 液压泵装配方案设计书.docx
液压泵装配方案设计书.docx
- 文档编号:14731877
- 上传时间:2023-06-26
- 格式:DOCX
- 页数:17
- 大小:858.59KB
液压泵装配方案设计书.docx
《液压泵装配方案设计书.docx》由会员分享,可在线阅读,更多相关《液压泵装配方案设计书.docx(17页珍藏版)》请在冰点文库上搜索。
液压泵装配方案设计书
液压泵装配设备工艺过程案设计书
(一)泵盖泵体压装工艺装置
1.泵盖泵体在加工过程中,为便加工,零件上存在很多工艺,但在装配时,工艺
必须密封,不然会造成油路泄漏、功能失效等后果。
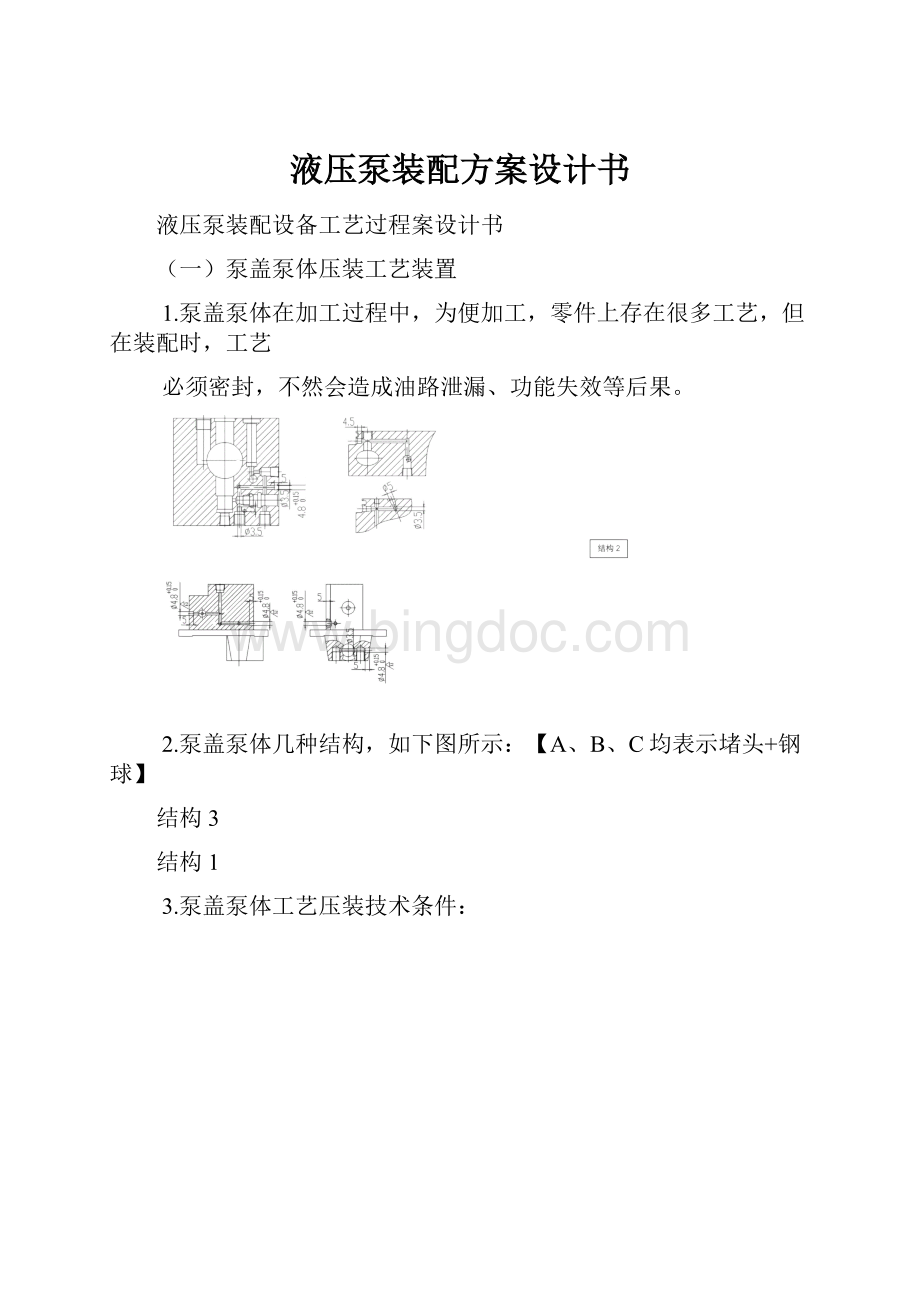
2.泵盖泵体几种结构,如下图所示:
【A、B、C均表示堵头+钢球】
结构3
结构1
3.泵盖泵体工艺压装技术条件:
<1>工艺径Ø4.8,堵头外、径分别为Ø5、Ø3.7,钢球直径Ø4;
<2>工艺深5;
<3>先装堵头,再装钢球,堵头与零件表面齐平,钢球低于零件表面;
v改进案:
取消堵头,只压装钢球,之后对工艺进行铆压。
4.工艺压装设备要求:
<1>满足各种型号泵体、泵盖的安装要求;
<2>自动送料、压装;
<3>压装力大小、压装行程可调节;
<4>装置操作简单;
<5>安装泵盖、泵盖最多30″,压装单个工艺最多20″,拆下零件最多25″。
v改进后装置要求:
1.压装力大小、行程可控,压装力有大小变化曲线显示,达到设定压力后自动停止压装;
2.压装钢球后对工艺进行铆压处理;
3.改进后压装单个工艺最多40″。
(2)零件的选配装置
v改进案:
依据现有设备添加相关组件以满足生产需求。
(3)电动柱塞套总成装配及检测装置
1.电动柱塞套总成属于电动液压泵的关键零部件,装配前需对零件进行选配,装配时还需
涂抹固持剂、静置处理。
2.电动柱塞套总成有如下几种结构:
结构B
结构A
3.电动柱塞套总成装配及检测技术条件:
<1>装配前先对零件进行选配;
<2>先将钢球、圆锥弹簧、挡圈装在柱塞套体2,再将柱塞套体2与柱塞套体1配合面
均匀涂抹固持剂,压紧,静置24小时;
<3>上述工步完成后对零件进行密封性检测;(分别用空气和煤油进行检测)
4.电动柱塞套总成装配及检测装置要求:
<1>操作简单、快捷;
<2>自动送料、装配、涂抹固持剂、压装等;
<3>在线检测装置操作简单、便,检测完成后数据与结论同时显示;
<4>装配完成最多2′,在线检测单个最对1.5′。
(4)溢流阀总成装配及在线检测装置
1.溢流阀总成为液压泵中的保险装置,对油路压力有限制作用,避免油路压力过大产生
不必要的问题。
