 氯化钠注射液批记录.docx
氯化钠注射液批记录.docx
- 文档编号:15203064
- 上传时间:2023-07-02
- 格式:DOCX
- 页数:105
- 大小:65.01KB
氯化钠注射液批记录.docx
《氯化钠注射液批记录.docx》由会员分享,可在线阅读,更多相关《氯化钠注射液批记录.docx(105页珍藏版)》请在冰点文库上搜索。
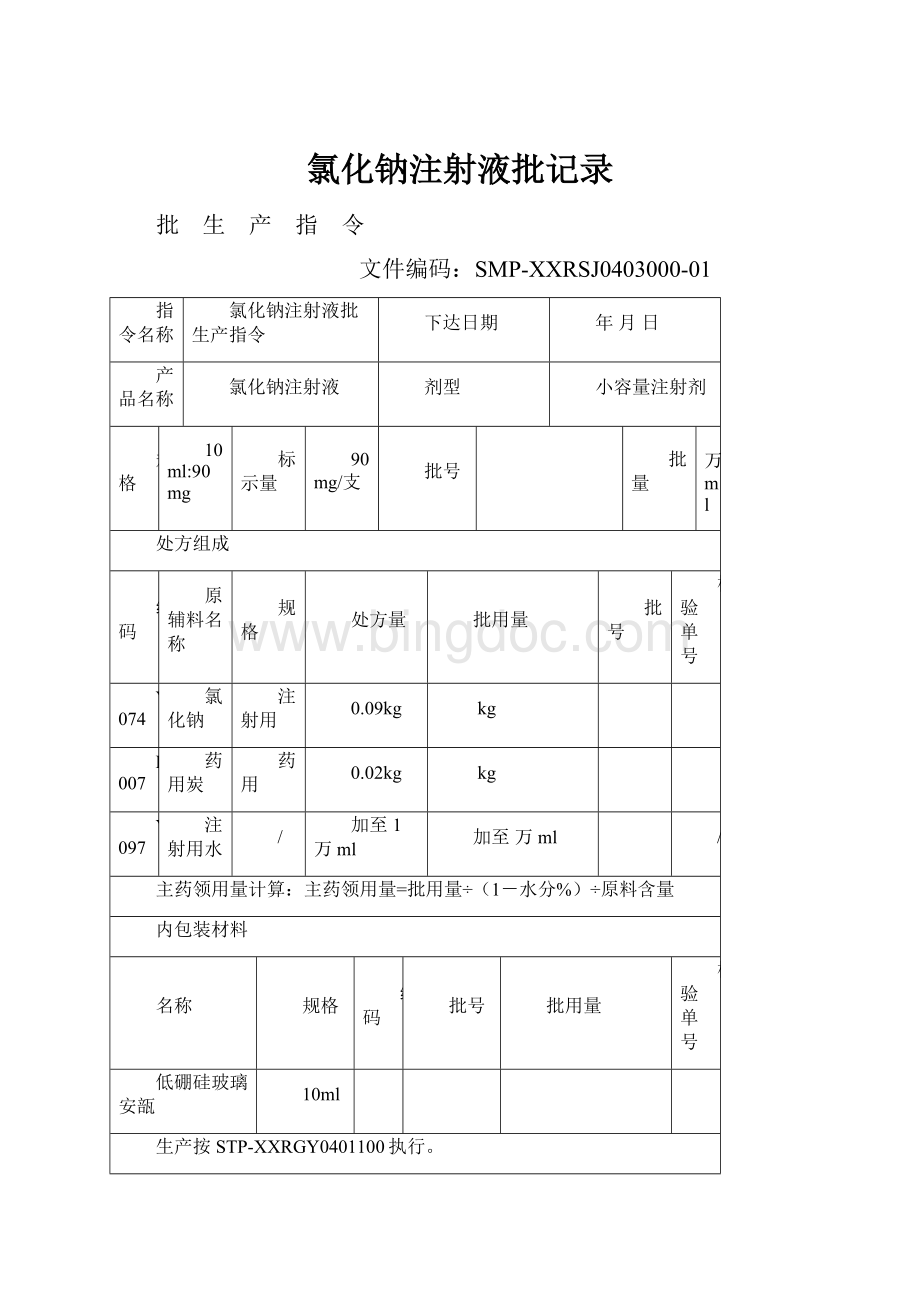
氯化钠注射液批记录
批 生 产 指 令
文件编码:
SMP-XXRSJ0403000-01
指令名称
氯化钠注射液批生产指令
下达日期
年月日
产品名称
氯化钠注射液
剂型
小容量注射剂
规格
10ml:
90mg
标示量
90mg/支
批号
批量
万ml
处方组成
编码
原辅料名称
规 格
处方量
批用量
批号
检验单号
Y074
氯化钠
注射用
0.09kg
kg
F007
药用炭
药 用
0.02kg
kg
Y097
注射用水
/
加至1万ml
加至万ml
/
主药领用量计算:
主药领用量=批用量÷(1-水分%)÷原料含量
内包装材料
名称
规格
编码
批号
批用量
检验单号
低硼硅玻璃安瓿
10ml
生产按STP-XXRGY0401100执行。
质量标准
半成品
成品
包装规格
10ml/支×5支/盒×180盒/件
含量:
0.880-0.920%
pH:
5.8-6.2
含量:
0.850-0.950%
pH:
4.5-7.0
注意
1、原料应符合药用要求;
2、原料的处方量、批用量均是折干、折纯量,投料时应折干、折纯。
3、一式三份,1份留生产技术部存档,1份交仓库作为领料依据,1份归入批记录。
指令起草人
审核人
批准人
领料单
年月日文件编码:
SMP-WLGL05802-01
编号
品名
规格
生产厂家
批号
(批次)
单位
件数
数量
检验单号
车间材料员:
领料人:
发料人:
配制岗位清场复查记录
车间:
小容量注射剂生产线代码:
04 文件编码:
SOP-XXRQC0400800-01
药品名称
规格
生产批号
操作要求
清场复查操作按SOP-XXRQC0400800执行
复查日期
年 月 日
清场复查内容及要求
清场复查结果
复查结论
1.地面无积尘、无杂物、无死角、无积水;
复查合格,准予生产
( )
QA:
复查不合格,不准生产,继续清场。
( )
QA:
2.日光灯、门窗、开关箱、墙壁、圆弧铝、回风口、送风口、顶棚应无积尘、无清洁后水迹;
3.配制间应无遗留任何维修工具;
4.各房间状态标志应清晰齐全,正确,且没有与生产无关的物品;
5.与药液直接接触的配、储液罐、板框过滤器、容器、用具已清洁,应标识明确,且在有效期内;
6.各种管道已清洁,应标识明确,且在有效期内;
7.称量间无上批次任何物料及标志,且台面清洁;
8.称炭间应清洁无粉尘;
9.容器用具已清洁,标识清晰明确,标明有效期;
10.设备应处于“已清洁”、“完好停运”并在有效期内的待生产状态。
备 注
1、QA人员与带班长共同进行复查,带班长对复查结果作记录,复查合
