 传动箱体工艺与夹具设计机 械 加 工 工 序 卡.docx
传动箱体工艺与夹具设计机 械 加 工 工 序 卡.docx
- 文档编号:14193094
- 上传时间:2023-06-21
- 格式:DOCX
- 页数:16
- 大小:104.77KB
传动箱体工艺与夹具设计机 械 加 工 工 序 卡.docx
《传动箱体工艺与夹具设计机 械 加 工 工 序 卡.docx》由会员分享,可在线阅读,更多相关《传动箱体工艺与夹具设计机 械 加 工 工 序 卡.docx(16页珍藏版)》请在冰点文库上搜索。
传动箱体工艺与夹具设计机械加工工序卡
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
工序名称
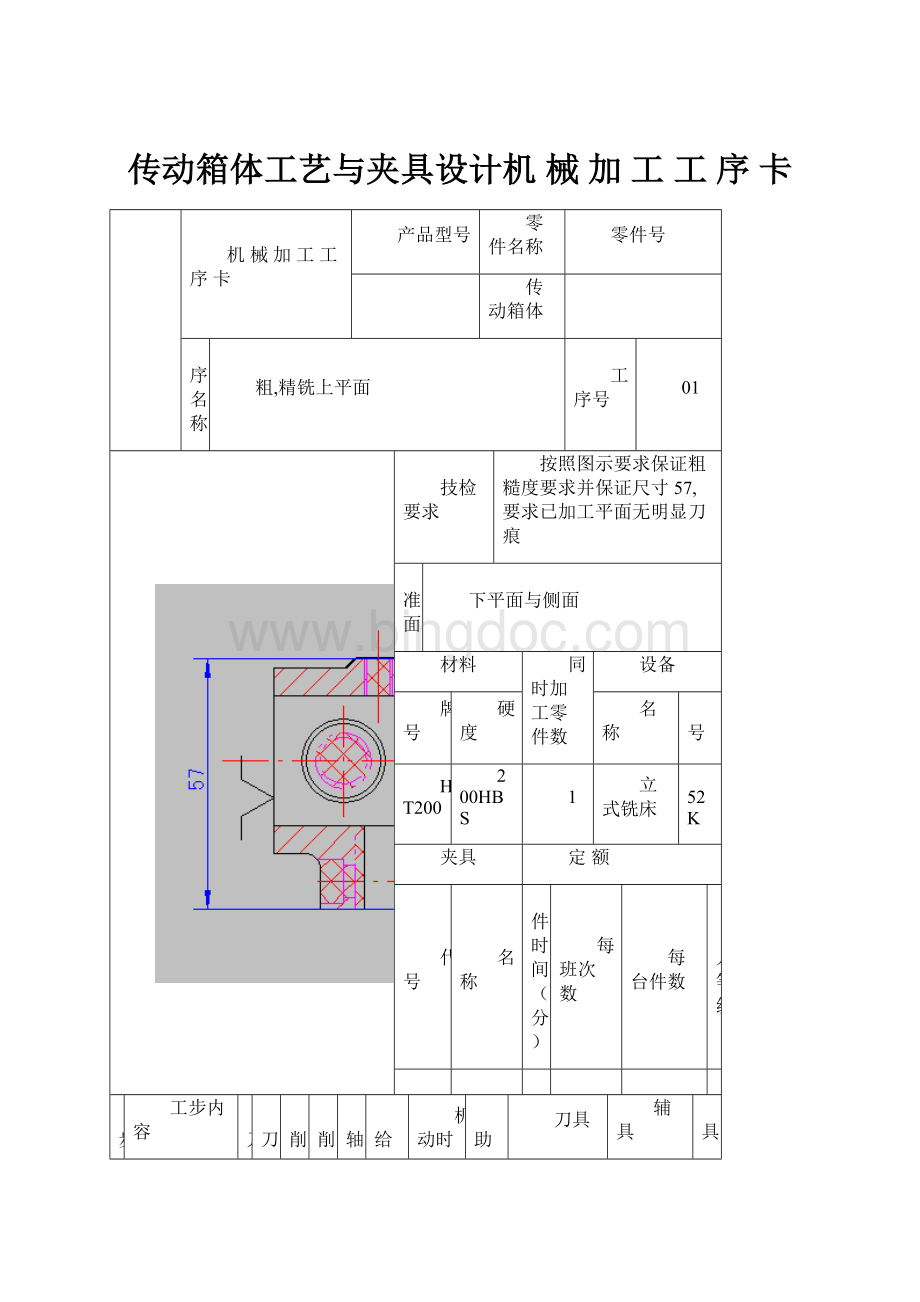
粗,精铣上平面
工序号
01
技检要求
按照图示要求保证粗糙度要求并保证尺寸57,要求已加工平面无明显刀痕
基准面
下平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
立式铣床
X52K
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
粗铣平面,控制尺寸到104mm
55
1
2
1.57
300
4.8
1.13
1.04
高速钢三面刃圆盘铣刀
1
1
专用量具
2
精铣平面,控制尺寸到103mm
55
1
2
0.4
75
0.8
1.09
1.04
高速钢三面刃圆盘铣刀
1
1
专用量具
拟制
日期
审核
日期
批准
日期
共页
第页
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
02
工序名称
粗,精铣下平面
工序号
技检要求
按照图示要求保证粗糙度要求并保证尺寸100±0.1工平面无明显刀痕
基准面
上平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
立式铣床
X52K
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
粗铣平面,控制尺寸到101mm
70
1
2
1.57
300
4.8
1.13
1.04
高速钢三面刃圆盘铣刀
1
专用量具
2
精铣平面,控制尺寸到100mm
70
1
1
0.4
75
0.8
1.09
1.04
高速钢三面刃圆盘铣刀
1
专用量具
拟制
日期
审核
日期
批准
日期
共页
第页
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
工序名称
粗精铣宽度为20mm的侧面
工序号
03
技检要求
按照图示要求保证粗糙度要求并保证尺寸20及62尺寸无明显刀痕,并且保证各面没有可以刀痕
基准面
下平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
立式铣床
X52K
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
粗铣平面,控制尺寸到21与61
40
1
2
1.57
300
0.12
2.21
0.41
高速钢三面刃圆盘铣刀
1
1
专用量具
精铣平面,控制尺寸到20与60mm
40
1
1
0.4
75
0.08
2.21
0.41
高速钢三面刃圆盘铣刀
1
1
专用量具
拟制
日期
审核
日期
批准
日期
共页
第页
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
工序名称
镗上平面孔
工序号
04
技检要求
按照图示要求保证粗糙度并保证各孔尺寸,各孔表面没有明显可见的刀痕迹,控制各孔的轴之间的同轴度要求
基准面
下平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
卧式镗床
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
