 JX水泥厂窑系统.docx
JX水泥厂窑系统.docx
- 文档编号:16918604
- 上传时间:2023-07-19
- 格式:DOCX
- 页数:13
- 大小:27.05KB
JX水泥厂窑系统.docx
《JX水泥厂窑系统.docx》由会员分享,可在线阅读,更多相关《JX水泥厂窑系统.docx(13页珍藏版)》请在冰点文库上搜索。
JX水泥厂窑系统
广西JX水泥公司烧成系统调试过程存在的问题及处理
丁长军1陈猛1尹日新1葛健1
淮北矿业相山水泥有限责任公司(安徽淮北235000)
摘要:
本文介绍了广西JX水泥公司2500t/d新型干法窑系统的主机设备及这些设备在试生产前后存在的主要问题,阐明了对这些问题的处理方法。
广西JX水泥公司投资建设的2500t/d熟料生产线于2009年开工,2013年3月旋窑点火生产。
由于某些原因,该厂在调试期间一直没有达产达标,遂邀请笔者等一行4人前往进行技术指导,通过各方的努力,使该生产线基本达标达产。
现将该厂的基本情况介绍如下,并对在试生产前后存在的主要问题及处理方法等方面作一总结。
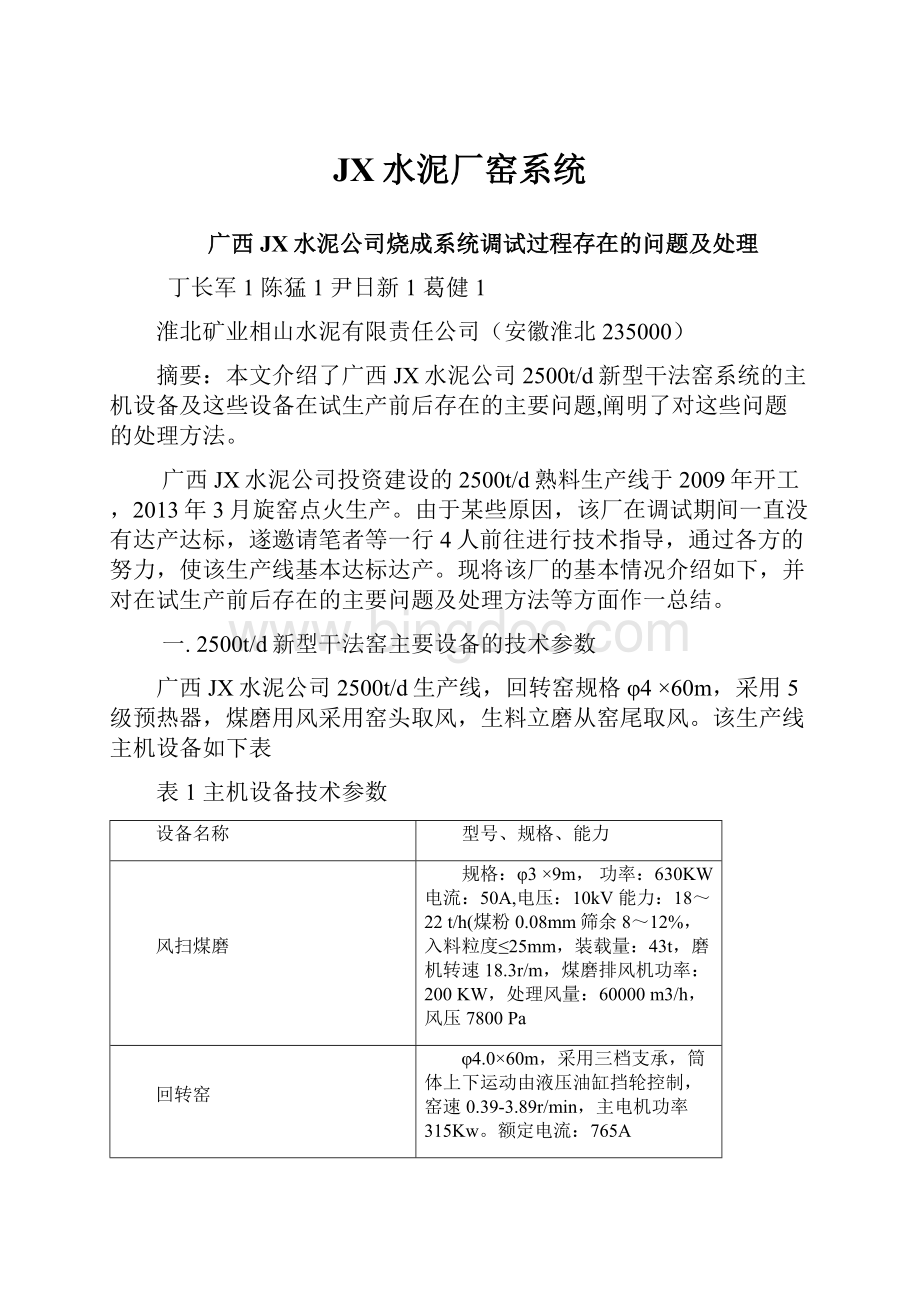
一.2500t/d新型干法窑主要设备的技术参数
广西JX水泥公司2500t/d生产线,回转窑规格φ4×60m,采用5级预热器,煤磨用风采用窑头取风,生料立磨从窑尾取风。
该生产线主机设备如下表
表1主机设备技术参数
设备名称
型号、规格、能力
风扫煤磨
规格:
φ3×9m,功率:
630KW电流:
50A,电压:
10kV能力:
18~22t/h(煤粉0.08mm筛余8~12%,入料粒度≤25mm,装载量:
43t,磨机转速18.3r/m,煤磨排风机功率:
200KW,处理风量:
60000m3/h,风压7800Pa
回转窑
φ4.0×60m,采用三档支承,筒体上下运动由液压油缸挡轮控制,窑速0.39-3.89r/min,主电机功率315Kw。
额定电流:
765A
预分解设备
预分解设备:
组合型分解炉带单系列五级悬浮预热器,分解炉φ5.4×31m;一级旋风筒2-φ4.6m;二级和三级旋风筒φ6.5m;四和五级旋风筒φ6.8m;系统设计阻力≤5500Pa。
生料立磨
型号:
LM38.4主电机功率:
2500KW电流:
169A,电压:
10kV磨盘直径:
3800mm
喂料量:
220t/h,;立磨排风机功率:
2000KW,处理风量500000m3/h风压10000Pa
表2原煤工业分析
水分(%)
挥发分(%)
灰分
(%)
实测发热量(kJ/kg)
固定碳(%)
3.0
.26
25.5
22990
46.6
二,该厂工艺设备设置的总体特点
1系统设备配置与其他同类型生产线相比偏大,表现在以下方面
表3风机参数对比
项目
广西JX水泥公司2500t/d线
某水泥公司2500t/d线
名称
功率(Kw)
风量(m3/h)
风压(Pa)
功率(Kw)
风量(m3/h)
风压(Pa)
高温风机
1800
550000
8400
1400
460000
7500
窑尾废气排风机
710
520000
3500
400
480000
1800
窑头排风机
400
330000
2800
250
400000
1450
表4篦冷机参数对比
项目
JX水泥公司
某水泥公司
型号
LBTF3200
