 注塑工艺培训教材调机指导.docx
注塑工艺培训教材调机指导.docx
- 文档编号:18371388
- 上传时间:2023-08-16
- 格式:DOCX
- 页数:101
- 大小:68.32KB
注塑工艺培训教材调机指导.docx
《注塑工艺培训教材调机指导.docx》由会员分享,可在线阅读,更多相关《注塑工艺培训教材调机指导.docx(101页珍藏版)》请在冰点文库上搜索。
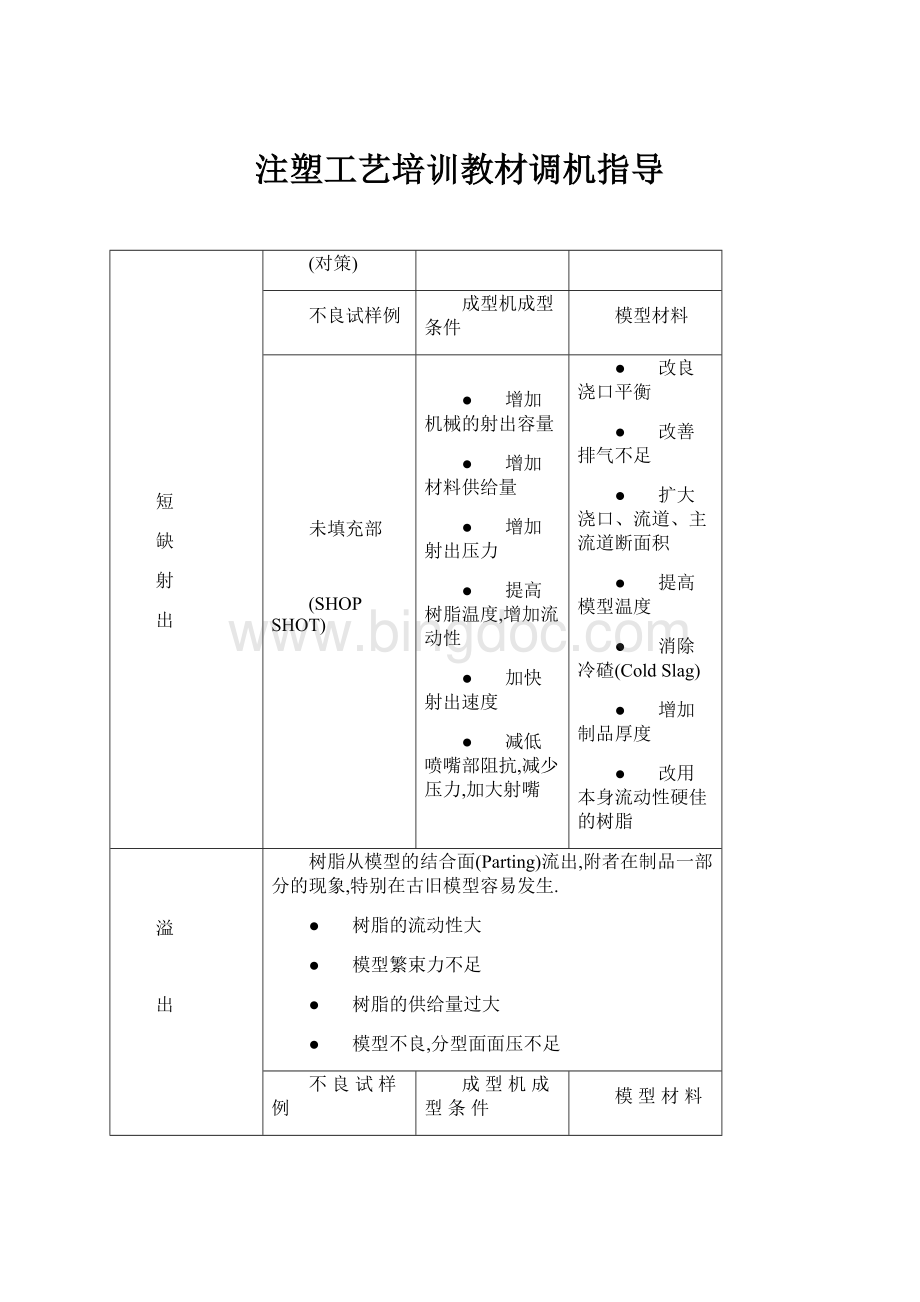
注塑工艺培训教材调机指导
短
缺
射
出
(对策)
不良试样例
成型机成型条件
模型材料
未填充部
(SHOPSHOT)
● 增加机械的射出容量
● 增加材料供给量
● 增加射出压力
● 提高树脂温度,增加流动性
● 加快射出速度
● 减低喷嘴部阻抗,减少压力,加大射嘴
● 改良浇口平衡
● 改善排气不足
● 扩大浇口、流道、主流道断面积
● 提高模型温度
● 消除冷碴(ColdSlag)
● 增加制品厚度
● 改用本身流动性硬佳的树脂
溢
出
树脂从模型的结合面(Parting)流出,附者在制品一部分的现象,特别在古旧模型容易发生.
