 铣加工--机械加工工艺卡片.doc
铣加工--机械加工工艺卡片.doc
- 文档编号:14850929
- 上传时间:2023-06-27
- 格式:DOC
- 页数:2
- 大小:56KB
铣加工--机械加工工艺卡片.doc
《铣加工--机械加工工艺卡片.doc》由会员分享,可在线阅读,更多相关《铣加工--机械加工工艺卡片.doc(2页珍藏版)》请在冰点文库上搜索。
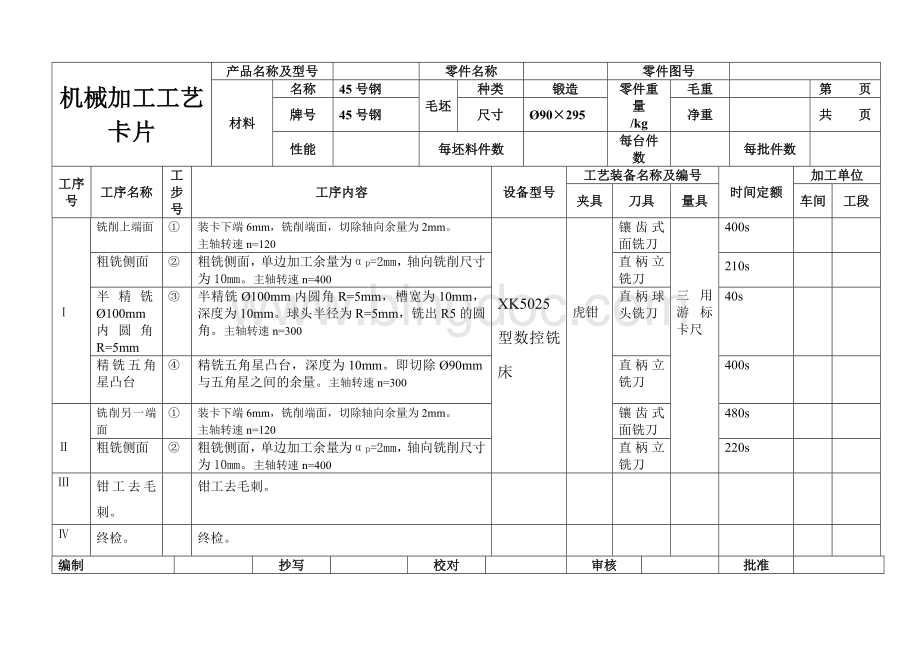
机械加工工艺卡片
产品名称及型号
零件名称
零件图号
材料
名称
45号钢
毛坯
种类
锻造
零件重量
/kg
毛重
第页
牌号
45号钢
尺寸
Ø90×295
净重
共页
性能
每坯料件数
每台件数
每批件数
工序号
工序名称
工步号
工序内容
设备型号
工艺装备名称及编号
时间定额
加工单位
夹具
刀具
量具
车间
工段
Ⅰ
铣削上端面
①
装卡下端6mm,铣削端面,切除轴向余量为2mm。
主轴转速n=120
XK5025型数控铣床
虎钳
镶齿式面铣刀
三用游标卡尺
400s
粗铣侧面
②
粗铣侧面,单边加工余量为αp=2mm,轴向铣削尺寸为10mm。
主轴转速n=400
直柄立铣刀
210s
半精铣Ø100mm内圆角R=5mm
③
半精铣Ø100mm内圆角R=5mm,槽宽为10mm,深度为10mm。
球头半径为R=5mm,铣出R5的圆角。
主轴转速n=300
直柄球头铣刀
40s
精铣五角星凸台
④
精铣五角星凸台,深度为10mm。
即切除Ø90mm与五角星之间的余量。
主轴转速n=300
直柄立铣刀
400s
Ⅱ
铣削另一端面
①
装卡下端6mm,铣削端面,切除轴向余量为2mm。
主轴转速n=120
镶齿式面铣刀
480s
粗铣侧面
②
粗铣侧面,单边加工余量为αp=2mm,轴向铣削尺寸为10mm。
主轴转速n=400
直柄立铣刀
220s
Ⅲ
钳工去毛刺。
钳工去毛刺。
Ⅳ
终检。
终检。
编制
抄写
校对
审核
批准


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 加工 机械 工艺 卡片
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 “安全培训随机抽查”管理制度.doc
“安全培训随机抽查”管理制度.doc
-
“爱学习爱劳动爱祖国”主题班会教案.doc
-
“遨游汉字王国”综合性学习活动方案.doc
-
“费马点”与中考试题.doc
-
“的、地、得”区分技巧及100练习题(附答案).docx
 “代位求偿”案件索赔申请书(责任对方为机动车方)【范文】.xls
“代位求偿”案件索赔申请书(责任对方为机动车方)【范文】.xls
-
“525心理健康节心理健康活动”活动策划书.docx
-
“厂中厂”安全生产管理协议书.docx
-
“抖音同城获客码”商家管理系统销售合同.docx
-
“磁铁”单元项目式学习设计.docx
-
“富山海”轮与“GDYNIA”轮碰撞事故调查报告.doc
-
“525“大学生心理健康日系列活动策划书(通用8篇).docx
-
“不唯上、不唯书、只唯实”学习心得体会.docx
-
“的地得”的用法及练习.doc
-
“的地得”100题附答案.doc
-
“奥特曼”崇拜在幼儿德育中的运用.doc
-
“分数乘整数”课堂实录与评析.doc
-
“弘扬民族精神凝聚抗疫力量”非连续性文本阅读训练及答案.docx
-
“囚徒困境”视角下我国的食品安全问题分析.doc
-
“三个课堂”教学工作安排.docx
-
“文明校园拒绝欺凌”主题班会设计教案.docx
-
《“8”字跳长绳》教案.doc
-
“互联网+教育”调查问卷.docx
-
“平安校园”主题班会教案.doc
-
“书香墨韵”读书节活动方案.docx
-
“文明礼仪伴我行”演讲比赛活动方案.doc
-
“养成良好卫生习惯”活动方案.doc
-
“胖东来”的发展现状分析.doc
-
“职业高原”现象分析与应对策略.doc
-
《CAD制图》教学大纲.doc
-
“快乐”主题班会活动设计教案.docx
-
“使用与满足理论”视角下的移动短视频研究——以抖音App为例.docx
-
绿色在我心作文.docx
-
毛石挡土墙施工方案改.docx
-
梅特勒托利多SevevMulti型微生物实验室pH计操作说明.docx
-
煤矿领导下井带班制度.docx
-
美文妙译.docx
-
经验交流发言材料多篇范文.docx
-
精编范文相机的评语word范文模板 17页.docx
-
精品整理学年八年级物理第三章物态变化考点讲解与剖析.docx
-
精选互联网+汽车美容维修企业策划书.docx
-
精撰XX商会网站平台建设及运营推广策划方案.docx
-
景洪十一五旅游规划.docx
-
九年级全一册英语单词表.docx
-
九年级下册语文总复习中考作文常见问题及对策.docx
-
九年级英语新目标上册Unit+2+I+think+that+mooncakes+are+delicious+测试题含答案.docx
-
就业信息化合作协议书.docx
-
聚合物的粘弹性.docx
-
考点焊工初级作业实操模拟考试题库含答案.docx
-
考研计划.docx
-
宽带网接入技术.docx
