 机械加工工时计算Word文件下载.docx
机械加工工时计算Word文件下载.docx
- 文档编号:7707145
- 上传时间:2023-05-08
- 格式:DOCX
- 页数:254
- 大小:80.97KB
机械加工工时计算Word文件下载.docx
《机械加工工时计算Word文件下载.docx》由会员分享,可在线阅读,更多相关《机械加工工时计算Word文件下载.docx(254页珍藏版)》请在冰点文库上搜索。
内外涨胎
(0.3+0.4)·
(0.4+1.3)·
定心模具
(0.2+1.2)·
弯板
(0.2+2.5)·
(0.4+3)·
花盘
(0.2+3.5)·
(0.3+4)·
1.*架——中心架或跟刀架。
机床
C615~C620
1
1.5
2.5
有基面一般找正
毛坯
有基面复杂找正
有形位公差
K1
1.3
2
3
钻中心孔
D
4
5
6
8
10
无保护体
0.3
0.35
0.4
0.47
0.56
0.65
0.72
0.9
有保护体
0.5
0.58
0.6
0.81
1.1
(续)
倒角
·
K=1(外角系数)
K=1.4(内角系数)
T不
H
外角
0.05
0.07
0.11
0.16
内角
0.1
0.15
0.22
50
0.13
0.18
0.25
0.31
100
0.19
0.21
0.26
倒R角
0.08
0.12
0.14
0.27
0.38
0.34
0.45
0.63
三角皮带轮槽
槽型(参考尺寸)
说明:
:
1.Z——槽数。
2.本公式系按铸
铁料制定
O型(10×
10)
Z
A型(13×
13)
B型(17×
17)
C型(22×
22)
1.Z——槽数。
铁料制定
D型(32×
30)
E型(38×
36)
F型(40×
40)
60°
55°
标准螺纹
k
S
0.75
1~1.25
1.75~2
3.5
4~4.5
5.5
3.9
2.7
2.4
2.1
4.7
4.2
4.3
5.1
4.5
4.1
3.2
3.4
w
20~40
16~18
12~14
9~11
7
4
内螺纹高速加工
外螺纹低速加工
内螺纹低速加工
说明
1.本公式为外螺纹高速加工计算公式。
2.S为公制螺距,W为英制螺纹,与为S和W的替换值。
3.左旋螺纹用内螺纹低速加工系数。
梯形扣
=1.2(左旋系数)
=1.5(内螺纹系数)
方
型
扣
蜗
杆
单头K=1三头K=2.4
二头K=1.55四头K=3.7
攻
套扣
+0.2
(12)
元球
+2.3
(包括砂布砂光)
手
轮
元
弧
本公式系按铸铁制订,并包括砂布砂光。
R——以手轮最大R代入。
凹
R
外元R槽K=1端面槽K=3
R——H深度
内
孔
密
封
槽
。
端
面
Z
Z——槽数
-K——多槽系数
2~5槽K=0.6
5槽以上K=0.5
T
B
b
t
16
13~20
12
20
17~29
14
24
21~29
18
27~36
22
36
32~44
材料系数
材料名称
钢
铸铁
钢、铝
调质钢
高炭合金
系数
0.8
1.2
1.本标准按单件小批编制。
2.除注明以铸铁材料编制之公式外均以钢材制订。