● 树脂的流动性大
● 模型繁束力不足
● 树脂的供给量过大
● 模型不良,分型面面压不足
不良试样例
成型机成型条件
模型材料
溢出
(FLASH)
● 降低射出压力
● 减低射出速度
● 降低树脂温度
● 缩短射出压力保持时间
● 增加模型紧束力
● 减少材料供给量
● 对准模型型心
● 允分保留分型面接触面
● 缩小模腔的投影面积
● 提高成型时的树脂黏度
凹
痕
在成型品表面产生的洼坑,称为凹痕(Indentation)
因为冷却时的体积收缩,在成型品加厚部容易产生凹痕
因成型品加厚部的中心徐缓冷却,体积收缩提早发生,树脂往外侧方向被拉拽全体积的收缩提高集中于中心部,结果产生空隙,此现象在不容易冷却处表面发生时变成洼坑,此称为凹痕,收缩关系于材料温度及被压缩性,一般压力降低,收缩率增大.
凹
痕
● 树脂的流动性不足,供给量不足,保压时间不足,树脂温度过高.
● 树脂的流动阻力大
● 模型的冷却不均匀
● 制品有加厚部
● 树脂的收缩率大
不良试样例
成型机成型条件
模型材料
凹痕
(SINXMARK)
(SHRINXMARK)
● 提高射出压力
● 延长射出压力保持时间提高保压时间,或保压压力
● 加快射出速度
● 增加材料供给量
● 降低树脂温度
● 原料在料管内密度(背压.转速)
● 降低模型温度或使为均匀
● 扩大浇口
● 加大流道、主流道、减少压力
● 设法消除模腔的加厚部分
● 减少树脂的收缩率
气
泡
在成型品内侧加厚部产生的空隙,称为气泡(Vold),成型品表面快速冷却固化时,加厚处中心部分的冷却最慢,树干被早已冷却引起收缩的表面拉去,因而中心部分无树脂
● 变成气泡(空隙)
● 因压缩不足所致
● 凹痕及气泡均为材料不足时出现的缺陷,材料流进模腔内,以保压状态开始浇口密封,此时在模腔残留内压,浇口密封完成后,因冷却促进材料收缩,熔融部分的内压降低,在全体固化时,如内压不为负,则不发生凹痕或气泡,由于表面硬度与负内压的平衡,发生凹痕或气泡,对策重点,为保持内压不为负,提高射出压力延长保压时间(倒流防止)在浇口对时提高内压轴(扩大浇口,改变浇口位置,提高保持压力)降低成型温度.
● 因空气或瓦斯混入(排气不良)
● 因水分(烘干)
制品表面的气泡为干燥不充分引起的泡状气泡.
● 制品不设加厚部分
气
泡
不良试样例
成型机成型条件
模型材料
气泡
(VOID)
● 提高射出压力
● 稍为提高射出保持压力
● 适当调节射出速度,使不卷进空气
● 延长保压时间
● 改善排气
● 更改模腔设计
(加厚部或厚度的急激变化)
● 改浇口位置
● 扩大浇口、流道、主流道断面积
● 缩小材料的收缩率
银
条
痕
闪
花
有时会顺沿材料的流动方向发生银白色条纹,其出现方式多样,且其原因也繁多,在成型品表面发生极薄且织细的空气层或瓦斯层,光学上非常显眼.
