 常用钻孔程序汇总Word格式.docx
常用钻孔程序汇总Word格式.docx
- 文档编号:3640704
- 上传时间:2023-05-02
- 格式:DOCX
- 页数:9
- 大小:138.93KB
常用钻孔程序汇总Word格式.docx
《常用钻孔程序汇总Word格式.docx》由会员分享,可在线阅读,更多相关《常用钻孔程序汇总Word格式.docx(9页珍藏版)》请在冰点文库上搜索。
N0080M98
L20O调用子程序打孔
NOO9OG0O
X0¥
50快速移动到第四孔
NO100M98L200调用子程序打孔
N0110M05主轴停
N0120G26三轴同时回到参考点
N0130M02程序结束
以下就是子程序
N0200GOOZ0快速接近工件表而
N0210G01W-10F60打孔(要用G01直线插补,必须要有F值)
N0220G00W+10退出
N0230GOOZ50快速抬起
N0240M99子程序返回
2・打排孔程序
五孔一排,孔距10mm,利用直线点位控制指令G06
首先将钻头移动到第一个孔得位置
NOO10G06U10VOF4L2000(U10>
V0,X、Y方向得孔
距;
F4调用子程序得次数,实际调用
F+loL2000为子程序段号)
NO020G26(返回原点)
N0030M02(程序结束)
N2000G00Z0(子程序开始)
N2010G01W-5F100(钻孔)
N2020GOOZ0(抬刀)
N2030M99(子程序返回)
3・圆周上打孔
利用圆弧点位控制指令G66顺时、G65逆时
Y
以下就是在①100mm得圆上均分4孔得程序。
N0010GOOX50(钻头走到第一个孔得位置)
NO020G66I-50J0F4L100(I,J为圆心相对起点得坐标得增量
值。
F4为调用子程序得次数,L100
为调
子程序得段号)
N0030M02G26(程序结束,返回原点)
NO100G01W-10F1O0(钻孔)
N0110G00Z0(抬刀)
N0120M99(子程序返回)
4.打深孔程序及暂停指令G04得得使用
钻50mm深孔得程序,这里要用到固定循环指令G22.G80
例:
NOIOOG22L5(循环开始,5次)
5.镜像打孔程序(G71.G72、G73)
N0140GOOX10Y20
NO150M98L5O0
NO160M99
NO500GOOZO
N0510G01W-5F80
N0520GO0W5
N0530GO0ZO
N0540M99
6.子程序套子程序打孔
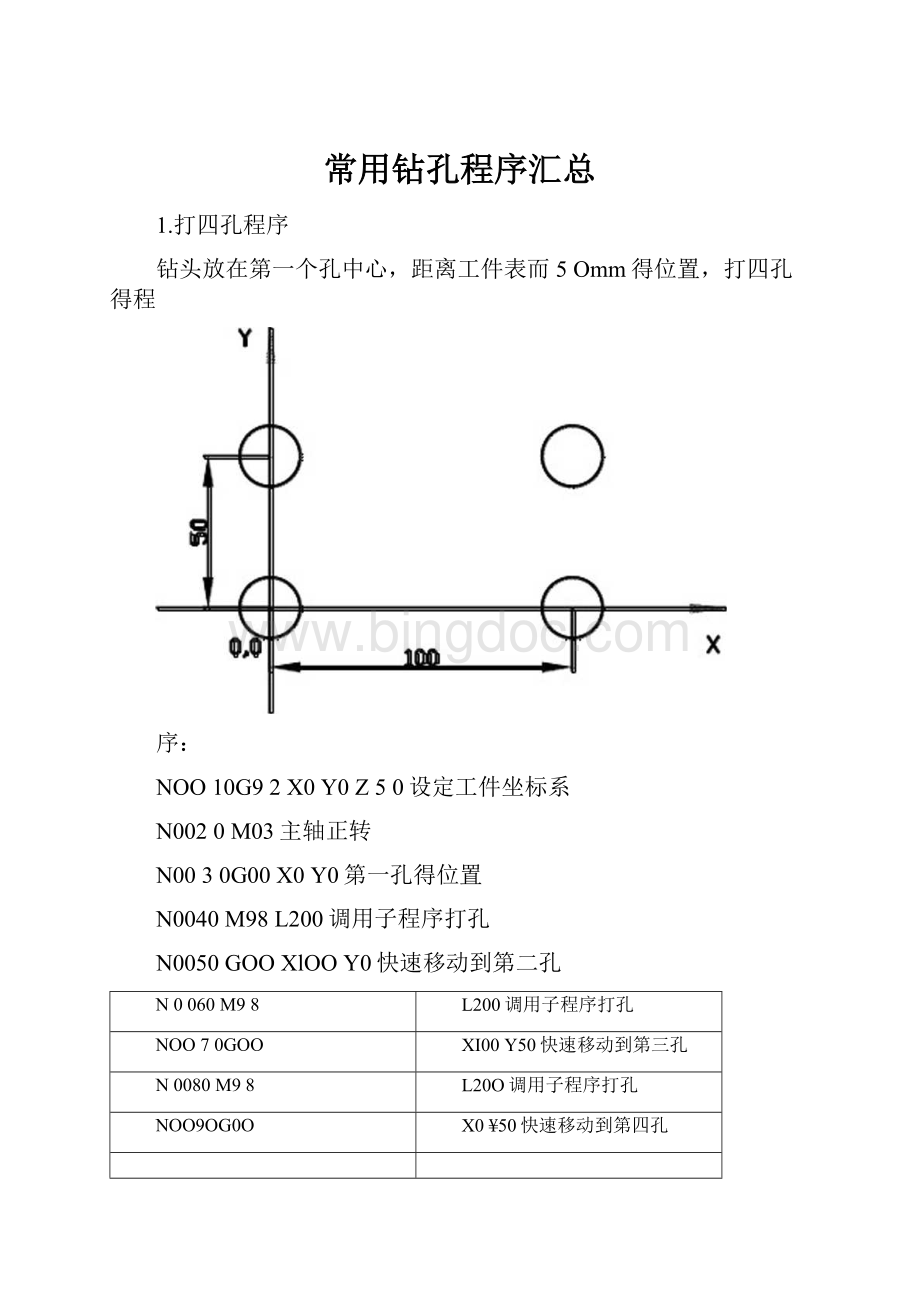
钻头放在中心,距工件表而50mm
70
N0010G92XOY0Z50
N0020G00X100Y100
N0030M98L200
NO040GOOX-100Y1
OO
设定参考点
快速移动
叫子程序
N0050M98L200
N0060GO0X-lOOY-lOO
N0070M98L200
NOO80GO0X1OOY-lOO
N0090M98L200
三轴同时回参考点
程序结束
子程序开始主轴正转
N0100G26
NO110M02
NO20OMO3
N0210GOOU35V35
NO220M98L500
NO230GOOU-70
N0240M98L500
N0250GO0V-70
N0260M98L500
NO270GOOU70
N0280M98L500
主轴停
子程序结束
子程序开始,快速到工件表面(自己
打孔深度
返回深度
N0290M05
NO300M99
NO500GOOZ+5
定)
N051OG01W-5F60
N0520GOOW+5
NO530G00Z+5
抬刀高度根据情况定
N0540M997.子程序套子程序打孔
例2
钻头放右侧工件1中心位置,距工件表而50mm
