 盘式制动器衬片工序卡.docx
盘式制动器衬片工序卡.docx
- 文档编号:17712110
- 上传时间:2023-08-03
- 格式:DOCX
- 页数:18
- 大小:21.27KB
盘式制动器衬片工序卡.docx
《盘式制动器衬片工序卡.docx》由会员分享,可在线阅读,更多相关《盘式制动器衬片工序卡.docx(18页珍藏版)》请在冰点文库上搜索。
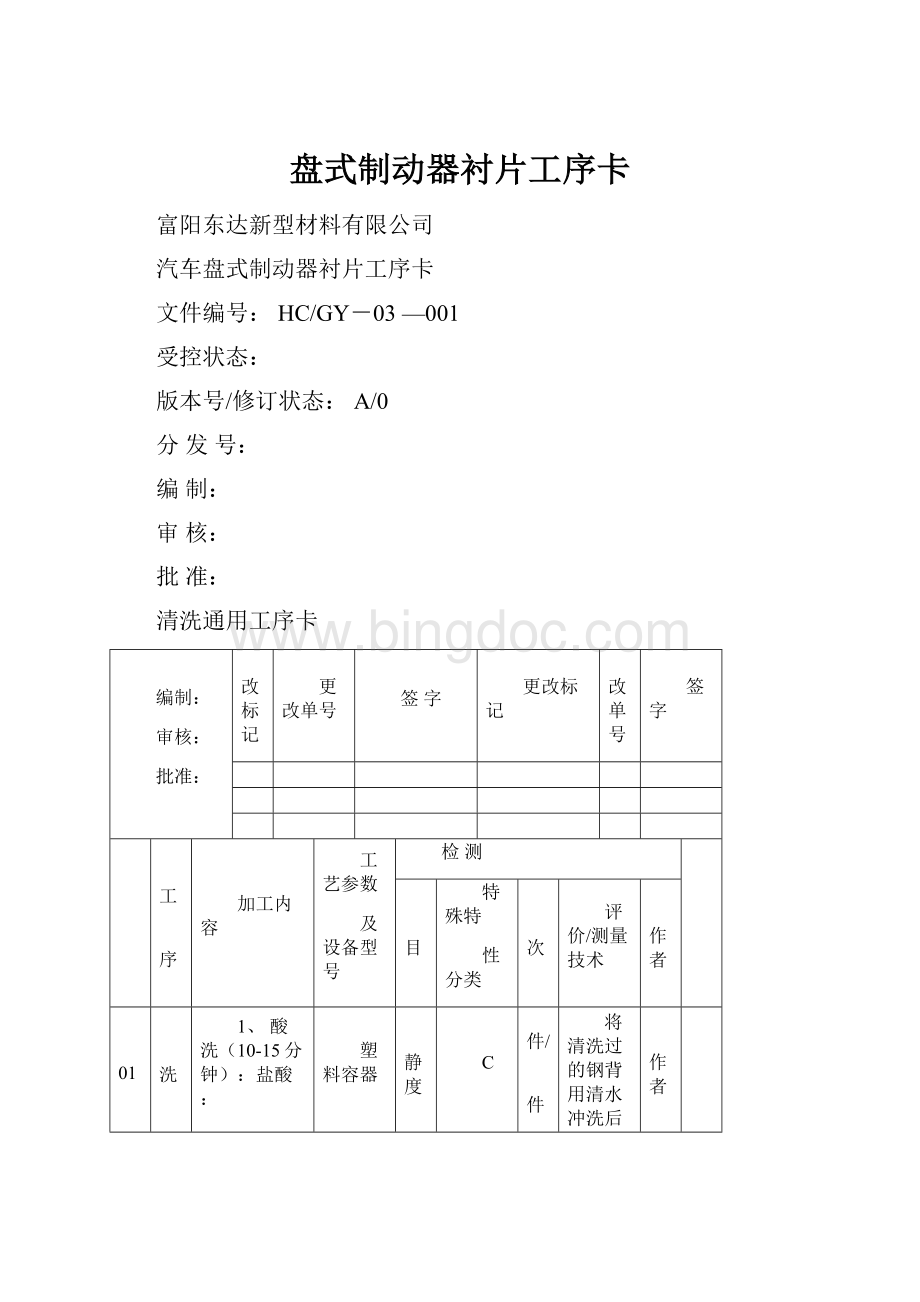
盘式制动器衬片工序卡
富阳东达新型材料有限公司
汽车盘式制动器衬片工序卡
文件编号:
HC/GY-03—001
受控状态:
版本号/修订状态:
A/0
分发号:
编制:
审核:
批准:
清洗通用工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
001
清洗
1、酸洗(10-15分钟):
盐酸:
水1∶1,在清洗槽中各加入100千克。
2、钢背必须之前经过抛丸处理。
3、酸洗完后再经过2分钟的水洗(PH>6)。
4、磷化(>20分钟):
磷化剂JF-30051∶10稀释;中和剂JF20013~4‰,加水100千克,其余按比例加入。
5、磷化后再经水洗3分钟。
塑料容器
清洗流水线
磅称
PH值
清水:
6—7
盐酸:
>6
磷化剂:
>6
洗静度
C
1件/
首件
将清洗过的钢背用清水冲洗后观察表面是否均匀、有无油污等。
操作者
5件/次
磷化液PH值
C
2次/8时
取一条试纸放入待测液中,半秒后取出与标准色对照并记录。
操作者
酸洗液PH值
C
2次/8时
取一条试纸放入待测液中,半秒后取出与标准色对照并记录。
操作者
温度
C
100%
使用温度计进行测温
操作者
转速
C
100%
人工调节
操作者
涂胶工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
002
涂胶
1、在清洗好的钢背上面涂好204胶。
2、在清洗好的蹄铁上面浸好BC-胶。
3、蹄铁粘接完后进行热处理。
涂胶2次
中间相隔30分钟
蹄铁热处理时间为1小时,温度80℃。
涂浸胶
C
1次/批
要求均匀、无污点出现不能重叠在一起。
操作者
时间
B
100%
记时器
操作者
温度
B
100%
热电偶
操作者
混料工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
003
混料
1、每次更换配方时,将混料罐内清理干净,再进行投料。
2、称好物料,先加入长纤维物料或蛭石等轻体物料并开动梨刀和绞刀,预混5分钟再加入其余物料,混合30分钟。
3、将混合的物料投入料桶内,每桶重量见附表,并标注批次号,操作者作好记录。
混料机
预混5分钟
混合30分钟
时间
B
100%
记时器
操作者
存储
C
1桶/批
第一批直观批控制
操作者
盘式冷压工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
004
盘式
冷压
1、调试电子称,进行称量。
2、在已称好的毛坯重量之上再加入10克左右的底料。
3、压制好的压力必须提前由生产技术管理者手中取到,不得随意自行更改。
4、压制前检查模具是否完好,定位是否准确。
5、提前将准备好的已过好胶的钢背准备在旁边,但不能沾染灰尘。
6、填好料,压制一次(2秒)即可。
T预成型液压机
压制时间2秒,
压制一次。