格在“清场复查结果”项下打“√”,不合格打“×”。
2、QA人员作复查结论,并将复查结论填在“复查结论”项下。
复查合格在括号内打“√”,不合格打“×”。
岗位负责人
清场复查时间
时分至时分
配制物料称量原始记录
车间:
小容量注射剂 生产线代码:
04 文件编码:
SOP-XXRCZ0402100-01
药品名称
氯化钠注射液
规 格
10ml:
90mg
生产批号
批 量
万ml
操作要求
称量按SOP-XXRCZ0402100执行
衡器名称
衡器型号
衡器编码
最大称量
分度值
校正人
复核人
电子台秤
XK3190-A7
016-38
60kg
10g
电子台秤
ACS-6
016-39
6kg
1g
说 明
①物料名称、规格、批号、生产厂家应与检验报告书一致。
②衡器上应有校验合格证,并在效期内使用,每次使用前后应校正。
③电子台秤校正方法:
按XK3190-A7、ACS-6电子台秤标准操作维护规程,在电子台秤上放200g、10g砝码校正至在台秤显示屏上显示为200g、10g时为止。
称 量 原 始 记 录
名称:
氯化钠 指令称取量 kg
料+皮:
料+皮:
料+皮:
-皮:
-皮:
-皮:
料
(1) 料
(2) 料(3)
(1)+
(2)+(3)= 称量人:
复核人:
名称:
药用炭 指令称取量 kg
料+皮:
料+皮:
-皮:
-皮:
料
(1) 料
(2)
(1)+
(2)= 称量人:
复核人:
QA
日期
年 月 日
配制物料称量原始记录
车间:
小容量注射剂 生产线代码:
04 文件编码:
SOP-XXRCZ0402100-01
药品名称
氯化钠注射液
规 格
10ml:
90mg
生产批号
批 量
万ml
操作要求
称量按SOP-XXRCZ0402100执行
称 量 原 始 记 录
名称:
药用炭 称取量
料+皮:
料+皮:
-皮:
-皮:
料
(1) 料
(2)
(1)+
(2)= 称量人:
复核人:
名称:
称取量
料+皮:
料+皮:
-皮:
-皮:
料
(1) 料
(2)
(1)+
(2)= 称量人:
复核人:
名称:
称取量
料
(1) 料
(2)
(1)+
(2)= 称量人:
复核人:
QA
日期
年 月 日
氯化钠注射液(10ml:
90mg)配制操作记录
(一)
车间:
小容量注射剂 生产线代码:
04文件编码:
SOP-XXRCZ0412200100-01
药品名称
氯化钠注射液
规格
10ml:
90mg
生产批号
批量
万ml
操作要求
配制按SOP-XXRCZ0412200100进行操作
生产日期
年 月 日
原
辅
料
使
用
原辅料名称
生产厂家
批号
编号
使用量
操作人
复核人
氯化钠
kg
药用炭
kg
注射用水
加至 万ml
配
制
工艺操作要点
有关计算
操作参数
所用设备型号、名称、编号
及技术参数
操作时间
1.取配制总量约80%的50℃以上的注射用水于配制罐中。
2.将称取好的氯化钠加入上述注射用水中,搅拌5-10分钟。
3.打开配制罐降温水降温至30℃-45℃。
4.加入称量好的药用炭并搅拌3-5分钟。
