 法兰盘工序卡全套Word格式.docx
法兰盘工序卡全套Word格式.docx
- 文档编号:1558505
- 上传时间:2023-04-30
- 格式:DOCX
- 页数:21
- 大小:113.40KB
法兰盘工序卡全套Word格式.docx
《法兰盘工序卡全套Word格式.docx》由会员分享,可在线阅读,更多相关《法兰盘工序卡全套Word格式.docx(21页珍藏版)》请在冰点文库上搜索。
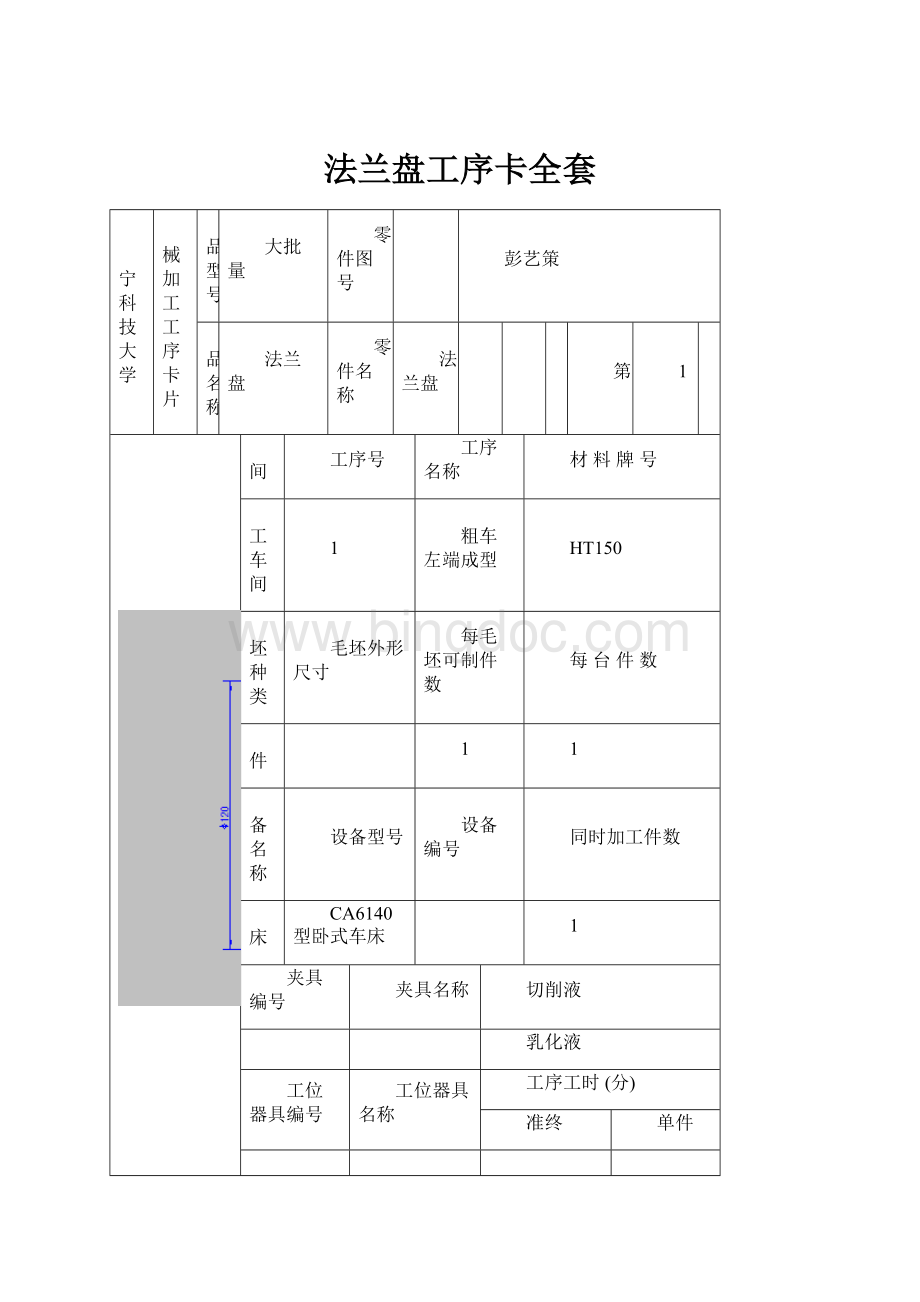
车间
工序号
工序名称
材料牌号
金工车间
粗车左端成型
HT150
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
铸件
设备名称
设备型号
设备编号
同时加工件数
车床
CA6140型卧式车床
夹具编号
夹具名称
切削液
乳化液
工位器具编号
工位器具名称
工序工时(分)
准终
单件
工步号
工步内容
工艺装备
主轴转速
切削速度
进给量
切削深度
进给次数
工步工时
r/min
m/min
mm/r
mm
机动
辅助
粗车端面
车刀,游标卡尺
250
37.2
0.66
2
粗车外圆
3
粗车内孔深度至尺寸
0.46
1.7
4
粗车内孔(中间)
车刀,塞规
0.36
2.3
11
粗车右端成型
三爪自定心卡盘
粗车端面(右)
1.2
粗车内孔(右)(保证孔直径为φ46)
2.4
粗车内孔深度至尺寸25.4
粗车内孔(中间)(保证孔直径为φ34)
半精车左端成型
1.2
2.3
粗车内孔(右)深度至尺寸15.5
1.6
半精车右端成型
车端面(右)
0.3
车内孔(右)(保证孔直径为34.5)
19.1
5
精车左端成型
精车φ47内孔
1120
0.6
精车φ35内孔
6
精车右端成型
精车端面(右)
精车内孔(右)
0.16
0.9
7
粗铣两平面
45钢
铣床
立式铣床X51
专用铣夹具
1
铣平面
铣刀,游标卡尺
725
137.2
25
8
精铣两平面
专用夹具
9
拉槽
拉床
立式拉床B5020
拉刀,游标卡尺
500
27.4
0.14
10
钻孔
钻床
立式Z525钻床
专用钻夹具
钻两孔(表面粗糙度达到Ra12.5,孔直径为φ11)
麻花钻,内径千分尺
392
14.5
0.28
扩两孔(表面粗糙度达到Ra6.3,孔直径为φ16.5)
扩孔钻,塞规
680
25.5
0.48
0.7
钻3孔(表面粗糙度达到Ra12.5,孔直径为φ11)
钻斜孔(表面粗糙度达到Ra1.6,孔直径为φ4)
麻花钻,塞规
272
10.2
0.1


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 法兰盘 工序 全套
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 整编新型生态农业旅游休闲农庄项目发展建设市场研究报告.docx
整编新型生态农业旅游休闲农庄项目发展建设市场研究报告.docx
-
