 台阶面铣削加工.docx
台阶面铣削加工.docx
- 文档编号:4821727
- 上传时间:2023-05-07
- 格式:DOCX
- 页数:10
- 大小:116.48KB
台阶面铣削加工.docx
《台阶面铣削加工.docx》由会员分享,可在线阅读,更多相关《台阶面铣削加工.docx(10页珍藏版)》请在冰点文库上搜索。
台阶面铣削加工
台阶面铣削加工
任务二台阶面铣削加工
学习目标:
(1)掌握台阶的铣削工艺和加工步
(2)正确选择安装立铣刀;
(3)掌握铣台阶时对刀调整的方法;
(4)正确编制程序并进行程序的调试与检验。
一、任务描述
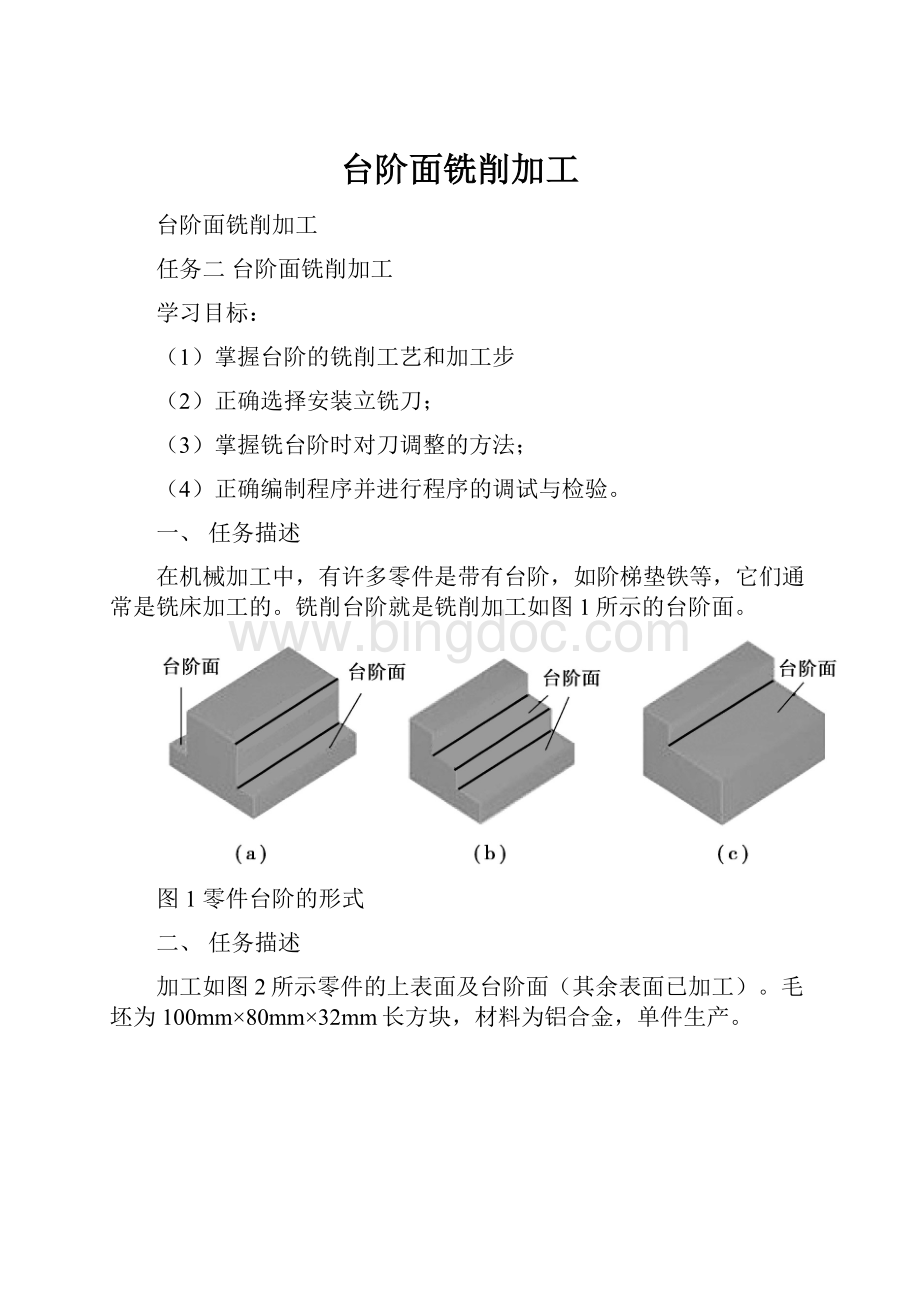
在机械加工中,有许多零件是带有台阶,如阶梯垫铁等,它们通常是铣床加工的。
铣削台阶就是铣削加工如图1所示的台阶面。
图1零件台阶的形式
二、任务描述
加工如图2所示零件的上表面及台阶面(其余表面已加工)。
毛坯为100mm×80mm×32mm长方块,材料为铝合金,单件生产。
图2台阶平面铣削零件
三、相关知识与技能
利用数控铣床加工台阶面时,由数控系统控制,从而简化了计算;专用数控铣削刀具、较高的切削速度的选用,又进一步提高了台阶面的形状和表面质量。
平面铣削的加工方法主要有周铣和端铣两种。
(1)刀具选择
1)立铣刀
立铣刀的圆周表面和端面上都有切削刃,圆周切削刃为主切削刃,主要用来铣削台阶面。
一般¢20mm~¢40mm的立铣刀铣削台阶面的质量较好。
2)面铣刀
面铣刀的圆周表面和端面上都有切削刃,端部切削刃为主切削刃,主要用来铣削大平面,以提高加工效率。
(2)工件的装夹方案
根据工件外形和大小,采用机床用平口虎钳装夹
(3)确定铣削用量
1)背吃刀量(端铣)或侧吃刀量(圆周铣)的选择
背吃刀量和侧吃刀量的选取主要由加工余量和对表面质量的要求决定:
①在要求工件表面粗糙度值Ra为12.5~25微米时,如果圆周铣削的加工余量小于5mm,端铣的加工余量小于6mm,粗铣一次进给就可以达到要求。
但余量较大、数控铣床刚性较差或功率较小时,可分两次进给完成。
②在要求工件表面粗糙度值Ra为3.2~12.5微米时,可分粗铣和半精铣两步进行,粗铣的背吃刀量与侧吃刀量取同。
粗铣后留0.5~1mm的余量,在半精铣时完成。
③在要求工件表面粗糙度值Ra为0.8~3.2微米时,可分为粗铣、半精铣和精铣三步进行。
半精铣时背吃刀量与侧吃刀量取1.5~2mm,精铣时,圆周侧吃刀量可取0.3~0.5mm,端铣背吃刀量取0.5~1mm。
2)进给速度υf的选择
进给速度υf与每齿进给量fz有关。
即
υf=nZfz
每齿进给量参考切削用量手册或表1选取。
工件材料
每齿进给量/(mm/z)
粗铣
精铣
高速钢铣刀
硬质合金铣刀
高速钢铣刀
硬质合金铣刀
钢
0.1~0.15
0.10~0.25
0.02~0.05
0.10~0.15
铸铁
0.12~0.20
