 G代码大全.docx
G代码大全.docx
- 文档编号:5613374
- 上传时间:2023-05-08
- 格式:DOCX
- 页数:16
- 大小:18.75KB
G代码大全.docx
《G代码大全.docx》由会员分享,可在线阅读,更多相关《G代码大全.docx(16页珍藏版)》请在冰点文库上搜索。
G代码大全
G代码大全
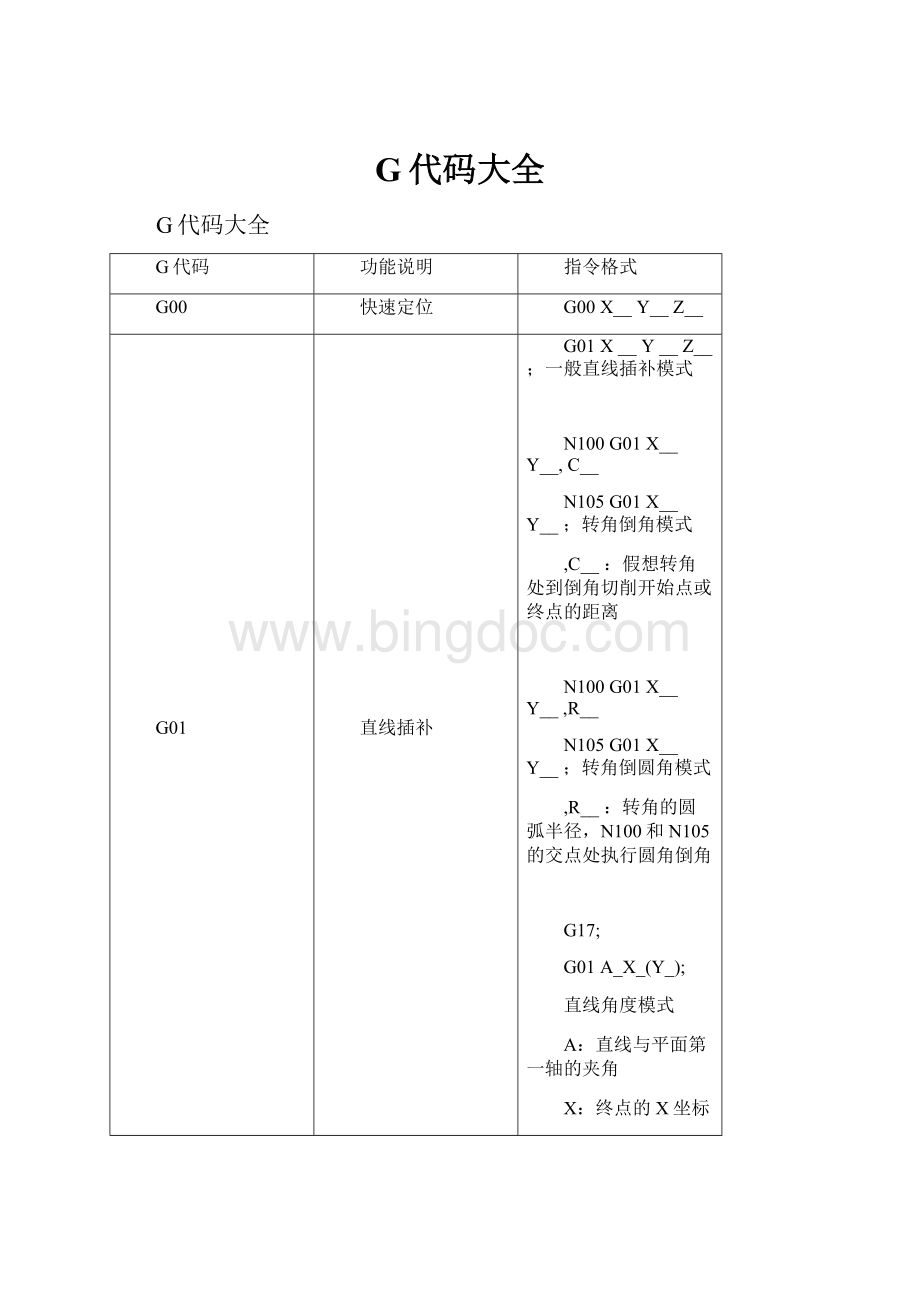
G代码
功能说明
指令格式
G00
快速定位
G00X__Y__Z__
G01
直线插补
G01X__Y__Z__;一般直线插补模式
N100G01X__Y__,C__
N105G01X__Y__;转角倒角模式
C__:
假想转角处到倒角切削开始点或终点的距离
N100G01X__Y__,R__
N105G01X__Y__;转角倒圆角模式
R__:
转角的圆弧半径,N100和N105的交点处执行圆角倒角
G17;
G01A_X_(Y_);
直线角度模式
A:
直线与平面第一轴的夹角
X:
终点的X坐标
G02
圆弧插补(顺时针)
G02X__Y__R__F__
R:
圆弧半径
G03
圆弧插补(逆时针)
G03X__Y__R__F__
G04
暂停
G04X__或G04P__
G02.1
渐开线插补(顺时针)
G02.1X__Y__I__J__F__P__
I,J:
圆弧中心坐标
P:
螺距数,回转数
G03.1
渐开线插补(逆时针)
G03.1X__Y__I__J__
G02.3
指数函数插补(正转)
G02.3X__Y__I__J__R__F__Q__
I、J:
角度;
R:
定数值;
F:
初期进给速度;
Q:
终点进给速度。
G03.3
指数函数插补(反转)
G03.3X__Y__I__J__R__F__Q__
I、J:
角度;
R:
定数值;
F:
初期进给速度;
Q:
终点进给速度。
G05
高速高精度制御Ⅰ
G05P10000;高速高精度制御开启
G05P0;高速高精度制御关闭