5.补加注射用水至全量,搅拌3-5分钟后关搅拌静置7-10分钟。
此时药液温度为25℃-35℃。
5.高度为:
1.水温℃
2.搅拌开始:
_时_分
搅拌结束:
_时_分
3.降温至℃
4.搅拌开始:
_时_分
搅拌结束:
_时_分
5.高度cm
搅拌开始:
_时_分
搅拌结束:
_时_分
静置开始:
时分
静置结束:
时分
温度℃
XPG03-1500配制罐(编号为4I016-001,技术参数:
搅拌转速60转/分)()
NPG03-2500配制罐(编号为4I016-015,技术参数:
搅拌转速53转/分)()
TY-1型板框压滤机(编号为4I016-003,技术参数:
电机功率1.5KW)()
XPG01-1000储液罐(编号为
5I016-001,技术参数:
搅拌转速88转/分)()
XPG01-1000储液罐(编号为
5I016-002,技术参数:
搅拌转速88转/分)()
PG01-1500储液罐(编号为4I016-002,技术参数:
搅拌转速60转/分)()
投料开始时间:
_时_分
氯化钠注射液(10ml:
90mg)配制操作记录
(二)
车间:
小容量注射剂 生产线代码:
04文件编码:
SOP-XXRCZ0412200100-02
药品名称
氯化钠注射液
规格
10ml:
90mg
生产批号
批量
万ml
操作要求
配制按SOP-XXRCZ0412200100进行操作
生产日期
年 月 日
配制
工艺操作要点
工艺参数
操作参数
所用设备
操作时间
6.用孔径为0.22μm微孔滤膜压滤至可见异物检查合格后取样化验。
7.抽滤至储液罐中。
可见异物检查:
取药液30-40ml;置50ml比色管中;在可见异物检测仪下灯检,不得有异物。
可见异物检查(合格、不合格)
YB-2型可见异物检测仪
配制结束
时间:
_时_分
注射用水检测
检测点
检测项目
换热器
清洗室
电导率(≤1.00μs/cm)
PH值(5.00-6.50)
半成品测定
测定项目
标准规定
实际测定结果
调节剂名称
调节后实测结果
检验单号
PH值
5.8-6.2
含量
0.880%-0.920%
检验员
色泽
无色
环境监控
测定项目
标准规定
观测结果
观测时间
测定人
药液移交
温度
18℃~26℃
时分
移交量
移交人
接收人
相对湿度
45%~65%
时分
万ml
压差
>5Pa
时分
初流液量:
加炭量:
洁净度
动态不低于10万级
上次检测时间:
月 日
物料平衡
移交量×实测含量
-----------------------×100%=限度(95%-104%)
批用量
计算:
异常情
况处理
操作人
复核人
配制负责人
QA
配制系统清洗灭菌操作记录(2-1)
车间:
小容量注射剂生产线代码:
04文件编码:
SOP-XXRQJ0412200100-01
药品名称
氯化钠注射液
规格
10ml:
90mg
生产批号
生产日期
年月日
原注射用水
PH值:
电导率:
μs/cm可见异物:
项目
清洗
检查
配
制
罐
液
位
器
1.拆卸液位器用注射用水冲洗内壁1分钟以上,并活动液位器阀门5次以上;( )