粗镗上面各孔,镗削余量单边为2mm
8
1
2
2.98
1000
0.2
0.227
2.61
硬质合金镗刀
1
塞规
2
精镗上面各孔,镗削余量单边为0.5mm
8
1
0.5
3.09
1000
0.15
0.279
1.86
硬质合金镗刀
1
塞规
拟制
日期
审核
日期
批准
日期
共页
第页
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
工序名称
镗下平面孔
工序号
05
技检要求
按照图示要求保证粗糙度并保证各孔尺寸,各孔表面没有明显可见的刀痕迹,控制各孔的轴之间的同轴度要求
基准面
上平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
卧式镗床
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
粗镗下面各孔,镗削余量单边为2mm
18
1
2
1.75
600
0.2
0.96
2.61
硬质合金镗刀
1
专用塞规
精镗下面各孔,镗削余量单边为0.5mm
18
1
0.5
3.09
800
0.15
0.224
1.56
硬质合金镗刀
1
专用塞规
拟制
日期
审核
日期
批准
日期
共页
第页
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
工序名称
钻上平面M6螺纹底孔
工序号
06
技检要求
采用塞规检查各孔的尺寸大小,不合格的产品杜决流入下道工序
基准面
下平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
200
200HBS
1
立式钻床
Z535
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
钻上面各孔至Φ5
8
1
0.24
900
0.25
0.118
1.77
Φ5的麻花钻头
1
专用塞规
2
攻丝至M6
8
1
0.15
480
0.15
0.05
1.77
M6细柄机用丝锥攻螺纹
1
专用塞规
拟制
日期
审核
日期
批准
日期
共页
第页
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
工序名称
钻两侧平面M4螺纹底孔
工序号
07
技检要求
采用塞规检查各孔的尺寸大小,不合格的产品杜决流入下道工序
基准面
上平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
Z535
立式钻床
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
钻上面各孔至Φ7
18
1
0.33
900
0.25
0.128
0.177
Φ3.5的麻花钻头
1
专用塞规
2
攻丝至M8
18
1
0.15
360
0.15
0.09
0.177
M4细柄机用丝锥攻螺纹
1
专用塞规
拟制
日期
审核
日期
批准
日期
共页
第页
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
08
工序名称
钻台阶小孔
工序号
08
技检要求
采用塞规检查各孔的尺寸大小,不合格的产品杜决流入下道工序
基准面
上平面与侧面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
立式钻床
Z535
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
钻台阶面的各个小孔并用塞规控制其大小
8
1
0.33
900
0.25
0.128
0.177
Φ7的麻花钻头
1
专用塞规
8
1
0.15
360
0.15
0.09
0.177
Φ9.5的麻花钻头
1
专用塞规
拟制
日期
审核
日期
批准
日期
共页
第页
机械加工工序卡
产品型号
零件名称
零件号
传动箱体
工序名称
钻箱体侧面两孔
工序号
09
技检要求
采用塞规检查各螺纹孔的尺寸大小,不合格的产品杜决流入下道工序