TC-1164
产量(t/d)
2500~3200
2500~2800
段数
二段
二段
篦床面积(m2
80.19
61.2
冲程(mm)
130
110
次数(次/min)
4.8~23.8
10~11
入料温度(℃)
1371
1371
出料温度(℃)
65+环境温度
65+环境温度
配用风机总功率(Kw)
1160
537
配用风机总风量(m3/h)
298068
265500
一段传动电机功率(Kw)
45
37
二段传动电机功率(Kw)
45
37
2.回转窑斜度4.5%,为国内外少见,
表5窑的斜度对应的填充率
窑的斜度(%)
2.5
3.0
3.5
4.0
4.5
窑的平均填充率(%)
13
12
11
10
9
虽然说较大的斜度,窑内填充率小,在同样的窑速下,传动功率要小,有一定的节能功能,同时填充率小,物料相对与热气流接触的面积较大。
而且物料的流动加快,物料从高处到低处的流动距离增加,这都有利于传热过程,物料流动速率增大,物料在到达烧成带所需要的时间就相应缩短,为物料的急烧急冷创造条件,当窑内出现大球或者大块窑皮时,可以加快出窑的速度,有利于减少它们对窑衬及正常窑皮的翻砸。
但也要处理好因为斜率大,物料填充率低对物料生成孰料矿物晶格和晶体生长所需要的高温条件和物料在窑内的停留时间的矛盾关系的影响,因为在一定烧成条件下,需要一定的停留时间,斜率大就必然使物料在窑内的停留时间缩短,就为达到烧成目的,就意味着窑速不能过高,进而影响窑内传热的速率和效率,物料的受热均匀性也受到影响,有可能会使产量下降,而事于愿为。
这种情况原南京院的梁镒华在《新型干法回转窑的设计与增产节能》一文中有一定的论述,其在现代生产条件下根据已有的统计资料,指出一般要求物料在窑内停留时间应满足19min的最低要求,并给出了不同参数类型的窑计算物料在窑内时间及窑内填充率的简易方法,其中广西JX水泥公司参数类型的窑计算如下:
表6JX公司窑计算参数
生产能力
(t/d)
窑速
(r/min)
物料停留时间(min)
物料负荷率
(%)
窑内物料量
(t)
单位容积产量/(t·m-3·D-1)
2500
3.0
22.6
6.3
41.7
4.1
2800
3.4
19.9
6.2
41.1
4.59
3000
3.6
18.8
6.3
41.7
4.92
其中物料在窑内停留时间t=67.65/n,物料在窑内的填充率θ=0.180·G/n,从上述计算结果可以看出,其理论所能达到的最高产量为3000t/d,所能要求的最高窑速为3.6,超过这个窑速必然要使物料在窑内的停留时间少于统计所需要的最低时间19min,而使烧成效果达不到要求,这也意味着广西JX水泥公司4.5%斜度的窑,在高产量时不能超过3.6r/min要求。
但也有资料介绍物料在热工制度稳定,料层在窑内受热均匀,物料在烧成带所需的停留时间较短,一般需要10~25min即可,实际上如果适当的延长高温带也相应的延长了物料在窑内的停留时间,在此基础上也可适当提高窑速,为物料均匀受热和提产创造了条件,这也意味着4.5%斜度的窑实际能够达到的转速可能更高。
但不论何种情况存在,4.5%的斜率在实际操作管理中认真对待。
实际上有资料显示斜度大窑抵御温度变化的能力低,容易导致窜料,因而要求烧成制度更加稳定;斜度大的窑,窑衬向下的分力大,挡砖圈的承受力大,因而要求挡砖圈的质量牢固,又要求砖的砌筑质量要高,能形成砖的自身拱力。