3.本标准适用于C615~C650之间规格的车床。
4.S为螺距、W为英制螺纹。
5.公式中没有K的均不考虑系数。
2.C615~C618时间定额标准
单位:
分
车
外
园
=(刚性系数,L≥10d时用,否则=1)
L、d——为影响刚性的长度与直径尺寸。
综合
1.64
3.3
单刀
0.64
=(L≥3d时用)
1.8
3.7
1.35
2.2
锥
1.65
2.45
0.925
钻
=50(回屑时间L<15时取用)
铰
(扩)
滚
花
节距
1.7
切
B<8
B≥8
1.B——槽宽
2.t——槽深
3.(内孔系数)。
4.(有形位公差系数)。
5.(髙滚钢刀系数,限小直径另件选用)。
断
(实心件取0)
(高速钢刀系数,限小件选用)
说
明
1.D——直径(锥体大端直径)。
2.d——孔径(锥体大端直径)。
3.L——加工长度。
4.K——光洁度系数。
5.G——重量(公斤)。
6.S——螺距。
7.M——模数。
8.R——半径。
3.C620时间定额标准
1.73
2.05
0.73
1.05
1.4
1.9
3.1
1.74
0.74
2.3
3.25
3.8
=50(回屑时间L>15时取用)
4.C630时间定额标准
1.75
1.6
1.95
0.95
=50(回屑时间L>40时取用)
5.C650时间定额标准
1.85
0.85
0.7
1.63
2.46
3.91
1.03
1.14
2.92
4.48
4.78
1.41
二.镗床
1.镗床时间定额标准
准
终
时
间
类别
T68
T611
T612
35
70
90
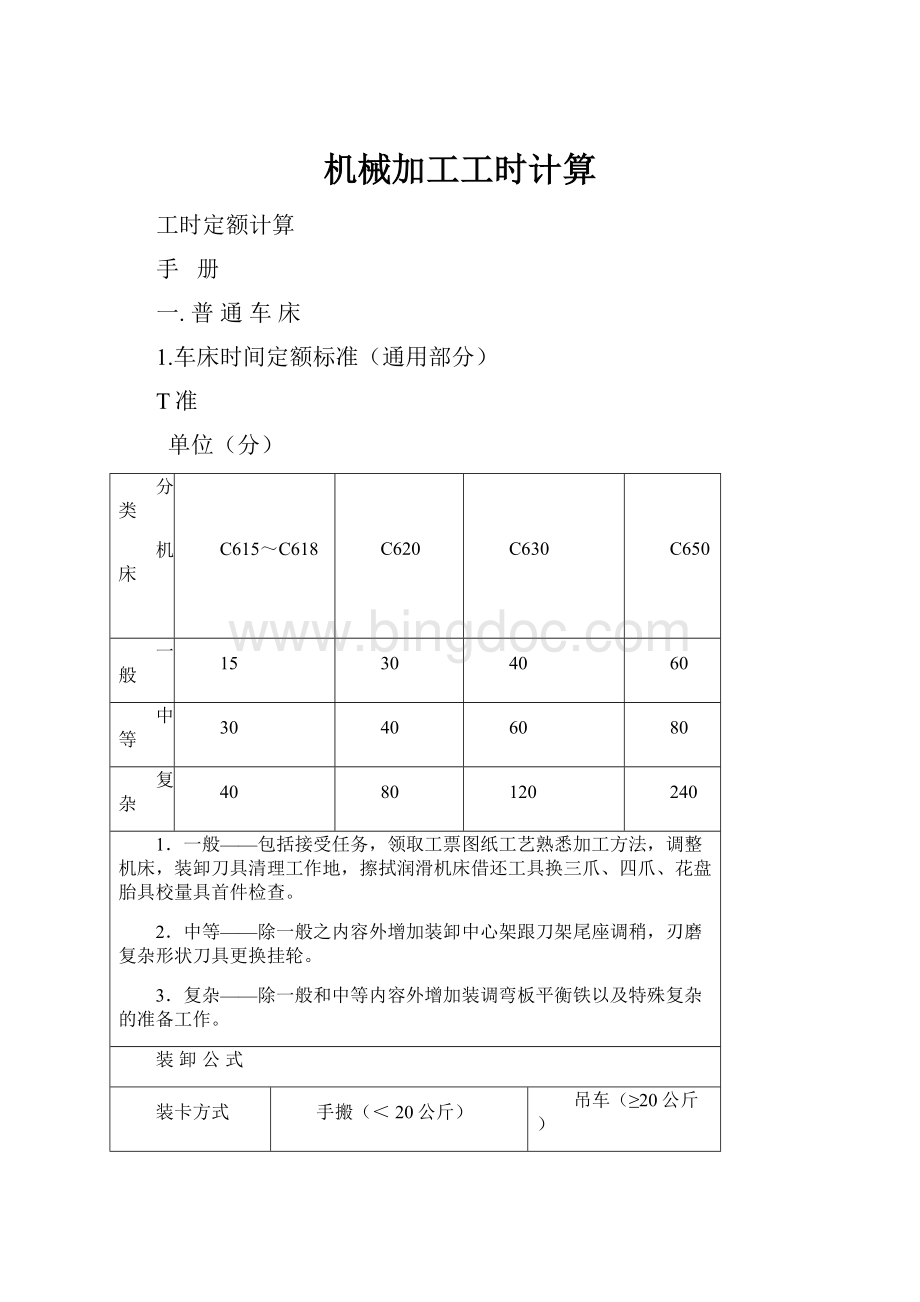
说1.一般——三个以内加工工步校正简单。
2.中等——五个以内加工工步校正要求高。
明3.复杂——六个以上加工工步精密校正。
倒
角
内角
外角
200
300
400
0.125
0.23
0.44
0.92
0.178
0.33
1.31
0.52
0.96
0.43
1.15
1.36
0.37
0.83
1.06
0.36
0.53
1.18
装
卸
公
式
工
作
台
或
弯
板
卡
手搬
<20
(公斤)
简单
)×
1.58
2.38
吊车
≥20
1.48
2.17
说
1.简单——一面找正。
2.中等——二面以上找正。
3.复杂——百分表找正。
硬质合金盘刀抄平面
棍刀铣槽
平旋盘抄平面
钻孔
L——为走刀长度
(回屑时间,L<40时,取0)
1.79
短
刀
镗
D<8
D≥8
1.88
穿镗杆镗孔
铰(扩)孔
镗外元
2.01
刮
平
沟
B<5
B<15
3.D——孔径
4.——精度系数
B精度等级
五级以下
五级和四级
三级和二级
铸铁
中碳
低碳
铸钢
铜
系数
1.25
1.本标准适用于T68、T611、T612及近似规格之镗床。
2.本标准按单件小批制定,其他批量可酌情以批量系数调整。
3.本标准系按铸铁材料加工编制,其他材料以材料系数调整。
5.——回屑时间公式。
6.——倒内外角系数。
7.——精度系数。
三.立式机床
1.立式机床时间定额标准
准终
时间
1.简单——三个以内视图,三件以内工量具。