● 材料中的水分,挥发分.
● 模型不良(设计、排气、浇口、流道形状)
● 模型面或离型剂有水分时
● 使用含有气泡的颗粒时,使用再生材料(微粉)时
不良试样例
成型机成型条件
模型材料
喷流线
(SILVERSTEAK)
● 消除可塑化不良
● 不使树脂过热分解
● 减低射出速度
● 降低射出压力,减低射出速度
● 防止螺栓卷进空气
(提高背压,压缩比)
温度不能太高,在料管内时间短一些
● 提高模型温度
● 改善排气
● 更改浇口位置
● 改变模腔设计
● 树脂加以干燥
● 扩大冷碴储蓄处
● 注意颗粒内气泡,再生材料
熔
线
在树脂流动分歧后再合流处发生的细线痕,如以低温度合流,更容易明显出现
● 树脂分流
● 树脂的流动性不足
● 空气,挥发分
不良试样例
成型机成型条件
模型材料
结合线
(F0OORWELDLINES)
● 提高树脂温度
● 提高射出压力
● 加快射出速度
● 不冷却喷嘴
● 缩短浇口至熔接触部的流程
● 提高模型温度
● 适当调整浇口位置及数量
● 树脂加以十分干燥
● 改善树脂流通
● 改善排气
流
标
溶融树脂在模腔内流动时,在成型表面发生环状或波浪状流动花纹的现象
● 树脂黏度大
● 射出速度慢
● 喷嘴过小
● 成型品的厚度变化大
● 模型温度低
不良试样例
成型机成型条件
模型材料
流痕
(FLOWMARK)
● 提高树脂温度,提升流动性
● 加快射出速度
● 加大喷嘴
● 提高射出保持压力
● 提高模型温度
● 适当冷却模型
● 改善树脂流动性
● 缩小成型品的厚度变化
裂纹破裂
在成型品表面发生细小裂缝或裂纹的现象,内部应力残留在成型品内,日后应力过树脂的弹力界限以上时,裂纹更进一步成为破裂,又勉强离模(型)会使为破裂.
● 过分填充
● 离型不良
表
面
不
亮
成型品表面有无光泽的发白部分或不同光泽的部分
● 树脂的熔融温度不均匀
● 树脂的过热分解
● 润滑剂或挥发分过多
● 与模型贴紧不足
● 模型表面不光滑
不良试样例
成型机成型条件
模型材料
不亮,光泽不良
(CLOUDY
APPEARANCE)
(LUSTERLESS)
● 使树脂熔融均匀
● 不使喷嘴冷却
● 不使射出速度太快或太慢
● 不使树脂过热分解
● 不使模型温度过高或过低
● 扩大浇口、流道、主流道
● 不使水或油附着模型面
● 预先把树脂加以干燥
● 防止树脂的润滑剂中水分发生
黑条痕.过烧
树脂或可燃性挥发分、润滑剂、其它添加剂等发生燃烧,在成型品留下黑色条痕的现象.
● 黑条痕因过热分解
● 过烧因断热压缩
不良试样例
成型机,成型条件
模型材料
过烧
(BLACKSTREAK)
(BURNMARK)
● 不使树脂在桶内滞留以致部分加热
● 正确安装喷嘴
● 减低射出速度
● 缩短材料的滞留时间
● 降低料管温度、射出压力
● 消除在模型内的油脂附着
● 防止在浇口部的过热分解
● 改良排气
● 减少滑剂
裂纹破裂
不良试样例
成型机,成型条件
模型材料
裂纹
(CRAZING)
(CRAKING)
● 降低射出压力
● 降低树脂温度但保持适当流动性
● 减低射出保持压力
● 缩短保压时间
● 减低挤出速度
● 延长射出时间
● 缩小浇口
● 提高模型温度
● 磨光主流道、流道
● 消除底槽(Under-Cut)
● 改良离型
● 恰当设计模腔
● 适当退火(Annealing)
翘起
因程型收缩所致残留应力歪曲,田因成型条件所致残留歪曲,离型时发生的应力歪曲等发生原因
● 制品形状
● 过剩填充(树脂温度,模型温度,射出压力,射出速度大时)
● 押出速度,压力大时
● 冷却不足时
● 成型品的部分冷却不均匀时,厚度差为收缩量的差
● 模型不良,一般浇口设在单薄部时会发生翘曲
1. 肋条的翘曲
比本体单薄且较高的肋条,因较早冷却,翘曲为凸出,比本体重厚,且较低的肋条,则翘曲为凹入
2. 模型的阳阴两型间有温度差时
其成型为平板时,模型温度较高者为凹,如为箱形一般以外面为凹,应提高固定侧的模型温度,通常模型温度宜为阳阴等温,但如发生翘曲时,稍为提高凹入侧的模型温度.
