 电缆导体绞制工艺.doc
电缆导体绞制工艺.doc
- 文档编号:7314736
- 上传时间:2023-05-11
- 格式:DOC
- 页数:5
- 大小:171.50KB
电缆导体绞制工艺.doc
《电缆导体绞制工艺.doc》由会员分享,可在线阅读,更多相关《电缆导体绞制工艺.doc(5页珍藏版)》请在冰点文库上搜索。
电缆导体绞制工艺卡
文件编号
ZJ-GY/10-2010
编制标准
GB/T3956-2008
设备
12+18/400叉式绞线机
实施日期
2010-5-1
代替
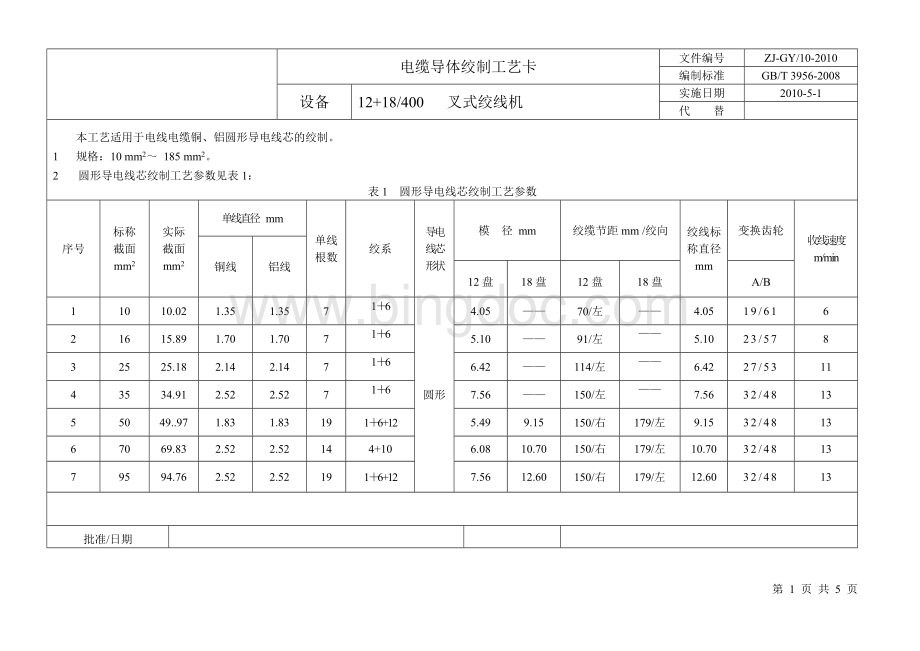
本工艺适用于电线电缆铜、铝圆形导电线芯的绞制。
1规格:
10mm2~185mm2。
2圆形导电线芯绞制工艺参数见表1:
表1圆形导电线芯绞制工艺参数
序号
标称
截面
mm2
实际
截面
mm2
单线直径mm
单线
根数
绞系
导电
线芯
形状
模径mm
绞缆节距mm/绞向
绞线标
称直径
mm
变换齿轮
收线速度
m/min
铜线
铝线
12盘
18盘
12盘
18盘
A/B
1
10
10.02
1.35
1.35
7
1+6
圆形
4.05
——
70/左
——
4.05
19/61
6
2
16
15.89
1.70
1.70
7
1+6
5.10
——
91/左
——
5.10
23/57
8
3
25
25.18
2.14
2.14
7
1+6
6.42
——
114/左
——
6.42
27/53
11
4
35
34.91
2.52
2.52
7
1+6
7.56
——
150/左
——
7.56
32/48
13
5
50
49..97
1.83
1.83
19
1+6+12
5.49
9.15
150/右
179/左
9.15
32/48
13
6
70
69.83
2.52
2.52
14
4+10
6.08
10.70
150/右
179/左
10.70
32/48
13
7
95
94.76
2.52
2.52
19
1+6+12
7.56
12.60
150/右
179/左
12.60
32/48
13
批准/日期
电缆导体绞制工艺卡
文件编号
ZJ-GY/10-2010
编制标准
GB/T3956-2008
设备
12+18/400叉式绞线机
实施日期
2010-5-1
代替
序号
标称
截面
mm2
实际
截面
mm2
单线直径mm
单线
根数
绞系
导电
线芯
形状
模径mm
绞缆节距mm/绞向
绞线标
称直径
mm
变换齿轮
收线速度
m/min
铜线
铝线
12盘
18盘
12盘
18盘
A/B
8
120
119.71
2.52
2.52
24
2+8
圆形
5.04
10.08
114/左
150/右
15.12
27/35
11
+14
——
15.12
——
179/左
40/40
13
9
150
149.63
2.52
2.52
30
4+10
6.08
11.12
150/左
179/右
16.16
32/48
13
+16
——
16.16
——
236/左
41/39
15
10
185
184.54
2.52
2.52
37
1+6+12
7.56
12.60
150/左
179/右
17.64
32/48
13
+18
——
17.64
——
236/左
41/39
15
工艺要求:
1铜导电线芯应采用符合GB/T3953《电工圆铜线》规定的软圆铜线制造。
2铝导电线芯应采用符合GB/T3954《电工圆铝线》规定的软圆铝线制造。
10mm2、16mm2导电线芯应采用半硬铝线或软铝线,25mm2及以上导电线芯