可以说4.5%斜度的窑,决不是对单单窑速的影响这么简单,可能对窑的产量、能耗以及安全运转有着更直接的影响。
三、调试前期存在的现状及问题
1.窑系统因系统工艺设备原因,如准备不足,检查不到位,停机次数较多,故障停机时间较长,调试过程不顺畅。
主要有以下几个方面:
1.1生料磨清洗列片式冷却器密封损坏,造成油箱进水,同时冷却水进油内流入循环水池,影响设备的安全使用,造成生料磨停机处理,因无生料造成停窑。
1.2某日生料磨停磨调整系统阀门,旁路全开,入磨热风阀门全关时,窑系统出现正压现象,窑被迫止料,检查发现旁路阀门连杆销子脱落,虽然中控显示全开,但实际没开,造成系统停机。
1.3投料后,高温风机慢转电机未完全脱开,停窑处理,造成停机。
1.4原、燃材料没有均化系统,生料及煤的成分难以稳定。
生料系统采用四组份配料,其中粘土水份较大,经常堵料,造成生料库位较低,生料成分波动较大,
1.5生料系统石灰石皮带称减速机坏,造成停机较长,生料库位较低,窑系统止料
2.窑投料量偏低,产量徘徊在150t/h,一直上不去,系统表现在C1出口温度偏高370℃左右,窑况波动较大,系统状况表现不良,二次风温偏低800℃左右,窑头火焰黑火头偏长,由于窑内烧成状况较差,窑电流偏低在300A左右,窑转速一直比较低,结粒时大时小,窑温低时窑前飞砂较大,窑温高时,出窑熟料结粒较大,系统煅烧极不稳定,影响了产量的进一步提高,实际喂料量只有130t/h~150t/h,远远达不到设计指标要求。
3.篦冷机篦缝经常堵,前端固定篦板的两台风机出口压力分别为6.5KPa、3.8KPa,篦板左右两侧风压偏差较大,篦冷机前端易堆雪人,特别是掉窑皮时更容易堆雪人,严重时篦床也压住。
篦冷机不能厚料层操作,提高篦冷机料层厚度,篦冷机一、二段电机电流就会超流报警,有可能是因为一、二段的传动电机设计偏小(45KW),可以更换两台较大的电机来稳定料层厚度。
4.分解炉易塌料,塌料时,分解炉出口负压波动大,出口温度波动也大,分解炉出口负压在—400Pa左右,一级出口负压也较低在-3800Pa左右。
很难将物料托起,易塌料。
四,原因分析及应该采取的措施,
1对设备故障,针对原因进行处理,恢复,并加强对系统设备的检查,维护,做好易损部件的备品管理。
一方面提高设备故障的处置效率;另一方面避免设备出现管理不到的造成的非正常停机,减少停机时间提高设备的运转率
2针对窑产量低,对操作和设备进行了分析,发现主要存在以下因素,并依据实际情况采取对应的措施:
2.1一次风机风压偏低,在28KPa左右,风煤混合差,不容易燃烧,再加入窑二次风温较低,煤粉燃烧慢,黑火头偏长,火焰不集中,不仅容易出现后结圈,而且由于窑前温度低,影响熟料的煅烧,对此我们一方面适当控制篦冷机篦速,提高料层厚度,适当降低蓖冷机用风量,进一步提高入窑二次风温,另一方面提高一次风机转速,将一次风压控制30KPa以上,并适当增加旋流风阀门开度,以提高窑内煤粉的燃烧速度,缩短火焰长度,火焰高温部分集中,火焰燃烧活波有力,煤粉燃烧充分,保证窑内合理的温度分布,满足窑内煅烧的要求。
2.2操作员在调整时较频繁,特别是加减头煤频繁,加减量比较大,头煤波动在4.0~6.0t/h,造成窑内热工波动较大,结料不均匀,窑内温度及二次风温很难稳定,窑速较低,平均窑速在3.0左右影响了产量的进一步提高,