2.用注射用水将液位器外壁淋洗3遍( )
3.卡箍、硅胶垫揉洗3遍,冲洗3遍( )
4.对液位器内壁进行冲洗,直至淋洗水PH值、电导率与原注射用水一致(误差在±0.3范围内),无可见异物。
最终淋洗水:
PH值:
电导率:
μs/cm
可见异物:
结论:
符合规定()
罐
外
壁
用丝光毛巾将罐外壁、呼吸器及与罐连接的管道外壁擦拭干净,目测无炭迹、药液结晶和其它污物( )
目测结果:
罐
内
壁
把罐盖盖住,先开罐底部阀门,再打开洗罐器阀门,用注射用水喷洗罐内壁3遍以上,直至淋洗水PH值、电导率与原注射用水一致(误差在±0.3范围内),无可见异物。
最终淋洗水
PH值:
电导率:
μs/cm
可见异物:
结论:
符合规定()
操作人
清洗时间
时 分至 时 分
储
液
罐
液
位
器
1.拆卸液位器用注射用水冲洗内壁1分钟以上,并活动液位器阀门5次以上;( )
2.用注射用水将液位器外壁淋洗3遍( )
3.卡箍、硅胶垫揉洗3遍,冲洗3遍( )
4.对液位器内壁进行冲洗,直至淋洗水PH值、电导率与原注射用水一致(误差在±0.3范围内),无可见异物。
最终淋洗水
PH值:
电导率:
μs/cm
可见异物:
结论:
符合规定()
罐
外
壁
用丝光毛巾擦拭罐外壁、呼吸器及与罐连接的管道外壁擦拭干净,目测无炭迹、药液结晶和其它污物( )
目测结果:
罐
内
壁
把罐盖盖住,先开罐底部阀门,再打开洗罐器阀门,用注射用水喷洗罐内壁3遍以上,直至淋洗水PH值、电导率与原注射用水一致(误差在±0.3范围内),无可见异物。
最终淋洗水
PH值:
电导率:
μs/cm
可见异物:
结论:
符合规定()
操作人
清洗时间
时 分至 时 分
备 注
已清洗合格打“√”,未清洗合格打“×”
岗位负责人
QA
配制系统清洗灭菌操作记录(2-2)
车间:
小容量注射剂生产线代码:
04文件编码:
SOP-XXRQJ0412200100-02
药品名称
氯化钠注射液
规格
10ml:
90mg
生产批号
生产日期
年月日
原注射用水
PH值:
电导率:
μs/cm可见异物:
项目
清洗
检查
板框过滤器及管道外部清洗
滤板、滤框
用不锈钢勺舀取注射用水将滤板、滤框冲洗干净,目测无污物、炭迹、药液结晶;()
目测结果:
不锈钢盘、
硅胶管
用不锈钢勺舀取注射用水将不锈钢盘、硅胶管冲洗干净,目测无污物、炭迹、药液结晶;()
目测结果:
与配、储液罐、板框过滤器连接的管道外部
用注射用水润湿的丝光毛巾把管道外壁擦干净,目测无污物、炭迹、药液结晶;()
目测结果:
操作人
清洗时间
时 分至 时 分
板框过滤器与配、储液罐连接管道的内部清洗
板框过滤器与配、储液罐连接管道的内部清洗
1.用板框过滤器抽取注射用水冲洗机器滤板,进水阀与出水阀活动5次以上;( )
2.各控制管道的阀门都打开冲洗1分钟以上,排净管道及板框过滤器内的水;( )
3.用板框过滤器抽取注射用水进行冲洗,直至管道末端流出的最终淋洗水PH值、电导率与原注射用水一致(误差在±0.3范围内),无可见异物。
最终淋洗水
PH值:
电导率:
μs/cm
可见异物:
结论:
符合规定()
操作人