0.15~0.30
3)切削速度
表2为铣削速度υc的推荐范围。
工件材料
硬度HBS
切削速度υc/(m/min)
高速钢铣刀
硬质合金铣刀
钢
<225
18~4220
66~15080
225~325
12~36
54~120
325~425
6~21
36~75
铸铁
<190
21~36
66~150
190~260
9~18
45~90
260~320
4.5~10
21~30
实际编程中,切削速度确定后,还要计算出主轴转速,其计算公式为:
n=1000υc/(πD)
式中:
υc—切削线速度,m/min;
n—为主轴转速,r/min;
D—刀具直径,mm。
计算的主轴转速最后要参考机床说明书查看机床最高转速是否能满足需要。
(4)编程
简单平面编程采用G00G01其中G90方式最常用
(5)铣削操作方法
对刀:
对刀包括深度对刀和侧面对刀,主要用来调整工件的铣削层深度和宽度。
①深度对刀,在工件上表面贴一张纸,开动铣床,调整各方向手柄,使铣刀外圆切削刃刚擦到薄纸,记下垂直刻度盘的刻度值,退出工件。
粗铣时把铣削层深度调整到11.5mm,精铣时,工作台再上升0.5mm。
②侧面对刀。
调整铣刀位置。
在工件侧面贴一张薄纸,开动铣床,缓慢地横向移动工作台,使铣刀一侧面擦到薄纸。
(6)检测工件
铣削完毕,卸下工件。
用游标卡尺和游标深度尺,或千分尺,测量台阶的宽度和深度。
用铣削粗糙度样板比检测工件表面粗糙度。
用0.01mm的千分尺测量平行度。
(7)台阶铣削的质量分析
(一)影响台阶尺寸的因素
①工作台移动调整尺寸时摇得不准。
②测量误差。
③铣削中,铣刀受力不均匀出现“让刀”现象。
④铣刀摆差太大。
⑤工作台“零位”不准,用立铣刀铣台阶时会使台阶上部尺寸变小。
(二)影响台阶形状、位置精度的因素
①平口钳固定钳口未校正,或用压板装夹时工件未校正,铣出的台阶产生歪斜。
②工作台“零位”不准,用立铣刀铣削时,不仅台阶上窄下宽,而且台阶侧面会铣成凹面。
③立铣头“零位”不准,纵向进给用立铣刀铣削时,台阶底面产生凹面。
(三)影响台阶表面粗糙度的因素
①铣刀变钝。
②铣刀摆差太大。
③铣削用量选择不当,尤其是进给量过大。
④铣削钢件时没有使用切削液或切削液使用不当。
⑤铣削时振动太大,未使用的进给机构没有紧固,工作台产生窜动现象。
四、任务实施
(一)准备工作
工件:
毛坯为100mm×80mm×32mm长方块铝合金
设备:
数控铣床
工、量、刃具清单
表3
序号
名称
规格
数量
备注
1
千分尺
50~75/0.01
1
2
游标卡尺
0~150/0.02
1
(二)加工方案的制定
采用平口虎钳夹紧定位,一次加工完成。
粗、精加工,工件外轮廓至图纸尺寸。
上表面的加工方案采用端铣刀粗铣→精铣完成,台阶面用立铣刀粗铣→精铣完成。
确定加工工艺:
加工工艺见表4
数控加工工艺卡片
产品名称
零件名称
材料
零件图号
铝
工序号
程序编号
夹具名称
夹具编号
使用设备