基准面
下平面
材料
同时加工零件数
设备
牌号
硬度
名称
型号
HT200
200HBS
1
立式钻床
Z535
夹具
定额
代号
名称
单件时间(分)
每班次数
每台件数
工人等级
工步号
工步内容
走刀长度(毫米)
走刀次数
切削深度(毫米)
切削速度(米/秒)
主轴转速(转/分)
进给量(毫米/转)
机动时间(分)
辅助时间(分)
刀具
辅具
量具
名称规格
数量
名称规格
数量
名称规格
1
钻箱体侧面各小孔并用螺纹塞规控制其大小
8
1
0.25
900
0.25
0.118
1.77
Φ10的麻花钻头
专用塞规
2
攻丝至M6
8
1
0.15
480
0.15
0.05
1.77
Φ16麻花钻头
专用塞规
拟制
日期
审核
日期
批准
日期
共页
第页


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 传动箱体工艺与夹具设计机 传动 箱体 工艺 夹具 设计
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 #电控发动机的故障诊断与排除.docx
#电控发动机的故障诊断与排除.docx
-
《财务管理学》人大版第五章习题答案.docx
-
《公路养护工程量清单及计量规范》编制.docx
-
《反抗之真心英雄》读后感.docx
-
《C语言程序设计》阅读程序写结果试题汇总.docx
-
《汉书艺文志》小说家与子部小说著录.docx
-
《江苏省建设工程施工项目经理部和项目监理机构主要管理人员配备办法》.docx
-
《C语言程序设计》课程形成性考核作业.docx
-
《诚实与信任》教学设计.docx
-
《变化社会中的政治秩序》读后感.docx
-
《44光的折射》教案.docx
-
《归去来兮辞》优化教案及课文解析.docx
-
《大数据导论》19秋期末考核0001.docx
-
《大型养路机械使用管理规则》.docx
-
《混凝土结构工程施工质量验收规范》GB 条文说明.docx
-
《会计基础》练习答案解析.docx
-
《民法典》试题第三编合同二试题及答案.docx
-
《建设工程消防监督管理规定》公安部119号令1101.docx
-
《赢》杰克韦尔奇读书笔记.docx
-
《活出全新的自己》读后感精选9篇.docx
-
《拿破仑传》读后感范文5篇.docx
-
《去年的树》课堂实录及点评doc.docx
-
《人体解剖生理学》练习题库.docx
-
00以内整数加减.docx
-
《手工制作中培养幼儿创意能力的实践研究》完整.docx
-
《校园防汛工作计划》.docx
-
06年批发零售业研究报告.docx
-
《小王子》金句赏析英语作文.docx
-
《中华人民共和国职业病防治法》条文释义下.docx
-
007电子请柬.docx
-
1物业事业部运营管理方案.docx
-
《新闻写作教程》中篇整理资料.docx
-
最新街道排水及雨污水管道工程施工组织设计.docx
-
组织机构变更专项内审.docx
-
最新七年级数学上册《走近数学世界生活中的图形》教案.docx
-
最热点的12种导航模式.docx
-
最新人教版一年级语文上册短文阅读专项练习题及答案.docx
-
最新四六级英语作文万能模板.docx
-
最新matlab电力系统潮流计算.docx
-
最新部编版二年级语文下册第三单元教案.docx
-
最新地籍测量考试复习题+答案.docx
-
最新国家开放大学电大《人力资源管理》机考第六套真题题库.docx
-
最新届唐山市开滦二中高三20月考英语试题及.docx
-
最新庆六一主题班会教案.docx
-
最新人民医院创建市级文明单位申报材料.docx
-
最新苏教版小学科学二年级下册第二单元《6自制指南针》教学设计2.docx
-
最新新版冀教版四年级英语上重点知识归纳.docx
-
最新运动生理试题集.docx
-
最新自考中国当代文学史知识总汇复习资料考试必备.docx
-
整理SBR工艺及改型.docx
-
整理微生物与免疫.docx