清洗时间
时 分至时 分
输送管道的清洗
药液灌封结束后,用注射用水冲洗输送管道约5分钟。
冲洗开始:
时分,结束:
时分,计时分;直至淋洗水PH值、电导率与原注射用水一致(误差在±0.3范围内),无可见异物。
最终淋洗水
PH值:
电导率:
μs/cm
可见异物:
结论:
符合规定()
操作人
清洗时间
时 分至 时 分
纯蒸汽在线灭菌
按配制系统清洗灭菌操作规程对配制系统进行在线灭菌。
灭菌条件:
121℃,30分钟。
灭菌温度:
℃
操作人
灭菌时间
时 分至 时 分
有效期至
日时
备 注
已清洗合格打“√”,未清洗合格打“×”
偏差分析
岗位负责人
QA
配 制 质 量 监 控 记 录
车间:
小容量注射剂 生产线代码:
04文件编码:
SOP-XXRZK0412200100-01
药品名称
氯化钠注射液
规格
10ml:
90mg
生产批号
批量
万ml
操作要求
依据SOP-XXRZK0412200100监控
生产日期
年 月 日
监控项目
检查方法及标准
检查结果
说明
人员
1.洁净室人员
人员穿戴应整洁、规范;配制室内人员应少于10人
1.检查结果合格在检查结果一栏打“√”。
2.检查结果不符合者划“×”,并在偏差处理一栏内说明。
3.检查结果为相应数值时应在结果一栏填相应数值。
环境
2.配制室温湿度
温度:
18-26℃,相对湿度:
45-65%
3.静压差
不同洁净室之间静压差大于5pa,洁净室与非洁净室之间静压差大于10pa
物料
5.品名、规格、批号、数量
物料的品名、规格、批号、数量等应与批生产指令一致
6.物料性状
物料的晶形、色泽、气味,应符合标准要求
称量
7.电子秤的校验有效期
电子秤的校验合格证,应在有效期内
8.电子秤的校正
电子秤显示屏,在称量前显示应为0;用砝码校正,显示应准确
9.称量数据
称量数据计算应无误,应有计算人、复核人签名。
10.称量操作
称量时应一人操作,一人复核,及时、正确填写称量记录
配制操作
12.预加注射用水温度
预加注射用水水温应在工艺要求的50℃以上
13.原料的加入
原料加入后应按要求搅拌5-10分钟,并取样目测无悬浮,无沉淀,原料完全溶解
14.药用炭的加入
加入药用炭后应按要求搅拌3-5分钟
15.加至全量后的药液
加至全量水位计算应正确,应与计量尺上的高度一致,搅拌3-5分钟,静置7-10分钟
16.滤后药液可见异物
取30-40ml滤后药液于50ml比色管中,在可见异物检测仪下检测,应无可见异物
17.半成品质量及取样
查看化验室半成品检验报告书:
PH值:
5.8-6.2、含量:
0.880%-0.920%
18.配制时间
从配制投料开始至灌封精滤开始时间应不超过4个小时
11.物料平衡
物料平衡计算应正确,若存在偏差,应及时进行处理
配制系统
清洁消毒
20.清洁消毒
检查清洁消毒记录,配制系统清洁消毒应在规定的时间之内完成,结果应符合规定
21.清洁后物品贮存
检查清洁消毒后的物品贮存应符合要求
状态标识
22.容器用具、房间、设备
检查标识牌内容填写应齐全、完整、正确
偏差分析
结 论