应采用软铝线。
3铜、铝单线表面应光洁,不得有三角口、毛刺、裂纹、折叠、油污及夹杂物。
4绞线不允许整根焊接。
绞线前单线允许焊接,但同一截面上最多只允许有2个焊接点,2个焊接点之间的距离应不小于250mm。
5单线采用对焊,焊接要牢固,不应有尖角、毛刺,焊点应圆整、光滑,不得明显粗大。
6绞线的张力应均匀一致,不得有波浪弯。
7绞线应紧密、圆整、均匀,表面应光洁、无油污和夹杂物,表面不得有机械损伤。
批准/日期
电缆导体绞制工艺卡
文件编号
ZJ-GY/11-2010
编制依据
GB/T3956-2008
设备
叉式12+18/400型、1+6/400型绞线机
实施日期
2010-5-1
代替
本工艺适用于铝单线与铝单线的绞制。
1原材料
圆铝线线径及表面质量应符合工艺要求。
2工艺要求
2.1铝绞线及钢芯铝绞线结构和工艺参数见表1~表3。
2.2检查绞线设备允许情况,然后根据产品规格要求,将放线盘装在绞框中,并调整好放线线盘的张力。
2.3按要求穿好线,装好收线盘,连接好牵引绳,开车生产。
3技术要求
3.1绞合均匀、紧密。
不允许过扭、松散。
缺股和跳线。
3.2七根铝线绞合时,任何一根圆铝线均不允许有接头。
但成品拉线模前的接头除外。
3.3七根以上铝绞线中的圆铝线允许有接头,但成品绞线上两接头间的距离不小于15m,焊头处应退火,退火长度每侧至少200mm。
批准/日期
电缆导体绞制工艺卡
文件编号
ZJ-GY/11-2010
编制依据
GB/T3956-2008
设备
叉式12+18/400型、1+6/400型绞线机
实施日期
2010-5-1
代替
表1铝绞线结构和工艺参数
型号
标称截面
结构
根数/直径
排列
绞合外径
绞合节距
绞向
交货长度
不小于m
LJ
16
7/1.70
1+6
5.10
51~71
右
4000
25
7/2.15
1+6
6.45
65~90
右
3000
35
7/2.50
1+6
7.50
75~105
右
2000
50
7/3.00
1+6
9.00
90~126
右
1500
70
7/3.60
1+6
10.80
108~151
右
1250
95
7/4.16
1+6
12.48
125~174
右
1000
120
19/2.85
1+6
8.55
86~136
左
1500
12
14.25
143~199
右
150
19/3.15
1+6
9.45
95~151
左
12500
12
15.75
158~220
右
185
10/3.50
1+6
10.50
105~168
左
1000
12
17.50
175~245
右
批准/日期
电缆导体绞制工艺卡
文件编号
ZJ-GY/11-2010
编制依据
GB/T3956-2008
设备
叉式12+18/400型、1+6/400型绞线机
实施日期
2010-5-1
代替
表1(完)铝绞线结构和工艺参数
型号
标称截面
结构
根数/直径
排列
绞合
外径
绞合节距
绞向
交货长度
不小于m
LJ
210
19/3.75
1+6
11.25
113~189
左
1000
12
18.75
188~262
右
240
19/4.00
1+6
12.00
120~192
左
12
20.00
200~280
右
300
37/3.20
1+6
9.60
96~163
右
12
16.00
160~256
左
18
22.40
224~313
右
400
37/3.20
1+6
11.10
111~188
右
12
18.50
185~259
左
18
25.90
259~362