G05P3;高速加工开启
G05P0;高速加工关闭
G05.1
高速高精度制御Ⅱ
G05.1Q1;高速高精度制御开启
G05.1Q0;高速高精度制御关闭
G05.2Q2X0Y0Z0;自由曲面高精度模式开启
G05.1Q0;自由曲面高精度模式关闭
G07.1
圆筒插补
G07.1C__
C:
圆筒半径
G09
正确停止检查
G09
G10
程式参数输入/补正输入
G90G10L2P__Xp__Yp__Zp__
G91
P:
0外部工件坐标
1G54
2G55
3G56
4G57
5G58
6G59
P为0~6以外数字时,P之值视为1。
P省略时,视为现在选择中的工件坐标补正量输入。
G10L10P__R__;
P:
补正号
R:
补正量
G10L10P__R__;长补正形状补正
G10L11P__R__;长补正磨耗补正
G10L12P__R__;径形状补正
G10L13P__R__;径磨耗补正
G11
程式参数输入取消
G12
圆切削CW
G12I__D__F__
I:
圆的半径(增量值)
D:
补正号
①从圆心下刀
②以圆弧方式逼近轮廓
③铣圆弧路径
G12.1
极坐标插补模式开始
G12.1
G13
圆切削CCW
G13I__D__F__
I:
圆的半径(增量值)
D:
补正号
G13.1
极坐标插补模式取消
G13.1
G15
极坐标指令取消
G16
……
G15
G16
极坐标指令有效
N1005G16
N1010G9xG01X__Y__
……
N2000G15
其中N1010句中的X__表示极坐标半径,Y__表示极坐标角度
G17
平面选择X-Y
铣削M36*0.75螺纹范例:
本范例假定螺纹中心点(0,0);螺纹刀直径33.244。
G00G90G80G40G49G54X0.Y0.
S4000M13
G00G43H2Z50.
Z10.
G01Z0.F800.
G41D__
G02Y1.378J0.689F600.
G17
G02Z-15.J-1.378P20.F600.
G02Y0.J-0.689
G00Z80.