2.溢流阀总成结构如下图所示:
3.溢流阀总成装配及在线检测技术条件:
<1>装配前用针阀对溢流阀体进行冲压阀线;
<2>装配时先将针阀、弹簧装入溢流阀体中,再将可调螺栓拧入溢流阀体,最后装螺母;
<3>装配完成后对溢流阀总成进行在线检测及调压处理,将溢流阀的溢流压力调至30±1MPa,
然后再拧紧螺母。
4.溢流阀总成装配及在线检测装置要求:
<1>冲压阀线压力可以调节、显示;
<2>用高硬度的硬质合金材料做压阀线专用件;
<3>自动送料、装配;
<4>在线检测装置操作便,溢流阀溢流压力自动调节,溢流压力数据显示;
<5>数据可存储,并与溢流阀总成一一对应;
<6>溢流阀总成装配每件最多2′,在线检测及调压每件最多1.5′。
(5)电机轴承压装装置
v改进案:
考虑供应商直接装轴承后供货,每批按抽检比例不装轴承供检验用。
(6)电动柱塞套装入泵体、泵盖装置
1.电动柱塞套与泵体、泵盖为过盈配合,且部分电动柱塞套安装时有角度要求(即
电动柱塞套的要与泵体、泵盖的对正),因此安装时需要调整位置并对正。
2.电动柱塞套装入泵体、泵盖如下图所示:
结构B
结构A
3.电动柱塞套装入泵盖、泵体技术条件:
<1>装配前需对电动柱塞套和泵盖、泵体进行选配;
<2>装配时要将电动柱塞套的与泵盖、泵体的配合对正;
<3>不能损坏电动柱塞套及泵盖、泵体;
4.电动柱塞套装入泵盖、泵体装置要求:
<1>装置操作简单;
<2>自动送料,自动对正,满足各种泵盖、泵体的安装要求;
<3>安装泵盖、泵体每件最多30″,装入电动柱塞套每件最多30″,拆下泵盖、泵体
每件最多25″。
(七)装配NPT1/8圆锥螺栓、油管接头等装置
暂定案如下:
采购一批气动可调扳手及定力矩扳手,先用气动可调扳手拧紧(气动扳手拧紧力矩需比
规定力矩小),然后再用定力矩扳手拧紧到位。
(8)拨叉、滚轮压装装置
v改进案:
考虑供应商整体供货,将弹性圆柱销改为实心销,购回后整体检测。
(9)部装壳体总成装置
1.壳体总成是液压缸的储油部分及手动部分的组合。
2.壳体总成有如下图显示几种结构:
3.壳体总成装配技术条件:
<1>装配前压杆架总成需装O形密封圈及涂抹润滑脂;
<2>装配前壳体传动轴两口部均匀涂抹润滑脂;
<3>最后装配轴用钢丝挡圈;
<4>拨叉、压杆架装配时有有向及角度要求;
结构C
结构B
结构A
4.壳体总成装配装置要求:
<1>装配时壳体需固定;
<2>有装置为拨叉、压杆架定位、限位;
<3>压杆架自动压装;
<4>满足各种壳体安装、装配要求
<5>安装壳体最多20″,安装个零件最多1′,拆下壳体20″。
(10)装溢流阀、手动柱塞套等零部件装置
1.溢流阀、手动柱塞套等零部件装配在泵盖、泵体上。