对此我们询问了他们这种操作习惯依据是从那来的,操作人员就讲了,窑前发亮就减煤,变暗就加煤。
窑速慢是因为窑速提的快容易窜料,不敢提窑速。
这种操作习惯一方面是预分解窑的特点没有抓住,对物料物料化学反应的热能变化不够清晰,另一方面也受窑的斜率比较大有关,我们知道预分解窑将熟料煅烧过程分成三段在不同的热工设备中进行,物料的预热、分解、烧成都有自己的专职设备,其要求一定的温度热工流场,对温度场的分布特别敏感,而温度场的分布与燃料燃烧放热及物料物料化学反应热能变化有关,在实际操作中热能的提供是有窑,炉两部分燃料燃烧提供,操作上有大窑一根枪,头尾两把火的说法。
它们为温度场的变化提供热力支持,而热能损耗部分受物料物料化学变化的特征影响以及其他热损失的影响。
在窑内物料因入窑物料表观分解率为90%~95%,分解吸热反应所需的热量很少,有关资料表明仅约200~100kJ/kg,物料升温吸热量约为450~500kJ/kg。
而熟料矿物形成固相反应是以放热反应为主的,假设熟料矿物组成为w(C2S)=20%,w(C3S)=60%,w(C3A)=8%,w(C4AF)=10%,按此计算,熟料矿物形成过程中的放热量约为655kJ/kg。
因此,窑内熟料形成热基本是一个负值,因而窑内燃料放热只要维持熟料矿物生成的晶格形成和晶体生长所需的高温条件就行了。
也就是说与受物料变化影响的程度比分解炉的影响要小。
因而相对来说窑头用煤要比分解炉用煤稳定的多。
在其它工艺条件变化不大的情况下可以说窑头用煤是几乎不需要调整,最明显的例子比如预热器的小幅度塌料,窑内窑皮的少量掉落,基本上是不需要调整头煤的,只有碰到大幅度塌料和大量掉窑皮时系统热工制度遭到大幅破坏时才需要调整头煤,然而这时候单单调整头煤已不能足以调整系统状况,必须结合其他操作手段才能扭转系统不良状况。
所以说那种看到窑内颜色的变化来调整头煤量的做法其实是认为破坏窑的热工条件,必然引起窑内烧成状况的波动,不是一会窑温烧高了,容易堆雪人,就是一会窑温烧低了,操作条件变差,易跑生,使实际出窑孰料质量波动较大,热耗增加,窑产能也很难提上去。
就如操作员自己说的提高窑速容易跑生,除了因为窑的斜度大有关,主要与操作员这种调节头煤用量的做法有很大关系。
谢克平老师在水泥新型干法中控室操作手册上就对几种调节窑头用煤的不当操作作了说明,类似的情况应引以为戒。
对预分解窑来说,由于其特有的工艺特征,如吸热过程大的部分外移到分解炉预热器,窑的窑皮相比较较长,以及窑衬及筒体的蓄热作用。
一般情况下窑内热工制度还是比较稳定的。
因而在窑内热工合理的情况下,窑头用煤合理,如上所说基本上是不需要调整窑头用煤量的,就是所谓的工艺条件波动,比如入窑生料易烧性的变化,分解率的小幅波动,喂料量调整,窑头用煤也不需要做大幅的调整,基本上0.2t/h左右的用煤调整即可,我们的经验是0.5t/h已是窑内热工大幅度波动才不得而为之的操作。
当然遇到开停窑的情况有另当别论。
实际上窑头用煤合不合理,决不是某一个参数变化就一定能判断出来的,它是窑内热工的综合表现。
比如窑头窑尾的温度分布、孰料的颜色、粒度、孰料在窑带起的高度、火焰的颜色、气氛、NOX的含量、窑电流、窑皮的完整性、窑皮的厚薄等等因素,一般调整窑头用煤的主要根据是入窑生料的分解率、孰料立升重和f-CaO以及窑头尾温度的变化,除了入窑分解率可以直接调整窑头用煤外,其它都需要权衡系统内热工状态,来确认是否需要需要调整窑头用煤量。