2.中等——五个以内视图,五件以内工量具。
3.复杂——六个以上视图,六件以上工量具。
42
对应
四爪卡紧
压板紧固
1.56
1.86
简单——划针粗找一个面。
中等——划针粗找二个以上面。
复杂——用千分表。
1.77
500
1500
公式:
V
形
—K=1
直
T形槽按本式乘系数2.1
1.21
1.17
1.83
1.22
1.66
材料
碳钢
合金钢
K
1.符号说明:
L——各工步加工部分长。
B——平斜面及槽宽。
H——垂面及倒角高。
t——槽深。
G——工件重量。
2.适用设备:
B665类型牛头刨。
六.磨床
1.平面磨时间定额标准
准终时间:
20
附
加
部
1.调换冷却液40
2.更换砂轮180
3.换虎钳胎、夹具
在磁盘上或平面胎上不校正,简单校正
在虎钳上或斜面胎上简单校正
在弯板胎上简单校正
高精度严整形
计算公式
常用金属材料
碳钢、铸铁及粉末冶金等材料
无形位公差
单件加工单面
多件加工单面
有形位公差
特殊材料:
轴承钢、弹簧钢(20CrMnTi、GCr15等)
无形位
公差
多件加工单面
(续)
有严形位公差
一切可磨金属材料
单件加工双面整磨
本公式适用高精度(一级精度)有严格的要求需要反复多次(垫纸拉表漏无等方法检测校正)磨削才能完成的工件。
如薄阀片、量具体等。
1.F=BL,在中为轮廓尺寸,在中为磨削尺寸。
是精细(空磨)时间。
式中为多件加工的调整系数。
计算出的时间为单件时间。
单件时间乘以件数等于多件时间。
4.h为工艺规定的单面工序间余量,n为每盘码放件数。
5.本标准中各适用于平面磨床所能达到的任何一种光洁度。
2.外元磨时间定额标准
25
砂轮直径(分)
D≥500(mm)240
更换砂轮D>300(mm)180
D≤300(mm)120
换冷却液磨床长度>200060
磨床长度<200040
更换卡盘或胎具30
顶尖直接顶活一般精度,
高精度严公差
动
顶尖直接顶活一般精度
吊
用芯轴或轴胎一般精度,
用芯轴或轴胎一般精度
顶尖直接顶活高精度严公差
用芯轴或轴胎高精度严公差
锥轴壮紧
装卸活时间公式中的D、L是工件最大轮廓尺寸。
外元
(锥元)
(用于无形位公差要求或要求不严胎具保证)
(用于有严格形位公差要求需谨慎测试件)
K:
况系
数的
选择
1.粗精合并磨外元无要求或虽有要求但容易保证者1
2.单粗磨或单精磨0.5
3.磨锥稍外元1.2
4.磨轴承钢弹簧钢件1.4
5.磨常用金属件(不管热处理状态如何)1
6.磨单元素金属(电镀层)1.6
7.对一级精度要求严格的形位公差2
1.磨端面两公式中H为端面高度在5≤H≤50之间变化有效。
2.磨外元公式中(的L取工件总长,D取工件最小直径,
其它D、L取磨削尺寸。
3.加工尺寸L<40MMD<10MM时均以40MM和10MM代入。
3.内元磨时间定额标准
1.调换冷却液30
2.更换砂轮40
3.换胎夹具
一端连接外元定位
高精度
严公差
一般
精度
用三爪装卡


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 机械 加工 工时 计算