G40
M05
M09
M30
先用与螺纹刀等直径的铣刀编程(全圆切削,刀具偏置方向为right),求得Y、J值,以及X、Y坐标值,然后代入上述程序范例
G18
平面选择X-Z
G19
平面选择Y-Z
G20
英制指令
G20
G21
公制指令
G21
G27
参考原点检查
G28
参考原点复位
G28X__Y__Z__
G29
开始点复位
G29X__Y__Z__
G30
在第2~4参考原点复位
G30P2(P3,P4)X__Y__Z__
G30.1
复位刀具位置1
G30.2
复位刀具位置2
G30.3
复位刀具位置3
G30.4
复位刀具位置4
G30.5
复位刀具位置5
G30.6
复位刀具位置6
G31
跳跃
G31.1
跳跃1
G31.2
跳跃2
G31.3
跳跃3
G32
螺纹切削(普通导程)
G32Z__F__Q__
Z:
螺纹切削方向轴位址及螺纹长度;
F:
长轴(移动量最多的轴)方向的导程
Q:
螺纹切削开始位移角度(0~360°
G33
螺纹切削(精密导程——英制螺纹)
G33Z__E__Q__
Z:
螺纹切削方向轴位址及螺纹长度;
E:
长轴(移动量最多的轴)方向的导程,1英寸中含有的牙数
Q:
螺纹切削开始位移角度(0~360°)
G34
圆周排列孔循环
G34X__Y__I__J__K__
X,Y:
圆周孔循环的中心位置
I:
圆半径,正数表示
J:
最初钻孔点的角度,反时针方向为正
K:
钻孔个数,范围1~9999,不可为0,反时针方向为正,顺时针方向为负
G35
直线角度排列孔循环
G35X__Y__I__J__K__
X,Y:
起点的坐标,受G90/G91的影响
I:
间隔,两孔之间的直线距离
J:
角度,阵列方向与X轴的夹角,反时针方向为正
K:
孔的个数(包括起点在内),设定范围为1~9999
G36
圆弧排列孔循环
G36X__Y__I__J__P__K__
X,Y:
圆弧中心坐标
I:
圆弧半径
J:
最初钻孔点的角度,反时针方向为正
P:
角度间隔
K:
孔的个数
G37
自动刀长测定
G37Z__R__D__F__
Z:
量测轴位置及测定位置的坐标值
R:
以量测速度开始移动的点至测定位置的距离
D:
刀具停止范围限定
F:
量测速度
G37.1
棋盘排列孔循环
G37.1X__Y__I__P__J__K__
X,Y:
起点坐标
I :
X轴间隔
P:
X轴方向的个数。
指定范围1~9999
J:
Y轴的间隔
K:
Y轴方向的个数
G38
刀径补正向量指定
G38I__J__
仅在径补正模式中使用
G39
刀径补正转角圆弧补正
G39X__Y__
仅在径补正模式中使用
G40
刀径补正取消
G41
刀径补正左
G42
刀径补正右
G40.1
法线制御取消
G40.1X__Y__F__
G41.1
法线制御左有效
G41.1X__Y__F__
G42.1
法线制御右有效
G42.1X__Y__F__
G43
刀具长设定(+)
G43Z__H__
…….
G49Z__
G44
刀具长设定(-)
G44Z__H__
…….