不良试样例
成型机,成型条件
模型材料
翘曲
(WARRAGE)
● 降低射出压力
● 降低射出保持压力
● 缩短保持时间
● 稍为提高树脂温度
● 提升射出速度
● 不缩短冷却时间
● 改良离型
● 放慢突出速度
● 消除冷却的不均匀,不充分
● 降低模型温度
● 适当退火
● 浇口设在加厚部
离
型
不
良
成型品不容易脱离的现象
● 过剩填充
● 模型不良
● 喷嘴与模型的接触面不良
不良试样例
成型机,成型条件
模型材料
裂纹
(PARTSTICKING)
● 降低射出压力
● 降低射出保持压力
● 缩短保持时间
● 减少材料供给量
● 降低树脂温度抑制流动性
● 保持十分的冷却时间
● 降低模型温度
● 改善喷嘴接触(Touch)
● 喷嘴孔比主流道孔小
● 加大主流道、锥形部,改善加工
● 适当突出
● 模型内切削深度R加大,并加大锥形(Taper)改善加工
射
流
材料以流道状喷出的现象,因射流产生的花纹,有时称流痕.
● 树脂温度太低
● 射出速度太快或太迟
● 喷嘴太冷
● 浇口太小,位置不好
不良试样例
成型机,成型条件
模型材料
喷嘴
(JETING)
● 防止喷嘴过分冷却
● 提高树脂温度
● 适当调整射出速度
● 改变浇口位置
● 扩大浇口
● 不增加制品厚度
● 提高模型温度
脆
性
脆性(BRITTLENESS)
因材料过热、物性劣化,熔线强烈出现而发生
又因成型品厚度单薄容易以份子的流动方向破裂
剥
削
剥离(CLEAVAGE)
成型品表面为层状,可剥离云母状的状态者
因异种树脂混入,树脂温度极低,表面与内部流动相差甚大时会发生
射出速度
缩水
塑料品在表面的凹陷、空洞都称为「缩水」,除了会影响产品外观亦会降低成品质量及强度.缩水的原因与成型技术、模具设计及使用塑料均有关系.
塑料:
不同塑料原料的缩水率,表一参考数据.通常易缩水的原料都属于结晶性的,如尼龙、百折胶等等.在射出过程中,结晶性塑料受热成流体状态,分子呈无规则排列;当射入较冷的模腔时,塑料分子便慢慢整齐排列形成结晶,结果体积缩小小于规定尺寸范围,就是所谓的“缩水”.
表二:
各种塑料的缩水率
代号
塑胶原料
缩水率%
GPPS
普通级苯乙烯、硬胶
0.4
HIPS
不碎级苯乙烯、不碎硬胶
0.4
SAN
AS胶
0.2
ABS
聚丙烯胶、丁二烯、苯乙烯
0.6
LDPE
低密度聚乙烯、软胶
1.5~5
HDPE
高密度聚乙烯、软胶`
2~5
PP
聚丙烯、百折胶
1~4.7
PPO
PPO胶
0.6
PA6
尼龙6
1.0
PA66
尼龙66
0.8~1.5
ACETAL
COPOHYMER
聚缩醛、赛钢、特灵
2
CAB
酸性胶、酸醋纤杂
0.5
PET
PET胶
2.25
PBT
PBT胶
1.5~2.0
PC
聚碳酸酯、防弹胶
0.6
PMMA
亚克力
0.5
PVC硬
硬PVC
0.1~0.5
PVC硬
硬PVC
1~5
PU
PU胶、乌拉坦胶
0.1~3
EVA
EVA胶
1.0
PSF
聚偑
0.7
射出技术:
在射出技术控制方面,出现缩水的情况有:
压力不足、射出速度太慢、烧口太小成浇道太长等等.所以在使用射出机时,必须注意成形条件及保压是否足够,以防造成缩水问题.