证券投资顾问业务暂行规定.docx
-
知识产权法司法考试历年真题及答案解析.docx
-
职业道德的复习重点.docx
-
志愿者活动心得精选多篇.docx
-
治理雾霾应重视大气静电学说.docx
-
中国成人脑死亡判定标准与操作规范第二版.docx
-
中国名牌产品申请表.docx
-
中国纸板产业深度调研及产业投资评估报告.docx
-
中考化学考点分类解析导学案14第3讲碳和碳的氧化物1碳单质的物理性质和用途.docx
-
中学学年度第二学期学校工作计划.docx
-
中英文安全标语word版本 26页.docx
-
重庆市高考英语试题.docx
-
注册安全工程师《安全生产管理知识》真题及答案.docx
-
装机必备硬件基础知识再接再厉完成装机.docx
-
子部.docx
-
总结范文骨干教师培训总结15篇.docx
-
最新 Marlin固件全中文解析.docx
-
最新部编版三年级语文上册第24课《司马光》教学设计.docx
-
最新二年级数学上册寒假作业全面系统146.docx
-
最新猴年祝贺词大全 精品.docx
-
最新入党思想报告3000字范文思想汇报文档五篇.docx
-
《OTL功率放大器的制作与调试》项目教学设计方案.docx
-
《化学方程式》单元检测2.docx
-
中考语文阅读精品题.docx
-
工伤司法鉴定标准是怎样的.docx
-
公共事务管理硕士在职专班入学研究计画书.docx
-
公考必备《行测》数量关系题库.docx
-
股票技术指标详解二.docx
-
人教版数学六下第二单元《百分数二》word教案精品教案.docx
-
简大型机房建设系统全套设计方案.docx
-
建筑工程基础加固与纠偏处理应用探讨.docx
-
青铜葵花读书笔记500字五篇Word文档格式.docx
-
庆祝“六·一”国际儿童节系列活动方案_0Word下载.docx
-
庆祝三八妇女节活动方案Word格式文档下载.docx
-
关于检讨书作文汇编五篇Word文件下载.docx
-
关于教师教育心得体会范文集锦7篇Word文件下载.docx
-
关于教师述职报告范文汇编7篇Word文件下载.docx
-
关于教学实习工作总结合集6篇Word下载.docx
-
杭齿WG系列变速箱电气故障诊断indoc整理.docx
-
关于竞聘演讲稿范文汇总五篇Word文档格式.docx
-
关于举办爱国卫生月活动总结最新大全5篇_0Word文档下载推荐.docx
-
关于老师的英雄事迹五篇800字Word格式文档下载.docx
-
关于六一儿童节演讲稿5篇Word下载.docx
-
关于那一垌油菜花的散文Word下载.docx
-
精选小学班主任工作计划范文九篇Word文档格式.docx
-
精选新生军训心得体会集锦七篇Word下载.docx
-
建筑工程三级安全教育材料资料.docx
-
精选学生调查报告范文汇总七篇Word格式文档下载.docx
-
精选学习培训心得体会合集九篇Word格式文档下载.docx
-
精选幼儿园工作计划4篇Word文件下载.docx