G49Z__
G49
刀具长设定取消
G43.1
第1主轴制御有效
G44.1
第2主轴制御有效
G45
刀具位置设定(扩张)
G45X__D__
以补正量记忆区中设定的补正量,作移动方向的伸长量
G46
刀具位置设定(缩小)
G46X__D__
以补正量记忆区中设定的补正量,作移动方向的缩小量
G47
刀具位置设定(二倍)
G47X__D__
以补正量记忆区中设定的补正量的2倍,作移动方向的伸长量
G48
刀具位置设定(减半)
G48X__D__
以补正量记忆区中设定的补正量的2倍,作移动方向的缩小量
G47.1
2主轴同时制御有效
G50
比例缩放取消
G50
G51
比例缩放有效
G51X__Y__Z__P__
X,Y,Z:
比例缩放中心坐标
P:
比例缩放倍率
G50.1
G指令镜像取消
G50.1X__Y__Z__
G51.1
G指令镜像有效
G51.1X__Y__Z__
G52
局部坐标系设定
G53
机械坐标系选择
G54
工件坐标系1选择
G55
工件坐标系2选择
G56
工件坐标系3选择
G57
工件坐标系4选择
G58
工件坐标系5选择
G59
工件坐标系6选择
G54.1
工件坐标系选择扩张48组
G60
单方向位置定位
G60X__Y__Z__
G61
正确停止检查模式
G61.1
高速高精度制御
G61.1X__Y__F__
G62
自动转角进给率调整
G62
G63
攻牙模式
切削百分率固定为100%
进给保持无效
单节停止无效
G63.1
同期攻牙模式(正攻牙)
G63.2
同期攻牙模式(逆攻牙)
G64
切削模式
G65
使用者巨集单一呼叫
G66
使用者巨集状态呼叫A
G66.1
使用者巨集状态呼叫B
G67
使用者巨集状态呼叫C
G68
坐标回转有效
GnG68α__β__R__
n:
平面选择码(17,18,19)
α__β__:
回转中心的坐标值
R:
回转角度,反时针方向为正
范围-360.000~+360.000
G69
坐标回转取消
G69
G70
使用者固定循环
G71
使用者固定循环
G72
使用者固定循环
G73
固定循环(步进循环)
G73X__Y__Z__R__Q__F__S__
X__Y__Z__:
孔位置资料
R__:
R点
Q__:
步进量
F__:
进给速度
S__:
主轴转速
G74
固定循环(反向攻牙)
G74X__Y__Z__R__Q__F__S__
X__Y__Z__:
孔位置资料
R__:
R点
Q__:
步进量
F__:
进给速度
S__:
主轴转速
G75
使用者固定循环
G76
固定循环(精搪孔)
G77
使用者固定循环
G78
使用者固定循环
G79
使用者固定循环
G80
固定循环取消
G80
G81
固定循环(钻孔/铅孔)
G8△(G7△)X__Y__Z__R__Q__P__F__L__S__,S__,I__,J__;
G8△(G7△)X__Y__Z__R__Q__P__F__L__,S__,R__,I__,J__;
G8△(G7△):
孔加工模式
X__Y__Z__:
孔位置资料
R__Q__P__F__:
孔加工资料
(R:
指R点
Q:
每次切削量的指定,增量值输入
P:
暂停时间
F:
钻孔速度或螺纹的螺距)
L__:
重复次数
S__:
主轴旋转速度
,S__,R__:
同期切换或是规复时的主轴旋转速度
,I__:
位置定位轴定位宽度
,J__:
钻孔轴定位宽度
G82
固定循环(钻孔/计数式搪孔)
G82X__Y__Z__R__F__P__
P:
暂停时间
G83
固定循环(深孔钻)
G82X__Y__Z__R__Q__F__
Q:
每次切削量,增量输入
G84
固定循环(攻丝)
G84X__Y__Z__R__F__P__
F:
螺距
P:
暂停时间
G85
固定循环(搪孔)
G86
固定循环(搪孔)
G87
固定循环(反搪孔)
G88
固定循环(搪孔)
G89
固定循环(搪孔)
G90
绝对值指令
G90X__Y__Z__
G91
增量值指令
G91X__Y__Z__
G92
机械坐标系设定
G92S__Q__
S:
最高钳制转速;
Q:
最低钳制转速
G92.1
工件坐标系设定
G93
逆时间进给
G94
非同期进给(每分进给)
G94
G95
同期进给(每转进给)
G95
G96
周速一定制御有效
G96S__P__
S:
周速度
P:
周速一定控制轴指定
G97
周速一定制御取消
G97
G98
固定循环起始点归复
G98
G99
固定循环R点归复
G99
G113
主轴同期控制取消
G114.1
主轴同期控制有效
G114.1H__D__R__A__
H:
基准主轴选择
D:
同期主轴选择
R:
同期主轴相位偏移量
A:
主轴同期加减速时间常数
M98
副程式呼叫
M98P__H__L__
P:
指定副程式的程式号
H:
指定副程式中,开始执行的顺序号,当H省略时,副程式从最前头的单节开始执行。
L:
副程式重复执行的次数
M99
副程式结束
M99P__
P:
指定副程式结束后,返回呼叫程式的顺序号
M198
IC卡副程式呼叫
M198P__L__
P:
欲呼叫副程式存于IC卡内的程式号
L:
副程式的重复次数,可省略(只呼叫一次)


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 代码 大全
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《安全在我心中生命在我手中》主题班会教案.docx
《安全在我心中生命在我手中》主题班会教案.docx
-
《传热学》第五版名词解释总结沈阳建筑大学09级考试重点.docx
-
《3S技术基础》复习题综合.docx
-
《财务管理》各章复习思考题和有有关计算题.docx
-
《地下防水工程质量验收规范》GB.docx
-
《企业文化》考试.docx
-
《通风与空调工程施工质量验收规范》GB50243.docx
-
《短文两篇》备课笔记.docx
-
《管理会计》模拟考试题电子教案.docx
-
《花鼓》教学设计.docx
-
《旅游政策与法规》复习思考题.docx
-
《诺曼底号遇难记》第二课时教学设计教案教学设计.docx
-
《管理学基础》配伍题库.docx
-
《泡沫经济对金融危机的影响》.docx
-
《套圈游戏》教学反思.docx
-
《我们的祖国》教案.docx
-
《学习雷锋精神》演讲稿7篇.docx
-
《艺术设计概论》复习题.docx
-
2施工管理重点和难点分析.docx
-
9板框压滤机技术协议书.docx
-
18小稻秧脱险记教学设计381.docx
-
82液压2基础题.docx
-
400接线员岗位职责.docx
-
《病历书写基本规范》考试题及答案A卷.docx
-
《发展心理学》测验试题.docx
-
《测量管理体系认证技术标准》.docx
-
《健康教育宣传方案优秀范文5篇》.docx
-
《8纠正措施》.docx
-
《从罗丹得到的启示》的教案设计修改版.docx
-
《老王》优质课教学设计部编人教版七年级下册.docx
-
《概率论与数理统计》课后习题解答.docx
-
《财务管理学》第三版复习提纲内容教材.docx
-
最新范文关于公司话务员工作计划优秀范文精编(共2页)800字.docx
-
最新范文会计年终工作总结模板(共4页)2200字.docx
-
最新范文交通部门公路养护工作总结(共5页)2800字.docx
-
最新范文教学工作计划(共3页)1500字.docx
-
最新范文酒店销售员年终个人总结(共2页)1200字.docx
-
最新范文某村工作计划范文(共1页)600字.docx
-
最新范文企业行政个人总结范文(共4页)2400字.docx
-
最新范文人事部门工作总结(共4页)2300字.docx
-
最新范文上学期六年级语文教学总结(共2页)1200字.docx
-
最新范文市林业有害生物防治工作要点(共3页)1600字.docx
-
最新范文体育教学工作总结(共3页)1500字.docx
-
最新范文文科教研组工作计划4篇(共8页)5300字.docx
-
最新范文乡镇第二批先进性教育第一阶段工作小结(共3页)1900字.docx
-
最新范文小学班主任年度工作总结范文(共5页)3300字.docx
-
最新范文小学启发潜能教育计划(共2页)1100字.docx
-
最新范文行政服务中心工作思路_1篇(共3页)1800字.docx
-
最新范文学年第一学期数学学科组工作计划范文(共3页)1500字.docx
-
最新范文学年度第一学期初三物理教学计划(共3页)1700字.docx
-
最新范文学年下学期系学生会工作计划(共3页)1500字.docx