基于以上认识,结合操作现状我们提出了适当增加窑头用煤,稳定窑头用煤量,保证烧成温度温度,将窑电流控制在400A~500A,结合分解炉分解率高达97%,应适当调整分解炉出口温度(视分解率而定),将分解率控制在93%左右,确保煅烧稳定,提高窑的快转率,为进一步提产打好基础。
对于新手操作员来说由于系统状况不大容易把握,可根据产量与用煤关系大概确定用煤量,然后根据系统状况进行微调。
因为对于预分解窑来说,不同的窑型煤耗基本就在一定数值范围变动,不同厂家控制水平不同,稳定情况下变动差别也不是多大,比如1000t/d的窑,其用煤总量标准煤耗煤在125kg/t-cl左右,2500t/d的窑型能达到115kg/t-cl附近,而3500t/d及以上窑型可在105kg/t-cl上下,而头尾煤比例,只是取决于分解炉类型、工艺状况、L/D比值、窑的转速以及燃料特性不同各个水泥企业的窑/炉燃料比率略有差别,其比例一般在4:
6左右,有资料介绍按头尾煤比例4:
6,热耗在800kcal/Kg-cl,料耗为1.55Kg生料/Kg-cl,炉的过剩空气系数为1.15,出预热其飞灰为0.1Kg/Kg-cl,计算,入炉三次风温度能够提高在850℃以上,窑尾废气温度在1000℃~1150℃,喂料量与炉煤的比例可在22~23,相应的喂料量与窑头喂煤比例在33~34,当前有的厂家能够达到700kcal/Kg-cl的热耗相应的这个比例更大,但也可根据相应关系估计大概量。
操作上说的“风跟料走,料跟煤走”也就是这个意思,即风、煤、料的平衡。
因为生料喂料量在一定程度上可以指导窑头用煤量,从而避免盲目的加减头煤量。
生产厂家可以结合自己的系统状况进行微调,当然上述调整要保证计量设备准确的情况下进行,否则只有结合系统热工状况进行调整。
但无论何种种情况,在窑衬热负荷允许的情况下,窑筒体温度分布合理,可以适当提高窑内热负荷,以提高窑的适用能力,有助于热工制度的稳定,有助于高产高质。
2.3生料采用四组份配料,其中粘土分为高,低硅粘土,粘土水份较大,经常堵料,处理困难较大,造成磨机空转时间较长,磨制出来的生料远远少于窑用生料要求,生料成分波动较大,也使得窑实际总是等料煅烧,再者由于生料库位较底,均化库底下料不稳,中心仓料位控制不稳定,造成喂料量波动较大,波动在20T左右,尾煤称跟踪较慢,导致分解炉温度波动较大,系统难以稳定,也客观上导致窑投料量偏低的一个原因。
对此我们一方面建议厂方新建一堆棚,储存一定量的粘土,进行自然干燥,减少入磨粘土水份,另一方面根据设备特点,建议对密封阀进行技改,改为单重锤阀,减少堵塞的几率,及堵塞处理的难度。
保证生料粉磨工序的顺利进行,满足窑用生料的要求。
再次在操作上也提醒操作员总结来料变化与尾煤用煤变化的规律,提高操作跟踪的及时性,避免尾温的大幅度波动。
3篦冷机问题分析,在停窑时我们对篦冷机进行了检查,发现前端5排固定篦床篦缝堵的确实较为厉害;同时目测了固定篦板的安装倾斜角度,发现其安装角度较大;在对篦冷机设备排查中我们也发现一段固定篦板冷两台冷却风机出口各引一个风管吹向固定梁,其技改的原因在与为改造之前两台风机电流较高。
结合窑内煅烧状况,我们认为对于篦冷机篦缝堵塞,及篦板左右两侧风压偏差较大根本原因在于有细颗粒,出口风压低。