模具及产品设计方面:
模具的流道设计及冷却装置、对成品之影响亦很大出于塑料之传热能力较低,故距离模壁越远越厚、则其凝固及冷却较慢,应有足够的塑料填满模腔,使射出机的螺杆在射出或保压时,塑料不会倒流而减低压力,另一方面水面亦不能冷却太快,以免半固塑料阻塞流道造成压力下降,引致成品缩水.不同的模流过程有不同的收缩率,熔融筒的温度控制得宜,可防止塑件过热;延长周期,可确保制品有充分时间冷却.
缩水问题如获适当解决,可提高成品质量,减低次废产品并提高生产效率.下表即为缩水可能发生之原因及处理方法.
表三
故障原因
处理方法
模具进胶不足
增加入料
熔胶量不足
适量入料,适度调高背压
射出压力太低
增加熔胶计量行程
保持压力不够
提高射压、保压压力
射出时间太短
增长射出时间
射出速度太慢
增加射速
浇口不对称
调整模具入口大小或位置
射料嘴阻塞
拆除清理
料温过高
降低料温
模温不常
调整适当之温度
冷却时间不够
酌延冷却时间
排气不良
在缩水处设排气孔
料管过大
更换较小规格料管
螺杆止逆环磨损
拆除检修
塑品厚薄不均
增加射压
4-2成品黏膜(脱模困难)
在射出成型时,成品会有黏膜发生,首先要考虑射出压力或保压压力是否过高.射出压力太大会造成成品过度饱和,使塑料充压入其它的空隙中,致使成品卡在模穴里脱模困难,在取出时容易有黏膜发生.
而当料管温度过高时,通常会出现两种现场.一是温度过高使塑料受分解而变质,失去它原有之特性;并在脱模过程中出现破碎或撕裂,造成黏膜.二是胶料充填入模穴后不易冷却,需加长周期时间,殊不合经济效益.所以需适度依胶料之特性调节其运作温度,至于模具方面的问题,假如进料口不平衡,会使成品脱模时易有黏膜现象,这时就要在模具上作改进的措施,下表即为成品黏膜可能发生的原因及处理对策:
表四
故障原因
处理方法
填料过饱
降低射出剂量、时间及速度
射出压力或料筒温度过高
降低射出压力或料筒温度
保压时间太久
减少保压时间
射出速度太快
降低射出速度
进料不均使部分过饱
变更溢口大小或位置
冷却时间不足
增加冷却时间
模具温度过高或过低
调整模温及两侧相对温度
模具内有脱模倒角(undercut)
修模具除去倒角
多穴模进料口不平衡,或单穴模各进料口不平衡
限制塑料的流程,尽可能接近主流道
探筒件脱模排气设计不良
提供充分的逸气道
螺杆前进时间太长
减少螺杆前进时间
模心错位
调整模心,并使用「退拨」角锁紧之
模子表面过于粗糙
打光模穴表面,喷脱模剂
4-3浇道黏模(脱模困难)
表五
故障原因
处理方法
浇道过大
修改模具
浇道冷却不够
延长冷却时间或降低料管温度
浇道脱模角不够
修改模具增加角度
浇道凹弧与射嘴之配合不正
重新调整与配合
浇道内表面不光或有脱模倒角
检修模具
浇道外孔有损坏
检修模具
无浇道抓锁
加设抓锁
4-4成品内有气孔
在射出成型过程中,有时会出现内有许多小气泡的成品,不但影响制品强度及机械性能,对成品外观价格值亦大打折扣.所以当成品出现气泡时,可检查下列几个因素,并做处理.
通常成品因厚薄不同,或模具有突出肋时,塑料在模具中的冷却速度不同,则收缩的程度不同,容易形成气泡,所以对模具设计须特别留意.
而在使用的原料方面,假如塑料带有水气,在熔胶时塑料受热后分解,则射胶螺杆公差太小时,空气容易进入模腔内形成气泡,以下即归纳可能发生原因及处理方式.
