 焊接专业实际操作竞赛Word文档格式.docx
焊接专业实际操作竞赛Word文档格式.docx
- 文档编号:6925728
- 上传时间:2023-05-07
- 格式:DOCX
- 页数:19
- 大小:225.82KB
焊接专业实际操作竞赛Word文档格式.docx
《焊接专业实际操作竞赛Word文档格式.docx》由会员分享,可在线阅读,更多相关《焊接专业实际操作竞赛Word文档格式.docx(19页珍藏版)》请在冰点文库上搜索。
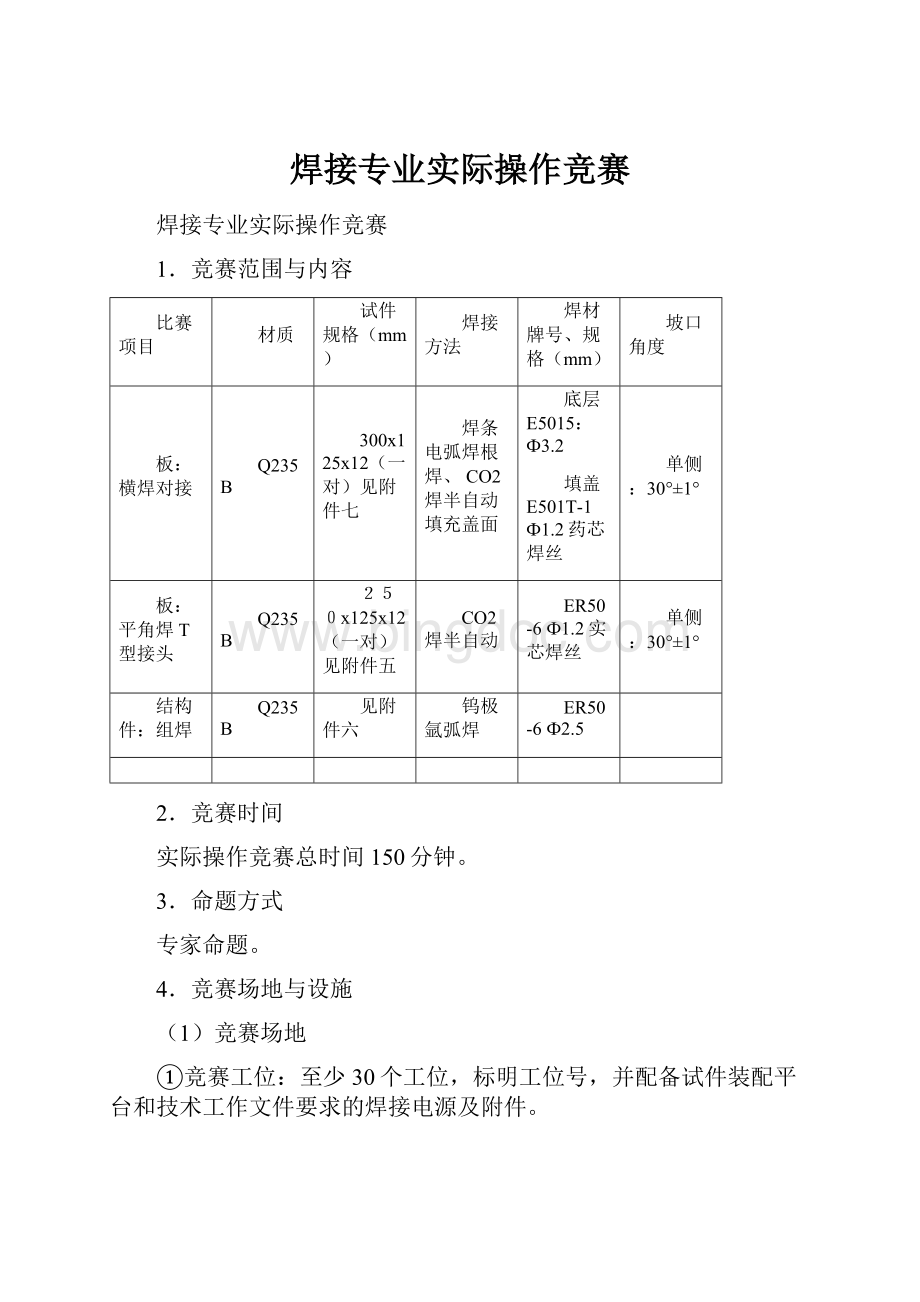
(1)竞赛场地
①竞赛工位:
至少30个工位,标明工位号,并配备试件装配平台和技术工作文件要求的焊接电源及附件。
②赛场每工位配备220伏电源插座二个,工位内的电缆线应符合安全要求。
考场内必须有良好地通风设施,照明良好,安全设施齐全。
每个工位内应设有焊接操作架。
⑤竞赛场地的车间布局和竞赛工作区布局见附件八、九。
(2)赛场设施
①试件装配、焊接平台
②焊接电源
□SMAW111,GTAW141(TIG):
全数字氩弧/手工直流弧焊机WS-400;
□GMAW135、FCAW136:
气体保护焊机NB-350。
③附件
□SMAW111焊接电缆和电焊钳
□GTAW141钨极氩弧焊焊枪和配件—导电嘴、喷嘴、氩气表、流量计、软管等
□GMAW135CO2气体保护焊焊枪和配件—导电嘴、喷嘴、CO2气表及附件、流量计、胶皮软管等
□FCAW136药芯焊丝CO2气体保护焊焊枪和配件—导电嘴、喷嘴、CO2气表及附件、流量计、胶皮软管等
5.评分
本次技能比赛共三个项目,均按100配分,三项成绩总和除以3为技能操作得分。
详见下表及附件一至四:
序号
评分内容
配分
备注
1
外观检测
50
详见附件二
无损检测
详见附件一
2
详见附件三
折断试验
3
100
详见附件四
竞赛规则
(一)竞赛现场规定
1.参赛者在竞赛前25分钟凭竞赛抽签单(场次、工位)到竞赛现场检录、到工位检查确认试件、焊材、焊机,试件由工作人员在竞赛前15分钟分发到工位上,参赛者应检查试件是否符合要求。
试件一般不予调换,若有异议,由裁判长决定是否调换。
2.开赛迟到30分钟及以上者,按自动弃权处理。
3.参赛者应自备下列物品:
面罩、手套、锤子、凿子、锉刀、钢丝刷、砂纸、钢直尺、钢角尺、水平尺、活动扳手、直磨机、角磨机、钢丝钳、钢锯条、劳动防护用品、Ф2.4钨极。
4.除规定允许携带的物品外,其他物品一律不得带入竞赛现场。
5.开始竞赛时间信号发出后,参赛者方可进行工作。
6.参赛者只能在竞赛配发的专用试板上进行试焊,不允许在工位配备的装配平台和工件夹具上试焊工艺参数。
7.由于停电等不可抗拒因素影响工作时,参赛者提出,经裁判长核实情况后裁决。