车间
虎钳
工步号
工步内容
刀具号
主轴转速
/(r/min)
进给速度
/(mm/min)
背吃刀量
/mm
侧吃刀量
/mm
备注
1
粗铣上表面
T01
250
300
1.5
80
2
精铣上表面
T01
400
160
0.5
80
3
粗铣台阶面
T02
350
100
4.5
9.5
4
精铣台阶面
T02
450
80
0.5
0.5
(三)工件坐标及编程尺寸的确定
参考程序
1)上表面加工
上表面加工使用面铣刀,其参考程序见表5
程序
说明
O0001
程序名
N10G90G54G00X120Y0
建立工件坐标系,快速进给至下刀位置
N20M03S250
启动主轴,主轴转速250r/min
N30Z50M08
主轴到达安全高度,同时打开冷却液
N40G00Z5
接近工件
N50G01Z0.5F100
下到Z0.5面
N60X-120F300
粗加工上表面
N70Z0S400
下到Z0面,主轴转速400r/min
N80X120F160
精加工上表面
N90G00Z50M09
Z向抬刀至安全高度,并关闭冷却液
N100M05
主轴停
N110M30
程序结束
2)台阶面加工
台阶面加工使用立铣刀,其参考程序见表6
程序
说明
O0002
程序名
N10G90G54G00X-50.5Y-60
建立工件坐标系,快速进给至下刀位置
N20M03S350
启动主轴
N30Z50M08
主轴到达安全高度,同时打开冷却液
N40G00Z5
接近工件
N50G01Z-4.5F100
下刀,Z-4.5
N60Y60
粗铣左侧台阶
N70G00X50.5
快进至右侧台阶起刀位置
N80G01Y-60
粗铣右侧台阶
N90Z-5S450
下刀Z-5
N100X50
走至右侧台阶起刀位置
N110Y60F80
精铣右侧台阶
N120G00X-50
快进至左侧台阶起刀位置
N130G01Y-60
精铣左侧台阶
N140G00Z50M05M09
抬刀,并关闭冷却液
N150M05
主轴停
N160M30
程序结束
(五)加工操作
1.打开机床,回参考点。
2.安装工件、刀具,对刀。
3.输入程序并校验。
4.自动加工。
5.测量工件尺寸。
6.调整校正工件尺寸。
7.再次测量工件尺寸,合格后拆卸工件。
(六)质量误差分析
1系统误差
误差现象
产生原因
预防和解决方法
切削过程出现振动
1工件装夹不正确
2.刀具安装不正确
3.切削参数不正确
1.检查工件安装,增加安装刚性
2.调整刀具安装位置
3.提高或降低切削速度
2测量误差
多次测量降低误差
五、任务评价
班级:
姓名:
学号成绩:
检测项目
技术要求
配分
评分标准
自检记录
交检记录
得
分
1
边长
70
20
超差无分
2
70
20
超差无分
3
倒角C1.5
10
超差无分
4
安全文明操作
倒扣
违者每次扣2分
5
时间:
60分
倒扣
酌情扣分
学生任务实施过程的小结及反馈:
教师点评:


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 台阶 铣削 加工
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《安全在我心中生命在我手中》主题班会教案.docx
《安全在我心中生命在我手中》主题班会教案.docx
-
《传热学》第五版名词解释总结沈阳建筑大学09级考试重点.docx
-
《3S技术基础》复习题综合.docx
-
《财务管理》各章复习思考题和有有关计算题.docx
-
《地下防水工程质量验收规范》GB.docx
-
《企业文化》考试.docx
-
《通风与空调工程施工质量验收规范》GB50243.docx
-
《短文两篇》备课笔记.docx
-
《管理会计》模拟考试题电子教案.docx
-
《花鼓》教学设计.docx
-
《旅游政策与法规》复习思考题.docx
-
《诺曼底号遇难记》第二课时教学设计教案教学设计.docx
-
《管理学基础》配伍题库.docx
-
《泡沫经济对金融危机的影响》.docx
-
《套圈游戏》教学反思.docx
-
《我们的祖国》教案.docx
-
《学习雷锋精神》演讲稿7篇.docx
-
《艺术设计概论》复习题.docx
-
2施工管理重点和难点分析.docx
-
9板框压滤机技术协议书.docx
-
18小稻秧脱险记教学设计381.docx
-
82液压2基础题.docx
-
400接线员岗位职责.docx
-
《病历书写基本规范》考试题及答案A卷.docx
-
《发展心理学》测验试题.docx
-
《测量管理体系认证技术标准》.docx
-
《健康教育宣传方案优秀范文5篇》.docx
-
《8纠正措施》.docx
-
《从罗丹得到的启示》的教案设计修改版.docx
-
《老王》优质课教学设计部编人教版七年级下册.docx
-
《概率论与数理统计》课后习题解答.docx
-
《财务管理学》第三版复习提纲内容教材.docx
-
新人教版六年级数学上册比的应用导学案.docx
-
新视野大学英语第三版第二册视听说最新参考答案汇编.docx
-
信访事项登记表.docx
-
大专毕业生的个人自我鉴定精选10篇.docx
-
代签房屋租赁合同.docx
-
地铁列车制动电阻设置的探讨.docx
-
医院员工手册.docx
-
第22课 1848年欧洲革命 教案之四.docx
-
译林牛津英语7年级下册单词默写完美打印表.docx
-
银行竞聘三分钟演讲稿大全.docx
-
英语 连词培优卷1.docx
-
英语小故事共30篇.docx
-
第十六章放射性核素在分子生物学研究中的应用.docx
-
用友T3财务业务一体化练习题.docx
-
第一单元测试题.docx
-
幼儿园保健计划.docx
-
幼儿园教师一周小结 幼儿园教师一周工作反思总结.docx
-
幼儿园园长开学工作计划.docx
-
预防医学选择题.docx