收缩程度不同容易形成气泡
故障原因
处理方法
材料中有水气
塑造以前将材料确实烘干,避免在塑造以前发生过度的温度变化
射料不足(气孔在结合线的位置)
检查温度射出压力、射出时间是否不够
填料量不足以防止过度之缩水
成品断面,肋或柱过厚
变更成品设计或溢口位置
射出压力太低
提高射出压力
射出时间不足
增加射出时间
浇道溢口太小
加大浇道及人口
射出速度太快
调慢射出速度
原料温度过高以致分解
降低原料温度
冷却时间太长
减少模内冷却时间,使用水浴冷却
水冷却过急(气孔在制品表面)
减短水浴时间或提出水浴温度
背压不够
提高背压
模具温度不平均
调整模具温度
料管温度不当
降低射嘴及前段温度,提高后段温度
4-5成品变形
塑品出现翘曲的原因很多,例如出模太快、模温过高、模温不均及流道系统不对称等.其中两种最大的可能性为1.塑件厚薄不均或转角不够圆形,因而不能平均冷却收缩,导致翘曲变形.2.有些平板型塑件,为了表而美观,流道浇口得设在浇口边角上.而射胶时,熔融塑料只能由一端高速射入模腔内,因此被凝固于模腔内的塑料份子,均被拉直往同一方向之排列状态(称为取向,此时塑件之内应力很大;脱模时这些份子又被拉回原来的状态,因而产生变形.
为了使熔融塑料能顺利充填模腔,其设计要尽量避免以下各点:
1.同一塑件中厚薄相差太大.
2.存有过度脱角.
3.缓冲区过短,使厚薄转变相差悬殊.
从浇口分析,模具的设计要保证塑料能顺利进入模腔,故分流道要避免采用直角转弯形式,转弯点比较适合采用弧形过度区,因此短而粗的分流道最理想,有助
于减少流体取向现象.但要考虑的问题是过大的浇口会增加流道废料,亦影响塑件的外观.
另外为了避免塑料充填时紧密程度不同,导致脱模困难而引起变形,分流道的截面形状大小就要依射胶量及产品形状面改变.产品较难成型的部份分流道加子粗后,主流道也应相对加大,使主流道截面积等于引流道截面积总值.
除此之外,还有两个值得注意的问题,其一是塑件顶出装置的形式.如果顶针设备太少,容易造成变形及翘曲现象;但顶针数量过多,会令部份成品不够美观,此时应考虑采推板方式、其二是模腔冷却流道的设计,应让塑件整体能均匀收缩,提高产品素质.
以下即将成品容易产品变形的因素一一列出,提供成型技术上参考之
表七
故障原因
处理方法
成品顶出时尚未冷却
降低模具温度,加大冷却水流道
延长冷却时间,降低冷却时间
降低原料温度
成品形状及厚薄不对称
脱模后以定形架固定
变更外形设计
填料过多
减少射出压力、速度、时间及剂量
几个溢口进料不平均
更改溢口
顶出系统不平衡
改善顶出系统
模具温度不均
调整模具及冷却水路
返溢口部份之原料太松太紧
增加或减少射出时间
4-6银纹、气疮
射纹的形成,一般是由于注射起动过快,使模腔前段的空气无法成胶料融体压迫排出,空气混合有胶料内,使得制品表面光管及颜色不均,使是所谓的射纹.射纹不但影响外观,也且令成品之机械强度降低许多.所以为避免发生这种缺陷,必须找出原因并了改善.
射纹的形成,既然是由于融体塑料中含有气体,那么探讨这些气体的主要来源分别为:
塑料本身含有水份或油剂:
由于塑料在制造过程曝露于空气中,吸入水气或油剂,或者在混料时,掺入了些错误的比例成份,使这些挥发性物质在熔胶时,受高热而产生气体.
原料受分解:
如果熔胶同时的温度,背压及熔胶速度调得太高,或成型周期太长,则对热敏感的塑料如PVC、赛钢及PC等,容易因高温受热分解产生气体.
空气:
塑料颗粒与颗粒之间均含有空气,如果熔胶筒在近料斗处的温度调得很高,使塑料粒的表面在未压缩完全使熔化面黏在一起,则塑料粒之间的空气使不能完全排除出来.
