上作业题及答案.docx
-
B4 Unit1PartB.docx
-
EAS流程配置操作指南.docx
-
HACMP51安装配置.docx
-
mapgis的一些实用方法和处理技巧.docx
-
PCB板导轨注塑模设计说明书.docx
-
S7200通讯基础资料.docx
-
人教版语文中考成语专题复习.docx
-
总务后勤学期工作总结五篇Word文档格式.docx
-
人教版二年级数学下册应用题大全 124.docx
-
热烈一点的暖场主持词.docx
-
人工顶管施工组织设计.docx
-
广播电视记者资格考试试题(电视台招聘考试题).doc
-
审报完稿XX城市道路工程项目建设可行性研究报告.docx
-
施工项目技术管理制度 1制度内容及适用范围 本制度主要内容为 1.docx
-
苏教版小学一年级下册数学教案十几减九.docx
-
市场调研表格模板.docx
-
数字信号发生器原理.docx
-
人教版高中化学选修五化学高二第一章第二节有机化合物的结构特点.docx
-
台湾药事法.docx
-
汉字听写大赛题库(全部词语+拼音+解释).doc
-
外墙保温冬季施工方案资料.docx
-
汉语拼音正词法基本规则.doc
-
人教版九年级英语新目标Unit11Unit15各单元检测.docx
-
红楼梦里的丫鬟.doc
-
红楼梦51--60回练习.doc