压力
A
100%
1、操作过程中是否出现我异常现象(裂纹、分层、粘模等)
质检员
称料
B
按品种定制填料量
缺料等
操作者
盘式热压工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
005
盘式
热压
1、压制前检查模具、定位。
2、压制温度150℃±5℃。
3、初始压制时间10秒。
4、压制次数5秒。
5、终了压制保压时间15分钟。
100T液压机。
初始压制时间10秒。
终了保压时间15分钟。
压力
A
100%
厚度是否均匀,无缺料疏松。
操作者
时间
A
100%
记时器
操作者
温度
A
100%
热电偶
操作者
盘式热处理工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
006
盘式
热处理
1、工艺流程:
升温→保温→降温。
2、认真检查烘箱,阅读工艺卡,检查各项工艺参数。
3、过程中,注意检查烘箱运行情况。
4、参数、程序设定必须由专项人员操作,每批记录。
5、必须是人不离机。
温度区间升温/保温时间
室温至120℃60min
120℃保温60min
120℃至140℃30min
140℃保温60min
140℃至150℃30min
150℃保温60min
150℃至160℃30min
160℃保温240min
160℃至室温180min
温度
A
100%
电脑热电偶
操作者
时间
A
100%
电脑记时器
操作者
盘式磨平面工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
007
盘式
磨平面
1、将盘式片磨到尺寸要求。
2、调好工件、砂轮距离。
3、需符合所发工艺卡的标准寸。
电磁圆盘磨床
误差要求在0.1mm工卡量具
粗磨
A
1次/批
工卡量具
操作者
精磨
A
1次/批
工具量具
操作者
盘式倒角工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
008
盘式
倒角
1、将盘式片倒角。
2、调好工件、砂轮距离。
3、需符合所发工艺卡的标准尺寸。
4、盘刹倒角位在产品中心。
5、倒角位置的要求技术。
开槽倒角机
盘刹倒角在产品的两端
倒角角度为45°
斜面尺寸按工序卡走。
倒角
A
1次/批片
倒角面无凹凸位和角度偏差等现象。
操作者
测量
C
1片/批
工卡量具
操作者
盘式开槽工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
009
盘式
开槽
1、将盘式片开槽。
2、调好工件、砂轮距离。
3、需符合所发工艺卡的标准尺寸。
4、盘刹开槽位在产品中心。
5、开槽深度,以钢背和衬片粘接面为准,测量高度以衬片为准。
开槽倒角机
开槽宽度
2.7~3mm。
开槽位与产品的平行线垂直90°角。
开槽深度以衬片为准(3mm)。
开槽
A
1次/批片
工卡量具
操作者
测量
C
1片/批
工卡量具
质检员
喷漆工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
010
喷漆
1、盘刹喷漆,首先要求将表面清理干净。
油漆过滤,装在喷枪内。
2、将产品整齐叠放在喷漆架上,先喷周边,干后再摆在筛网上喷背面。
水帘式喷漆站
环氧哑光漆
气压保持3MPa
喷漆
B
10片/批
钢背面油漆要求均匀,色泽一致,无杂质,无孔不入漏喷,无蜂子眼