所以把塑料烘干,并采用适当的熔胶温度和速度,再配合适当的背压,才能得到理想的塑制品.此外,模具设计亦是很重要的一环.通常流道很大而注口很小的工模,气体进入模腔内的机会会减少很多,而排气系统设计适当,则射纹产生的产生的机会亦会降低,如图4-1所示.
图4-1能防止少量气体进入模腔的注口设计
在射出成型技术上,有一种方法来防止射纹之产生,使模具的构造中有加压设备,但一个压缩空气入气孔.锁模后,则压缩空气进入模具中,使模内气压增高,当熔融塑料进入这高压模具时,模具的气孔在此时开始排气,使模腔内保持一定压力,增加模内空气压力,确能使模射纹发生的机会,举例说:
普通的射出方法在处理ABS水份含量的空气时,使会出现射纹,而逐渐增加模内的气压,则可处理含水量最高的ABS,亦不会出现射纹.4-2图即为模内加压及含水量对射纹之产生率比例.模具加压
50psi


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 注塑 工艺 培训教材 指导
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《高压旁路系统检修作业指导书》0930.docx
《高压旁路系统检修作业指导书》0930.docx
-
《七律长征》语段阅读及答案2.docx
-
《中国武术史》第一学期教案 2.docx
-
4Photoshop给偏灰的情侣图片增加晨曦效果.docx
-
《复式条形统计图》教学设计6.docx
-
《帕金森病康复中国专家共识》要点.docx
-
《幼儿园教师观摩课发言稿5篇》.docx
-
3分钟述职报告工作范文.docx
-
7年级上册124《生态系统》课堂教学设计.docx
-
16年一建法规试题精选.docx
-
0419已阅十八届五中考试题目.docx
-
Buzpwhj大学英语四级词汇大全.docx
-
demo创建销售订单和mmsc 的bdc 和增加销售订单长文本.docx
-
IE080608统计学课程实验指导书印刷版.docx
-
LearnerBased Teaching in ELT Class以学生为主体的英语课堂教学.docx
-
pep人教版四年级英语上册单元教学设计.docx
-
T梁预制场施工作业安全.docx
-
XX春节座谈会主持词.docx
-
XX新年对联贺词.docx
-
安全管理工作评价管理办法.docx
-
八年级上Unit 8 How was your school trip单元教案.docx
-
爸爸生日的诗意祝福语.docx
-
版幼儿园保育员业务技能考试试题II卷 含答案.docx
-
北京海淀区中考二模语文试题附答案.docx
-
北师大版二年级语文上册绒毛小熊和我们的玩具和游戏教案.docx
-
备考感悟中考文言文阅读分课辑录八年级上册.docx
-
编程实习心得体会.docx
-
部编版道德与法治八年级上册31维护秩序教案教学设计.docx
-
《对社会主义道路的探索》参赛教案.docx
-
《聂绀弩刑事档案》节选.docx
-
《有效沟通技巧》赵永忠章节作业及期末考试.docx
-
3dmax心得体会.docx
-
复康巴士服务Word文档格式.docx
-
改革传统实践教学加强创新素质人才培养Word文档下载推荐.docx
-
甘肃省兰州市学年高一语文上学期期末考试试题Word文档格式.docx
-
感恩父母的广播稿150字文档格式.docx
-
化妆品销售终工作总结范本Word格式.docx
-
环境保护水土保持保证体系和措施Word格式.docx
-
钢结构施工组织设计修改文档格式.docx
-
岗位操作法Word格式文档下载.docx
-
会计中介行业专业化一种形成竞争优势的具体战略Word文档下载推荐.docx
-
混凝土小型空心砌块砌体工程文档格式.docx
-
高二地理选修第一册综合试题Word文档格式.docx
-
机械安全操作规程Word格式文档下载.docx
-
机械手各部件设计分析Word文档下载推荐.docx
-
信访工作调研报告Word文档格式.doc
-
信访新思路新方法Word格式.doc
-
信息工程学院《入党积极分子考察登记表》填写说明Word文档下载推荐.doc
-
基于Packet tracer校园网的组建讲解Word下载.docx
-
基于单片机的电子秤设计解读Word格式.docx
-
基于时间序列分析梧州市财政收入研究Word文档格式.docx