右
批准/日期
批准/日期
第5页共5页


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 电缆 导体 工艺
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 二年级下册数学专项练习-应用题1.docx
二年级下册数学专项练习-应用题1.docx
-
2015年小学六年级英语语法及习题.doc
-
福师2018.8《小学教育管理考核题》答案.doc
-
《西游记》课外阅读汇报课教案.doc
-
初中美术《藏书票》说课稿.doc
-
《乡愁》教学设计与反思.doc
-
17年语文龙岩质检卷(含答案).doc
-
A4作文稿纸模板.doc
-
IBMX5服务器设置流程Word文件下载.docx
-
IE部岗位职责文档格式.doc
-
IPV4向IPV6平滑过渡毕业论文Word下载.doc
-
IP数据包的捕获与分析设计报告Word文档格式.docx
-
IT服务外包及报价文档格式.doc
-
IT项目管理的六种错误思维Word下载.doc
-
IT行业服务话术及处理技巧Word文件下载.docx
-
Java仓库管理系统报告文档格式.doc
-
Java开发中的种设计模式Word格式.doc
-
浙江传媒学院笔试真题.doc
-
欧洲及北美动画史.doc
-
粮食仓储管理制度.doc
-
(完整版)《那个星期天》习题和答案.docx
-
(完整版)机房巡检表.doc
-
小升初数学全真模拟试卷1.doc
-
2022最新教科版五年级下册科学全册教案Word文档下载推荐.docx
-
机械加工件检验标准Word文档格式.docx
-
小升初数学衔接教材北师版学生版.doc
-
初中美术_文明之光——瓷器教学设计学情分析教材分析课后反思Word格式文档下载.docx
-
围堰施工专项施工安全方案文档格式.doc
 中考语文综合探究专题复习用.ppt
中考语文综合探究专题复习用.ppt
-
种植养护实施方案.docx
-
小学数学研究性学习设计方案_四年级数学_数学_小学教育_教育专区.doc
-
综合实践活动《鸟巢创意搭建》教学设计.docx
-
幼儿园小班秋季安全工作计划书_2篇(共5页)3000字.docx
-
有关会议纪要参考模板_1篇(共3页)1300字.docx
-
幼儿园新年寄语_1篇(共2页)800字.docx
-
语文教师年终总结优秀范文(共3页)1900字.docx
-
有关美术师范生实习总结范文(共4页)2200字.docx
-
幼儿园元旦节活动布置方案推荐(共2页)700字.docx
-
有关于对员工工作的表扬信范文_4篇(共2页)1300字.docx
-
预防职务犯罪会议记录_3篇(共5页)3300字.docx
-
幼儿园远足踏春活动方案(共2页)700字.docx
-
元旦节活动策划_1篇(共3页)1400字.docx
-
有关于员工的表扬信模板_4篇(共4页)2300字.docx
-
幼儿园中班家长开放日活动方案(共8页)4900字.docx
-
幼儿园保健员工作计划_2篇(共6页)4000字.docx
-
元旦晚会宣传策划书(共3页)1400字.docx
-
幼儿园最新范文春季学期工作计划范文_3篇(共11页)7300字.docx
-
幼儿园毕业家长给孩子的寄语(共2页)800字.docx
-
元宵节活动主题策划推荐(共2页)900字.docx
-
语文老师期末寄语(共3页)1300字.docx
-
园林局信访年终工作总结最新范文_5篇(共10页)6700字.docx