操作者
衬片
B
100%
衬片表面无油漆痕迹。
烘干时不准有掉、划伤。
未干时不准用手拿或其他物品碰撞。
操作者
附件安装工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
011
附件
安装
1、盘刹产品铆附件。
2、盘式衬片钻孔,位置和浓度按照图纸要求操作。
装警报线,必须牢靠。
3、粘减震层。
铆接机附件(弹簧卡、减震层等)小型钻台
铆附件
C
1次/片/批
松紧、大小要一致,附件摆放按照图纸摆放。
操作者
装报警线
C
1次/片/批
直径大小需按要求进行。
装报警线必须牢固,正确安装。
钻孔深度和直径不合格不能强行安装。
操作者
印标工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
012
印标
1、在盘刹背面印刷商标。
2、混好油墨(+稀释剂+流畅剂+慢干剂)。
3、首先调试(看是否清晰、位置、移印口的距离等)。
4、所印商标等要求清晰,必须按照工艺卡操作。
移印机油墨∶稀释剂∶流畅剂∶慢干剂=5∶3∶1∶1气压(4MPa)
印标
B
1次/片/批
字迹、商标是清晰,位置是否符合要求。
钢背面是否清洁。
操作者
油墨
C
100%
擦看钢背面的图样、印字是否美观、清晰。
操作者
检验工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
013
检验
1、摩擦系数等是否符合GB5763-1998国家标准。
2、产品厚度及公差是否符合产品图纸和工艺。
3、检查附件安装是否正确,有无松动。
4、衬片有无损坏、龟裂和明显气泡、暗泡,衬片面有无油漆等。
GB5763-1998
国家标准
定速式摩擦试验机
剪切强度试验机。
游标卡尺等
试验机
检测
A
配方检测成品抽检
摩擦系数和磨损率符合国家标准要求成品抽检率达到100%
实验员
成品尺寸
A
100%
符合产品图纸和工艺安装要求
工量器具类
质检员
表面检查
A
100%
成品完整、美观,能够达到出厂要求
质检员
产品包装工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
014
产品
包装
1、将检测完毕的合格产品装入产品盒内。
2、按要求装盒,并做好配套,以免混乱。
3、小包装盒外侧要打好指定摩擦系数,生产许可证号,商标等,盒内要放合格证。
4、入大包装时要在箱侧附上产品规格、型号、数量,并打带。
5、入库前要专业质检员签字或盖章认可后才能入库。
每四只为一套,有的要做好配套(A/B样)一套产品不准有3只以上的合格证。
装盒
B
四只/盒/套
按照指定的包装盒进行包装。
并做好配套。
操作者
外装订
B
100%
贴放要求规格、美观、不能漏贴、多贴等。
操作者
质检
B
一次/盒/套
专业质检,把住最后关口,不能大意。
质检员
产品入库工序卡
编制:
审核:
批准:
更改标记
更改单号
签字
更改标记
更改单号
签字
工
序
号
加工
工序
加工内容
工艺参数
及设备型号
检测
备
注
项目
特殊特
性分类
频次
评价/测量技术
操作者
015
产品
入库
1、必须要有质检员通知仓管员,说明入库产品。
2、作好登记,挂牌标识,数量准确。
3、不同产品分开堆放。
仓管要做好配套登记。
产品型号登记等。
质检通知
B
100%
将合格产品通知仓管,说明产品型号。