1.半成品经检测符合规定,允许转交下道工序。
□2.半成品经检测不符合规定,不准转交下道工序。
□
QA
配制岗位清场记录
车间:
小容量注射剂生产线代码:
04 文件编码:
SOP-XXRQC0400800-02
药品名称
规格
生产批号
操作要求
清场复查操作按SOP-XXRQC0400800执行
清场日期
年 月 日
清场内容及要求
清场人
清场情况
清场结论
1.地面应无杂物,无死角,无可见异物,无水迹。
清场合格,可转入下批次生产()
QA:
清场不合格,不得转入下批次生产()
QA:
2.配制间应无本批次的任何物料及标识。
3.各房间无遗留任何维修工具,状态标识清晰,齐全,正确。
4.称量间无本批次的任何物料及标识,且台面清洁。
5.称炭间已清洁,无粉尘,无清洁后水迹。
6.清洁工具、清洗用具已清洁,并标识明确。
7.本批生产记录已交车间批生产记录管理人员。
8.各种管道已彻底清洁,标识清晰,正确,并注明有效期。
备注
1、清场结束由清场人签名,已清场在清场情况一栏内打“√”,未清场在清场情况一栏内打“×”。
2、清场结论由QA人员填写,清场合格打“√”,清场不合格打“×”。
岗位负责人
清场时间
时分至时分
理瓶岗位清场复查记录
车间:
小容量注射剂生产线代码:
04 文件编码:
SOP-XXRQC0400200-01
药品名称
规格
生产批号
操作要求
清场复查操作按SOP-XXRQC0400200执行
复查日期
年 月 日
清场复查内容及要求
清场复查结果
复查结论
1、地面应无污迹、无杂物、无积水。
复查合格,准予生产
( )
QA:
复查不合格,不准生产,继续清场。
( )
QA:
2、日光灯罩、门、窗、墙壁、回风口、送风口、顶棚等应无污迹。
3、房间物品应摆放整齐,且没有与生产无关的任何物品。
4、不锈钢架、容器及辅助设施已清洁,标识清晰明确,且在清洁效期之内。
5、检查洗瓶室对理瓶室的压差应大于10帕
6、有足够的空白记录及标识。
备注
1、QA人员与岗位负责人共同进行复查,岗位负责人对复查结果作记录,复查合
格在“清场复查结果”项下打“√”,不合格打“×”。
2、QA人员作复查结论,并将复查结论填在“复查结论”项下。
复查合格在括号内打“√”,不合格打“×”。
岗位负责人
清场复查时间
时分至时分
理瓶岗位操作记录
车间:
小容量注射剂 生产线代码:
04 文件编码:
SOP-XXRCZ0400200-01
药品名称
规格
生产批号
批量
万ml
操作要求
理瓶按SOP-XXRCZ0400200进行操作
生产日期
年 月 日
低硼硅玻璃安瓿
规格
批次
生产厂家
包装规格
检验报
告单号
数量
上班结余
本班领取
操作者
领取数(支)
理瓶数(支)
废品数(支)
剩余数(支)
备注
合计
废品处理
废品总数
销毁方式
销毁人
操作时间
日时分至日时分
项目
计算公式
标准范围
计算
物料平衡
限度=(理瓶数+剩余数+废品数)÷(本班领取数+上班结余数)×100%
限度:
99.0-101.0%
废品率
废品率=总废品数÷领取数×100%
废品率:
≤0.20%
偏差分析
岗位负责人
QA