技改之后通过前端5排固定篦板的通风量减少,风压降低,在工作时两台风机风压最高的一台也只有6.8KPa,从而给小颗粒堵塞创造了条件,另一方面,由于篦冷机设计偏大,固定篦板安装角度偏大,篦床较宽,在产量低时出窑熟料难以均匀分布在篦板上,造成篦板用风短路,特别是熟料结料不均匀时,大小颗粒的分散,较细的颗粒有于其通风阻力较大,通过其下篦缝的风量大幅降低,其通风产生的压力无法将颗粒物料从篦缝中吹走,从而造成了篦缝堵塞。
物料分布的不均为,堵塞部位堵塞量的多少,也造成了固定篦板冷却风机出口篦下风压的不一至。
对此现象除了在停窑时进行篦缝清理外,我们也建议一面要调整生产参数,尽量将窑产量提上来,以克服物料难以均匀分布的影响;另一方面要对固定篦板风机重新进行改造,拆除吹响固定梁的两分支管道,我们认为风机电流高是因为窑产量低,篦上料层薄,再者因为物料分布不均,造成风机实际处理风量过大,为避免电流过高,可以适当降低频率,根据产量调整,避免引风管放风的粗放管理方式,这样即可以省电,又保证熟料冷急冷,还不易堆雪人,保证用风合理。
对于篦冷机堆雪人,我们认为除了因篦缝堵塞,固定篦板设计安装不合理,料层分布不均匀造成通风短路,局部风压不足以及一段固定篦板冷却风机出口各引一个风管吹固定梁,造成分压不足,风量不足,造成冷不下来,吹不走,料层薄窑皮落下很难走动外,还与操作上不当操作有不可分割的原因,如窑头喷用煤量大时,出窑熟料温度高呈软化黏结状态,在窑头用煤量少时飞砂现象严重,物料结粒细小,篦冷机篦下气体压力升高,造成通风量减少,以及窑况转换时形成的粘散料,这些都容易造成篦冷机堆雪人,特别是这种操作上导致的热工制度不稳定,窑皮频繁脱落,掉窑皮时盲板阻力增大,风容易短路,窑皮很难走动,造成堆雪人。
对于以上情况除了要合理篦下布风,满足风量风压要求,还要如上文所述,稳定窑头用煤,操作上勤观察,多思考,提高预见性,如本文提到的生料入窑变化量,对分解炉温度的影响,会影响到出窑熟料的温度及结粒大小,进而影响篦冷机的工况,要适时小调整,避免大波动,稳定窑的热工制度,保证窑的安全运转。
4对分解炉易塌料问题分析,
4.1该分解炉从四级来料分两路进入分解炉,一路(35%)进入分解炉下部旋流室,另一路从分解炉的上缩口上部进入,煤粉也分两路入炉,一路从三次风进入旋流室的接口部分喂入(在下料点的前面),另一路从炉的对面喂入,其比例各占50%。
三次风切向进入分解旋流室。
在实际生产中由于投料量偏低,窑尾拉风不是太大,分解炉出口负压在--400Pa左右,一级出口负压也较低在—3800Pa左右。
经分析认为:
一方面投料量低气料相对较大,低投料量的拉风风量在系统管道通风断面所能达到的风速相比较低,由于风速较弱很难将物料托起,易塌料。
对此我们采取一定的措施,尽快将产量提上来,以保证系统的通风要求。
4.2检查预热器各撒料箱,各级撒料箱基本正常,分解炉下部撒料箱偏小,且离旋流室顶部较近,物料分散效果不好,容易造成分解炉塌料,且换热效率偏低。
因而我们建议在可能的情况下对分解炉撒料箱进行调整更换,以提高物料分散的能力。
减少系统塌料。
5.窑内窑衬问题分析,因投料时窑内温度较低,烟室温度只有800℃,分解炉出口也只有700℃左右,物料预烧差,导致挂的窑皮疏松,不牢固,容易脱落。
为保8.5m处耐火砖,故将旋流风端面调至与煤管端部平齐。
并根据烧成情况和火焰形状,重新定位喷煤管,根据煤粉燃烧的状况,合理调整喷煤管轴流风和旋流风阀门开度,调整好喷煤管的内外风量和风压。