8.竞赛过程中,允许参赛者吃饭、休息、饮水、上洗手间,其耗时一律计算在竞赛时间内。
9.竞赛过程中,监考裁判应对每名参赛者的各道工序认真填写竞赛监考记录。
10.监考裁判及赛场工作人员与参赛者只能进行有关工作方面的必要联系,不得进行任何提示性交谈。
其他允许进入赛场的人员,一律不允许与参赛者交谈。
任何在竞赛现场的人员,不得干扰参赛者的正常操作。
11.除当场次的参赛者及指定负责该场次的监考裁判和工作人员外,有关领导及新闻宣传人员应在组委会负责人陪同下进入竞赛现场。
进入赛场人员均须佩戴规定的标志并遵守赛场纪律,其他人员一律谢绝进入竞赛现场。
12.施焊操作完成时,参赛者应举手示意监考裁判记录其竞赛实际时间。
(二)技能操作竞赛规定
1.试件装配与上架固定要求
(1)试件装配的间隙、钝边、反变形,均由参赛者自定。
(2)试件定位焊应采用与正式焊接相同的焊接方法和焊接材料。
(3)板角焊缝试件定位焊在焊缝反面两端和中心区域进行,对接焊缝试件的定位焊在坡口内的两端进行,每段定位焊长度不大于20mm。
试件两端不允许加引弧板和引出板;
结构件中的板材距两端点40mm点固。
(4)试件在装配过程中出现问题,由参赛者自己修复,不得调换。
所有试件一次装配完成。
(5)监考裁判应检查试件定位焊的位置、数量、长度及装配是否符合规定要求,检查试件固定在夹具上的位置、高度及钢印号码是否符合规定要求。
对认可合格的试件应签名确认,对不符合装配规定和上架固定要求的试件,应通知参赛者重新装配。
(6)试件上架后,禁止使用电动工具。
每个试件上架固定完成,参赛者应举手示意监考裁判按照规定检查确认。
未经监考裁判检查合格认可的上架固定试件,参赛者擅自焊接的,该试件得0分。
2.施焊操作要求
(1)参赛者应严格按照赛会发放的材料和指定的规格、图样标注的焊接方法和焊接位置进行施焊操作。
(2)试件焊接时焊缝最高点不得超过1.2m。
(3)焊接过程中,试件不准取下、移动或改变焊接位置。
(4)板对接焊采用同一个方向焊接,不得由中间向两端焊或由两端向中间焊,其余层数的方向和打底焊的方向应一致。
(5)参赛者不得在试件上作任何标记。
(6)施焊过程中,若试件焊废不予补发,但允许参赛者在竞赛时间内自行手工修复,焊缝的正、反表面不准修复补焊。
(7)焊接完毕,参赛者应认真清理试件表面的焊渣、飞溅,但不能破坏试件焊缝的原始成形。
清理好的试件,由工作人员会同监考裁判、参赛者在工位内将试件封号,并在竞赛监考记录上由监考裁判和参赛者双方签字确认。
同时做好参赛工位的清洁工作。
(三)竞赛期间安全要求
1、技能操作竞赛场地应配备必要的火灾警报系统、灭火设备及医疗救护人员,在有触电危险的地方应悬挂“小心触电”标识,并应保持场地干净整洁,禁止堆放不必要的物品。
2、禁止在场内吸烟。