理瓶岗位质量监控记录
车间:
小容量注射剂 生产线代码:
04 文件


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 氯化钠 注射液 记录
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《畜牧学概论》复习题.docx
《畜牧学概论》复习题.docx
-
《工贸行业较大危险因素辨识与防范指导手册版》使用指南.docx
-
《家电延保计划书》.docx
-
《木材学》试 卷 答 案.docx
-
《田家四季歌》教学反思.docx
-
《修优美师德做阳光教师》读书笔记700字5篇最新范文.docx
-
0江南逢李龟年诗歌板书设计.docx
-
3套打包沧州六年级下册英语期中单元检测试题解析版.docx
-
13年助理医师模拟题病理学27页word资料.docx
-
037全国自考美学历年真题及答案.docx
-
310北京研讨会数学.docx
-
ABCD 世界四大粮商的前世今生.docx
-
《初级会计实务》笔记与真题.docx
-
《工程荷载与可靠度设计原理》课后思考题及复习详解1解析.docx
-
《计算机硬件组装与维护》教案.docx
-
《面向对象分析与设计UML》期末总复习.docx
-
《天津市土地管理条例》.docx
-
《信息安全等级保护测评机构管理办法》最新.docx
-
《左传》翻译练习及参考答案.docx
-
3手术衣医疗器械安全有效基本要求清单0821.docx
-
12压力容器压力管道设计许可规则.docx
-
《白洋淀纪事》教案知识讲解.docx
-
《耳朵上的绿星》教案.docx
-
《会计学基础》考试试题及答案.docx
-
《白鹅》教学设计范文通用9篇.docx
-
《流浪地球》观后感15篇.docx
-
《东北地区》练习题.docx
-
《皇帝的新衣》读后感.docx
-
《伶官传序》讲解及知识训练.docx
-
《市场营销学》形考答案.docx
-
《小池》教学反思.docx
-
《别踩白块度典范版》设计计划文档.docx
-
通信系统仿真报告.docx
-
砼试块抗压强度统计表.docx
-
统一帕金森病评分量表.docx
-
涂料业务员工作计划.docx
-
团队常见的五个问题.docx
-
推荐精品企业培训项目可行性研究报告.docx
-
外国语英语小升初真题精编版.docx
-
外研版七年级上册单词表.docx
-
完整版历年真题核心高频688个词汇.docx
-
完整升级版保利皇冠酒店机电安装工程施工组织设计.docx
-
完整版周版正身图动作详解定稿03.docx
-
完整打印版人教版小学三年级语文下册第一单元语文园地教案.docx
-
万能货物买卖合同范本.docx
-
完整新编养鸡养殖小区无公害综合饲养技术建设项目可行性研究报告.docx
-
网吧管理系统.docx
-
网络的1112cisco实验752.docx
-
网络营销方案策划书5篇.docx
-
微机继电保护综述.docx
-
危险化学品事故应急救援措施.docx