保证形成良好的火焰形状,避免火焰扫窑皮,并确窑前形成稳定的热工流场,满足窑内煅烧的要求。
也就是说即不能形成低温长焰火焰,导致窑内烧成温度不足,也不能使火焰过短甚至火焰变形,而冲刷窑皮;不能使煤管过低造成火焰卷入料中,影响孰料煅烧质量,也不能使煤管过高,而造成窑皮损伤,窑皮变薄。
总之是要兼顾窑内孰料煅烧和窑皮情况进行喷煤管的调整。
6.窑内蘋繁结圈分析,
6.1窑头燃烧器一次风速偏低,一次风压只有28KPa,与同类型相比风压偏低,导致喷煤嘴出口风速偏低,火力强度不足,风煤混合不好。
火焰黑火头较长,煤粉燃烧慢,在加上煤管定位在窑内太多,导致火焰在窑内拉长,物料预烧性较好,比较容易提前出现液相,再者煤粉燃烧效果差,窑内容易出现还原气氛和煤灰不均匀沉降而长厚窑皮。
6.2粘土配料时,因粘土湿而影响正常下料。
导致入磨物料配比和实际设定值不一致,造成堵塞前后出磨生料波动较大,入窑生料易烧性发生变化,以及分解炉频繁塌料的出现,导致液相不均匀及出现的位置变动较大,也在一定程度上导致了导致结圈现象的存在。
6.3热制度不稳定,如上文所述,窑头用煤波动大,烧成温度忽高忽低,热工制度不稳定,也容易导致窑结圈。
根据以上分析的结圈原因我们采取了提高一次风机压力,减少堵料现象,以及稳定窑的热工制度等方面进行着手,对影响结圈的因素进行了逐项调整。
五效果
表7调整前后系统产量及系统参数对比
项目
调整前
调整后
投料量(t/h)
130
180
窑头用煤量(t/h)
4~6
5.1
窑尾用煤(t/h)
7.0
9.3
窑头一次风机
电流(A)
127
135
风压(Pa)
28
30
放风(%)
15
15
一级出口温度℃
A列
392
340
B列
393
339
一级出口负压(Pa)
A列
-3200
4100
B列
-3100
4090
分解炉出口温度(℃)
860
870
分解炉出中温度(℃)
870
860
分解炉出口负压(Pa)
-400
600
烟室温度(℃)
1020
1010
烟室负压(Pa)
-70
120
窑主电机电流(A)
300
450
窑速(r/min)
2.8
3.7
二次风温(℃)
830
1070
窑头负压(Pa)
-50~-100
-35
一段
篦速(HZ)
15
20
电流(A)
15~50
16~48
二段
篦速(HZ)
25
20~58
电流(A)
15~50
五、结束语
本次调试通过与厂方进行沟通、协商,统一了操作思想认识:
首先稳定窑的热工制度,加强窑前煅烧,在窑的斜率较大,生料供应不畅的情况下取得了较好的效果,可以说与大家的努力是分不开的,同时也在与对窑系统煅烧操作有一个明确的操作指导思想有关;其次,在调试中也发现即使生料易烧性比较好的情况下,该窑由于斜度较大,对系统操作也带来了一定的不利影响,系统提产较为困难,需要继续摸索,通过调整优化系统参数能够获得更为理想的状况。
此外,虽然系统整体设备选型设计比较大,为系统提产留有一定空间,但也存在窑尾排风机选型相


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- JX 水泥厂 系统
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《高压旁路系统检修作业指导书》0930.docx