3、竞赛前,参赛者应了解灭火设备以及紧急出口的位置,并检查各种电器设备及设备接地情况、设备有无气体泄漏。
4、参赛者工作时必须按规定穿戴好焊工防护用品,并按安全操作规程正确操作。
工作时遇到突发问题,如设备故障等,立即与安全应急小组联系,不得自行处理。
5、停止工作时应关闭设备电源开关以及气瓶阀门。
附件一
明码号
评分员签名
评分标准(GB3323-2005细化评定)
实际情况
扣分
得分
无缺陷,50分(不扣分)
一、点状缺陷的评分1、尺寸≤0.5mm的点状缺陷评分
⑴点数≤2个,45分(扣5分)
⑵点数>2,≤4个,35分(扣15分)
⑶点数>4,≤6个,25分(扣25分)
⑷点数>6,≤8个,15分(扣35分)
⑸点数>8,≤10个,10分(扣40分)
⑹点数>10个,0分(扣50分)
2、尺寸>0.5mm的点状缺陷评分
⑴1个点,45分(扣5分)
⑵2个点,40分(扣10分)
⑶3个点,35分(扣15分)
⑷4个点,30分(扣20分)
⑸5个点,25分(扣25分)
⑹6个点,20分(扣30分)
⑺>6个点,0分(扣50分)
二、条状缺陷的评分。
单个条状缺陷的评分
⑴长度≤1mm的,40分(扣10分)
⑵长度>1,≤2mm的,30分(扣20分)
⑶长度>2,≤3mm的,20分(扣30分)
⑷长度>3,≤4mm的,10分(扣40分)
⑸长度>4mm的,0分(扣50分)
三、断续缺陷总长的评分
断续缺陷是指在任意直线上,相邻两缺陷间距均不超过6L(为
该组缺陷中大缺陷的长度)的任何一组缺陷,在144mm焊缝长度内的缺陷长度之和。
⑴长度≤3mm的,40分(扣10分)
⑵长度>3mm,≤6mm的,30分(扣20分)
⑶长度>6mm,≤9mm的,20分(扣30分)
⑷长度>9mm,≤12mm的,10分(扣40分)
⑸长度>12mm的,0分(扣50分)
综合评分
1、同一试件有多张底片时,每张底片均单独进行评分,最后得分为其所有分值的平均值;
2、当同一张底片有多处缺陷时,应分别评分并累计所扣分数的总和(Y),则该试件应得分数为:
50-Y。
焊接试件射线底片评分标准
表1
附件二
评分员
签名
合计分
正
面
检查项目
标准、分数
焊缝等级
实际得分
Ⅰ
Ⅱ
Ⅲ
Ⅳ
焊缝余高
标准(mm)
0~2
>2,≤3
>3,≤4
﹥4,<
分数
5
高低差
≤1
﹥1,≤2
﹥2,≤3
﹥3
7
4
焊缝宽度
﹥16,≤20
﹥20,≤21
﹥21,≤22
﹥22
宽窄差
咬边
深度≤0.5
且长度≤15
长度﹥15,
≤30
深度﹥0.5
或长度﹥30
10
错边量
≤0.5
﹥0.5,≤1
﹥1
6
角变形
0~1
﹥1,≤3
﹥3,≤5
﹥5
焊缝外表成形
优
良
一般
差
成形美观,鱼鳞均匀细密,高低宽窄一致
成形较好,鱼鳞均匀,焊缝平整
成形尚可,焊缝平直