结构B
结构A
2.装溢流阀、手动柱塞套等零部件结构有如下所示几种:
结构C
3.装溢流阀、手动柱塞套等零部件技术条件:
<1>溢流阀、手动柱塞套装配前螺纹部分需均匀涂抹厌氧密封胶;
<2>装配时泵体、泵盖需固定;
4.装溢流阀、手动柱塞套等零部件装置要求:
<1>自动涂抹厌氧密封胶;
<2>操作简单,能满足各种泵盖、泵体的安装要求;
<3>溢流阀、手动柱塞套等零件先用气动扳手拧,再用定力矩扳手拧紧;(气动扳手拧紧力矩
要较定力矩扳手力矩小)
<4>安装泵盖、泵体每件最多30″,安装各零部件最多1.5′,拆下泵盖、泵体最多25″。
(十一)油罐压装装置
v改进案:
增加装配定位辅具
(十二)泵盖总成与壳体总成装置
v改进案:
先期试验现有设备可行性
(十三)空气试压装置
1.空气试压为液压泵功能试验的前置工序,主要检测液压泵密封性是否良好。
2.公司现行工艺为将液压泵置于装满防锈液的水箱中,对液压泵进行通气一段时间,若
无气泡冒出则证明液压泵密封性良好,反之则证明密封性不良,需隔离处理。
(14)液压泵功能试验装置
1.液压泵装配完成后需进行功能试验,检验液压泵的各项性能是否良好。
结构E
结构C
结构B
结构A
2.液压泵的各种结构有如下所示几种:
结构D
结构F
3.液压泵功能试验条件:
<1>电/手混合液压泵做功能试验时,电动部分循环测试4次,手动部分循环测试2次;
<2>手动液压泵做功能试验时手动循环3次;
<3>需测试溢流压力、保压是否正常等;
<4>测试完成后将泵体的液压油全部排空。
4.液压泵功能试验装置要求:
<1>满足所有液压泵的安装要求,安装简单、便、省力;
<2>自动注油,注油量可调节、显示;
<3>液压泵的手动部分测试不需要人工;
<4>可单独做功能试验,也可配套液压缸做功能试验;
<5>测试数据主要显示各油路压力、持续时间、流量等;
<6>数据可存储,且与液压泵一一对应;
<7>安装液压泵每台最多1.5′,拆下液压泵每台最多1.2′。
v改进案:
液压泵装配时使用快换接头,试验完成后换为原油管接头;


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 液压泵 装配 方案设计
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《畜牧学概论》复习题.docx
《畜牧学概论》复习题.docx
-
《工贸行业较大危险因素辨识与防范指导手册版》使用指南.docx
-
《家电延保计划书》.docx
-
《木材学》试 卷 答 案.docx
-
《田家四季歌》教学反思.docx
-