质检员
登记
B
100%
认真、详细进行登记,作好标识。
操作者
储存
B
一次/盒/套
按照不同产品、批次进行堆放。
操作者


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 制动器 工序
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《高压旁路系统检修作业指导书》0930.docx
《高压旁路系统检修作业指导书》0930.docx
-
《七律长征》语段阅读及答案2.docx
-
《中国武术史》第一学期教案 2.docx
-
4Photoshop给偏灰的情侣图片增加晨曦效果.docx
-
《复式条形统计图》教学设计6.docx
-
《帕金森病康复中国专家共识》要点.docx
-
《幼儿园教师观摩课发言稿5篇》.docx
-
3分钟述职报告工作范文.docx
-
7年级上册124《生态系统》课堂教学设计.docx
-
16年一建法规试题精选.docx
-
0419已阅十八届五中考试题目.docx
-
Buzpwhj大学英语四级词汇大全.docx
-
demo创建销售订单和mmsc 的bdc 和增加销售订单长文本.docx
-
IE080608统计学课程实验指导书印刷版.docx
-
LearnerBased Teaching in ELT Class以学生为主体的英语课堂教学.docx
-
pep人教版四年级英语上册单元教学设计.docx
-
T梁预制场施工作业安全.docx
-
XX春节座谈会主持词.docx
-
XX新年对联贺词.docx
-
安全管理工作评价管理办法.docx
-
八年级上Unit 8 How was your school trip单元教案.docx
-
爸爸生日的诗意祝福语.docx
-
版幼儿园保育员业务技能考试试题II卷 含答案.docx
-
北京海淀区中考二模语文试题附答案.docx
-
北师大版二年级语文上册绒毛小熊和我们的玩具和游戏教案.docx
-
备考感悟中考文言文阅读分课辑录八年级上册.docx
-
编程实习心得体会.docx
-
部编版道德与法治八年级上册31维护秩序教案教学设计.docx
-
《对社会主义道路的探索》参赛教案.docx
-
《聂绀弩刑事档案》节选.docx
-
《有效沟通技巧》赵永忠章节作业及期末考试.docx
-
3dmax心得体会.docx
-
汽车配件制造项目可行性研究报告.docx
-
校舍加固工程可行性研究报告.docx
-
脚手架监理旁站方案细则.docx
-
XX地区良种泥鳅繁育养殖基地建设项目可行性研究方案.docx
-
安全监测工程施工设计方案.docx
-
热电站施工设计.docx
-
人事面试题150问题.docx
-
首山煤矿井下其它灾害防治安全设计.docx
-
在信息爆炸的时代如何高效学习.docx
-
太阳能铝边检验框技术规范.docx
-
川大《电力系统继电保护11352》15秋在线作业1满分答案.docx
-
学年泰山版四年级品德与社会下册全册教案.docx
-
万山红市场分析报告.docx
-
屠宰废水治理工程可行性研究报告.docx
-
届高三第四次模拟考试英语试题及答案.docx
-
校园通APP软件设计与实现可行性报告.docx
-
装修家装完全手册设计篇.docx
-
服装促销活动方案5篇.docx
-
员工宿舍管理规定包含附件表格.docx