焊缝弯曲,高低宽窄明显,有表面焊接缺陷
反面
焊缝高度
0~3mm5分,>3mm0分
无咬边5分,有咬边0分
气孔
无气孔5分,有气孔0分
反面成形
5分
3分
1分
0分
未焊透
无未焊透10分,有未焊透0分
凹陷
无内凹20分
深度≤0.5mm,每2mm长扣1分(最多扣20分)深度>0.5mm0分
表2焊条电弧焊根焊、CO2半自动焊填充盖面焊板状试件外观检查项目及评分标准
注:
1.正、反两面满分为100分,评分后除以2为实际外观得分。
2.焊缝未盖面、焊缝表面及根部有修补或试件做舞弊标记则该项目作0分处理。
3.凡焊缝表面有裂纹、夹渣、未熔合、焊穿、焊瘤等缺陷之一的,该试件外观为0分。
4.焊瘤是指焊瘤尺寸>3mm。
附件三
焊脚尺寸
﹥9,≤11
﹥11,≤12
或
﹥8,≤9
<8,﹥12
8
焊缝凸度
垂直度
≤2
﹥2
表面气孔
标准:
(个)
无
有
焊道层数
(道)
2或3
1或4
15
根部熔深
≥2
≥1.5
≥1
<1
20
条状缺陷
≤1.5
﹥1.5
点状缺陷
标准(个)
≤Φ1
数目:
1个
2个
>Φ1或
数目>2个
表3CO2半自动焊T型接头板状试件水平角焊缝外观检查项目及评分标准
1.外观检查为100分。
2.气孔检查采用5倍放大镜。
3.表面有裂纹、夹渣、未熔合、焊穿、焊瘤等缺陷之一,外观作0分处理。
4.焊缝未盖面,焊缝表面及根部有修补或试件做舞弊标记,该项目作0分处理。
5.焊瘤是指焊瘤尺寸>3mm。
单个气孔直径大于2mm外观作0分处理。
附件四
表4钨极氩弧焊结构件外观检查项目及评分标准
T型接头(板-板)焊脚尺寸
﹥2,≤2.5
﹥2.5,≤3
T型接头(板-管)焊脚尺寸
2.5
﹥3≤3.5
﹥3.5
角接接头焊脚尺寸
﹥2.5,<3
≥2,≤2.5
<2
﹥1,≤1.5
溢瘤
标准(处)
焊缝表面成形
标准
焊缝错边
<0.5
>0.5,<1
>1
(处)
长度﹥15,≤30
5.垂直度是以工件水平底面为基准,角尺与工件侧面顶端最大距离。
附件五
CO2半自动焊T型接头板状试件图
技术要求:
1、钢板材质:
Q235;
2、钢板板厚12mm;
3、焊缝单面焊接,焊接2~3道;
4、T形接头无间隙;
5、背面两端及中间定位焊,均布3点,长度小于等于20mm;
6、外观检测及折断试验;
7、角焊缝焊角尺寸10mm。
钨极氩弧焊结构图
附件六
附件七
焊条电弧焊根焊、CO2半自动焊填充盖面焊板对接横焊试件图
1、焊条电弧焊根焊、CO2半自动焊填充盖面;
2、材质:
3、板厚12mm;
4、坡口:
V形坡口;
5、要求单面焊双面成形。


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 焊接 专业 实际操作 竞赛