100
N0050M05
NO060G26
N0070M02
程序结束(如换成M20将永远循环下去)
N0200M03
NO040M98L200
叫在圆周上打4孔子程序
N0210G00U40
移动到第一个工件得第一个孔上
NO220G66I-40J0F4L500在圆周上打4孔程序
N0230M99
N0500G00Z+5
N0510G01W-l0F
N052OGOOW+10
NO530GOOZ+50
子程序开始,快速到工件表而(自己定)0打孔深度
N0540M99


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 常用 钻孔 程序 汇总
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 整编新型生态农业旅游休闲农庄项目发展建设市场研究报告.docx
整编新型生态农业旅游休闲农庄项目发展建设市场研究报告.docx
-
证券投资顾问业务暂行规定.docx
-
知识产权法司法考试历年真题及答案解析.docx
-
职业道德的复习重点.docx
-
志愿者活动心得精选多篇.docx
-
治理雾霾应重视大气静电学说.docx
-
中国成人脑死亡判定标准与操作规范第二版.docx
-
中国名牌产品申请表.docx
-
中国纸板产业深度调研及产业投资评估报告.docx
-
中考化学考点分类解析导学案14第3讲碳和碳的氧化物1碳单质的物理性质和用途.docx
-
中学学年度第二学期学校工作计划.docx
-
中英文安全标语word版本 26页.docx
-
重庆市高考英语试题.docx
-
注册安全工程师《安全生产管理知识》真题及答案.docx
-
装机必备硬件基础知识再接再厉完成装机.docx
-
子部.docx
-
总结范文骨干教师培训总结15篇.docx
-
最新 Marlin固件全中文解析.docx
-
最新部编版三年级语文上册第24课《司马光》教学设计.docx
-
最新二年级数学上册寒假作业全面系统146.docx
-
最新猴年祝贺词大全 精品.docx
-
最新入党思想报告3000字范文思想汇报文档五篇.docx
-
《OTL功率放大器的制作与调试》项目教学设计方案.docx
-
《化学方程式》单元检测2.docx
-
中考语文阅读精品题.docx
-
工伤司法鉴定标准是怎样的.docx
-
公共事务管理硕士在职专班入学研究计画书.docx
-
公考必备《行测》数量关系题库.docx
-
股票技术指标详解二.docx
-
人教版数学六下第二单元《百分数二》word教案精品教案.docx
-
简大型机房建设系统全套设计方案.docx
-
建筑工程基础加固与纠偏处理应用探讨.docx
-
中南大学生产实习报告.docx
-
在市委常委扩大会议上的讲话.docx
-
中小学宽容是一种美德作文集合15篇.docx
-
扎染手工艺实践教学课程教案分析共14页.docx
-
中药有效成分提取与分离项目资金申请报告.docx
-
招标项目要求及采购需求.docx
-
重磅高考作文素材20首传诵千古的诗词全是顶级名篇.docx
-
浙江省温州市求知中学学年高一英语上学期期中试题.docx
-
株洲天元区江璜学校章程.docx
-
专利战略实施中的法律制度研究论文.docx
-
整理《茶馆》高考附加题全.docx
-
证据法案例分析一DOC.docx
-
转班申请书15篇.docx
-
自考房地产法知识点.docx
-
知识学习七年级语文下册重点字词汇总16单元.docx
-
综合部后勤工作总结讲课讲稿.docx
-
制造车底盘项目可行性研究报告.docx
-
钻探施工现场安全规范.docx
-
智能楼宇自控系统.docx