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《安全在我心中生命在我手中》主题班会教案.docx
《安全在我心中生命在我手中》主题班会教案.docx
-
《传热学》第五版名词解释总结沈阳建筑大学09级考试重点.docx
-
《3S技术基础》复习题综合.docx
-
《财务管理》各章复习思考题和有有关计算题.docx
-
《地下防水工程质量验收规范》GB.docx
-
《企业文化》考试.docx
-
《通风与空调工程施工质量验收规范》GB50243.docx
-
《短文两篇》备课笔记.docx
-
《管理会计》模拟考试题电子教案.docx
-
《花鼓》教学设计.docx
-
《旅游政策与法规》复习思考题.docx
-
《诺曼底号遇难记》第二课时教学设计教案教学设计.docx
-
《管理学基础》配伍题库.docx
-
《泡沫经济对金融危机的影响》.docx
-
《套圈游戏》教学反思.docx
-
《我们的祖国》教案.docx
-
《学习雷锋精神》演讲稿7篇.docx
-
《艺术设计概论》复习题.docx
-
2施工管理重点和难点分析.docx
-
9板框压滤机技术协议书.docx
-
18小稻秧脱险记教学设计381.docx
-
82液压2基础题.docx
-
400接线员岗位职责.docx
-
《病历书写基本规范》考试题及答案A卷.docx
-
《发展心理学》测验试题.docx
-
《测量管理体系认证技术标准》.docx
-
《健康教育宣传方案优秀范文5篇》.docx
-
《8纠正措施》.docx
-
《从罗丹得到的启示》的教案设计修改版.docx
-
《老王》优质课教学设计部编人教版七年级下册.docx
-
《概率论与数理统计》课后习题解答.docx
-
《财务管理学》第三版复习提纲内容教材.docx
-
学年新课标华东师大版七年级数学暑假作业8及答案解析Word格式.docx
-
初中英语宾语从句练习1Word格式文档下载.docx
-
物业一周工作总结文档格式.docx
-
知识学习XX法院科技强警调研报告文档格式.docx
-
学生会的竞选稿最新Word格式文档下载.docx
-
矩形和菱形的性质与判定经典例题练习Word文档格式.doc
-
西方哲学史考研笔记完整版Word格式.docx
-
中国花卉Word文件下载.docx
-
学校劳动教育课程建设的乡村思路Word文件下载.docx
-
川北医学院优秀高等教育教学成果奖推荐书Word下载.docx
-
系统解剖学习题及答案Word格式.docx
-
中考历史考点05中国开始沦为半殖民地半封建社会含答案Word文档下载推荐.docx
-
牙体解剖学练习题文档格式.docx
-
串口调试助手设计虚拟仪器课程设计大学毕业设计论文Word下载.docx
-
现场管理制度 全Word文件下载.docx
-
阳光体育趣味运动会方案纪实Word格式文档下载.docx
-
中考政治常考易错点专题五在集体中成长Word下载.docx
-
垂直运输方案Word格式.docx
-
宪法储蓄管理条例Word文档下载推荐.docx