《高压旁路系统检修作业指导书》0930.docx
-
《七律长征》语段阅读及答案2.docx
-
《中国武术史》第一学期教案 2.docx
-
4Photoshop给偏灰的情侣图片增加晨曦效果.docx
-
《复式条形统计图》教学设计6.docx
-
《帕金森病康复中国专家共识》要点.docx
-
《幼儿园教师观摩课发言稿5篇》.docx
-
3分钟述职报告工作范文.docx
-
7年级上册124《生态系统》课堂教学设计.docx
-
16年一建法规试题精选.docx
-
0419已阅十八届五中考试题目.docx
-
Buzpwhj大学英语四级词汇大全.docx
-
demo创建销售订单和mmsc 的bdc 和增加销售订单长文本.docx
-
IE080608统计学课程实验指导书印刷版.docx
-
LearnerBased Teaching in ELT Class以学生为主体的英语课堂教学.docx
-
pep人教版四年级英语上册单元教学设计.docx
-
T梁预制场施工作业安全.docx
-
XX春节座谈会主持词.docx
-
XX新年对联贺词.docx
-
安全管理工作评价管理办法.docx
-
八年级上Unit 8 How was your school trip单元教案.docx
-
爸爸生日的诗意祝福语.docx
-
版幼儿园保育员业务技能考试试题II卷 含答案.docx
-
北京海淀区中考二模语文试题附答案.docx
-
北师大版二年级语文上册绒毛小熊和我们的玩具和游戏教案.docx
-
备考感悟中考文言文阅读分课辑录八年级上册.docx
-
编程实习心得体会.docx
-
部编版道德与法治八年级上册31维护秩序教案教学设计.docx
-
《对社会主义道路的探索》参赛教案.docx
-
《聂绀弩刑事档案》节选.docx
-
《有效沟通技巧》赵永忠章节作业及期末考试.docx
-
3dmax心得体会.docx
-
电大西方经济学(本科)1单选题精华1.doc
-
贵州毕节市旅游集团织金洞公司面向社会招聘试题及答案.docx
-
内蒙古汇能煤电集团有限公司招聘考试真题及解析网络整理版.docx
-
贵州民生中盛环保科技有限公司招聘试题及答案.docx
-
北京易华录招聘考试真题及解析网络整理版.docx
-
拍卖策划方案0.docx
-
山东日照市水务集团有限公司招聘试题及答案网络整理版.docx
-
云南弥勒深燃巨鹏天然气有限公司招聘试题及答案网络整理版.docx
-
吉林省吉旅酒店集团有限责任公司招聘考试真题及解析网络整理版.docx
-
浙江嘉兴海宁市国土空间规划设计有限公司招聘试题及答案.docx
-
云南省陆良县供销合作社联合社招聘试题及答案.docx
-
兵器工业集团总部34岗位招聘试题及答案网络整理版.docx
-
浙江对外服务公司湖州智博电力建设有限公司联合招聘试题及答案.docx
-
内蒙古邦服人力资源有限公司招聘试题及答案网络整理版.docx
-
浙江衢州市园林开发有限公司招聘试题及答案网络整理版.docx
-
内蒙古陈巴尔虎旗新华书店招聘试题及答案.docx
-
吉林延吉市集中供热有限责任公司招聘试题及答案网络整理版.docx
-
山东能源集团有限公司招聘试题及答案网络整理版.docx
-
配套K12二年级英语下册Unit3Seasons教案新起点.docx