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《安全在我心中生命在我手中》主题班会教案.docx
《安全在我心中生命在我手中》主题班会教案.docx
-
《传热学》第五版名词解释总结沈阳建筑大学09级考试重点.docx
-
《3S技术基础》复习题综合.docx
-
《财务管理》各章复习思考题和有有关计算题.docx
-
《地下防水工程质量验收规范》GB.docx
-
《企业文化》考试.docx
-
《通风与空调工程施工质量验收规范》GB50243.docx
-
《短文两篇》备课笔记.docx
-
《管理会计》模拟考试题电子教案.docx
-
《花鼓》教学设计.docx
-
《旅游政策与法规》复习思考题.docx
-
《诺曼底号遇难记》第二课时教学设计教案教学设计.docx
-
《管理学基础》配伍题库.docx
-
《泡沫经济对金融危机的影响》.docx
-
《套圈游戏》教学反思.docx
-
《我们的祖国》教案.docx
-
《学习雷锋精神》演讲稿7篇.docx
-
《艺术设计概论》复习题.docx
-
2施工管理重点和难点分析.docx
-
9板框压滤机技术协议书.docx
-
18小稻秧脱险记教学设计381.docx
-
82液压2基础题.docx
-
400接线员岗位职责.docx
-
《病历书写基本规范》考试题及答案A卷.docx
-
《发展心理学》测验试题.docx
-
《测量管理体系认证技术标准》.docx
-
《健康教育宣传方案优秀范文5篇》.docx
-
《8纠正措施》.docx
-
《从罗丹得到的启示》的教案设计修改版.docx
-
《老王》优质课教学设计部编人教版七年级下册.docx
-
《概率论与数理统计》课后习题解答.docx
-
《财务管理学》第三版复习提纲内容教材.docx
-
逍遥游教师版.docx
-
小升初数学一课一练鸡兔同笼牛吃草应用题闯关通用版.docx
-
小学二年级下册美术教案审定.docx
-
小学乒乓球课教案.docx
-
小学数学公式大全三.docx
-
小学四年级语文上册寒假作业26.docx
-
小学学校安全工作总结.docx
-
律师函范本.docx
-
煤矿冬季三防工作应急救援预案.docx
-
秘书基础教案61沟通协调的意义内容和范围.docx
-
模拟电子技术习题综述.docx
-
木结构论文1.docx
-
内蒙古赤峰市届高三统一考试英语试题扫描版.docx
-
年度考核表个人评价五篇.docx
-
农民专业合作社投资建设水产养殖鱼苗鱼种场可行性研究报告书.docx
-
批评年终会议发言稿精选多篇.docx
-
小学六年级下册体育教案人教版.docx
-
小学语文领读员竞选稿.docx
-
小学生校园活动安全教育教案.docx