《修优美师德做阳光教师》读书笔记700字5篇最新范文.docx
-
0江南逢李龟年诗歌板书设计.docx
-
3套打包沧州六年级下册英语期中单元检测试题解析版.docx
-
13年助理医师模拟题病理学27页word资料.docx
-
037全国自考美学历年真题及答案.docx
-
310北京研讨会数学.docx
-
ABCD 世界四大粮商的前世今生.docx
-
《初级会计实务》笔记与真题.docx
-
《工程荷载与可靠度设计原理》课后思考题及复习详解1解析.docx
-
《计算机硬件组装与维护》教案.docx
-
《面向对象分析与设计UML》期末总复习.docx
-
《天津市土地管理条例》.docx
-
《信息安全等级保护测评机构管理办法》最新.docx
-
《左传》翻译练习及参考答案.docx
-
3手术衣医疗器械安全有效基本要求清单0821.docx
-
12压力容器压力管道设计许可规则.docx
-
《白洋淀纪事》教案知识讲解.docx
-
《耳朵上的绿星》教案.docx
-
《会计学基础》考试试题及答案.docx
-
《白鹅》教学设计范文通用9篇.docx
-
《流浪地球》观后感15篇.docx
-
《东北地区》练习题.docx
-
《皇帝的新衣》读后感.docx
-
《伶官传序》讲解及知识训练.docx
-
《市场营销学》形考答案.docx
-
《小池》教学反思.docx
-
《别踩白块度典范版》设计计划文档.docx
-
技术支持与售后服务方案Word文档下载推荐.docx
-
平台运营总监岗位职责Word格式文档下载.docx
-
草甘膦复配产品Word文档下载推荐.docx
-
金属切削原理和刀具第5版课后习题答案解析Word下载.docx
-
亚洲非洲综合测试题Word格式.docx
-
成本管理会计模拟试卷四Word下载.docx
-
茶艺师中级考试最新版题库及答案一Word文档下载推荐.docx
-
学习资料简版Word文档下载推荐.docx
-
研究生法院实习报告Word文件下载.docx
-
财务报表分析期末考试题全部排序Word文件下载.docx
-
成本和费用类会计分录汇总文档格式.doc
-
产品认证安规知识资料Word文档下载推荐.docx
-
个人外汇管理试题Word文件下载.doc
-
演讲比赛第一个出场经验文档格式.docx
-
财务管理复习重点文档格式.docx
-
常见电气元件图形符号文字符号一览表1Word文档下载推荐.docx
-
学校上学期德育工作计划Word文件下载.docx
-
冀教版四年级英语下册全册教案2Word文档格式.docx
-
企业信息化建设调研问卷及调研报告Word格式文档下载.docx
