 CA车床手柄座加工工艺及夹具设计工艺卡片.docx
CA车床手柄座加工工艺及夹具设计工艺卡片.docx
- 文档编号:1398757
- 上传时间:2023-04-30
- 格式:DOCX
- 页数:15
- 大小:42.69KB
CA车床手柄座加工工艺及夹具设计工艺卡片.docx
《CA车床手柄座加工工艺及夹具设计工艺卡片.docx》由会员分享,可在线阅读,更多相关《CA车床手柄座加工工艺及夹具设计工艺卡片.docx(15页珍藏版)》请在冰点文库上搜索。
CA车床手柄座加工工艺及夹具设计工艺卡片
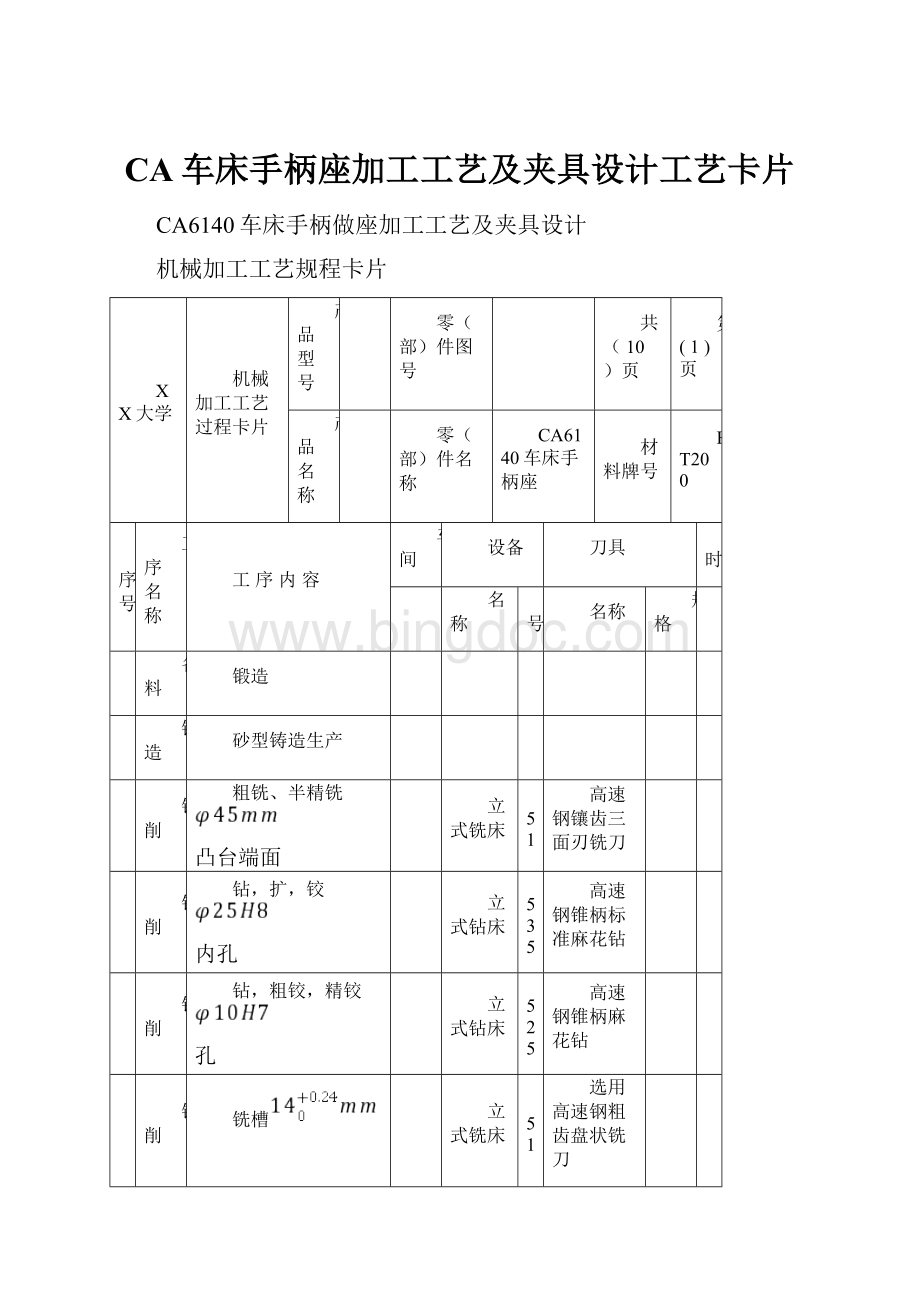
CA6140车床手柄做座加工工艺及夹具设计
机械加工工艺规程卡片
XX大学
机械加工工艺过程卡片
产品型号
零(部)件图号
共(10)页
第
(1)页
产品名称
零(部)件名称
CA6140车床手柄座
材料牌号
HT200
工序号
工序名称
工序内容
车间
设备
刀具
工时
名称
型号
名称
规格
1
备料
锻造
2
铸造
砂型铸造生产
3
铣削
粗铣、半精铣
凸台端面
立式铣床
X51
高速钢镶齿三面刃铣刀
4
钻削
钻,扩,铰
内孔
立式钻床
Z535
高速钢锥柄标准麻花钻
5
钻削
钻,粗铰,精铰
孔
立式钻床
Z525
高速钢锥柄麻花钻
6
铣削
铣槽
立式铣床
X51
选用高速钢粗齿盘状铣刀
7
钻削
钻、粗铰、精铰
螺纹孔
立式钻床
Z525
高速钢锥柄麻花钻
8
钻削
钻
底孔,攻螺纹孔
立式钻床
Z525
高速钢锥柄麻花钻
9
钻削
钻
锥销通孔
立式钻床
Z525
高速钢麻花钻
10
拉削
插键槽
卧式插床
11
钻削
钻槽底通孔钻
立式钻床
Z525
高速钢锥柄麻花钻
18
检验入库
标记
签字
处数
审核
日期
XX大学
机械加工工序卡片
工序名称
铣
凸台端面
工序号
3
零件名称
CA6140车床手柄座
零件号
83115
零件重量
0.73kg
同时加工
零件数目
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS151-229
模锻件
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
安装及工步说明
刀具
量具
主轴转速
切削速度
进给量
切削深度
走刀长度
基本工时
r/min
m/min
mm/r
mm
mm
min
1
粗铣
凸台端面
高速钢镶齿三面刃铣刀
卡板
160
20
0.15
3.5
0.43
2
半精铣
凸台端面
高速钢镶齿三面刃铣刀
卡板
160
20
0.15
2
0.65
3
设计
审核
共10页
第2页
XX大学
机械加工工序卡片
工序名称
钻,扩,绞
孔
工序号
4
零件名称
CA6140车床手柄座
零件号
831015
零件重量
0.73kg
同时加工
零件数目
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS151-229
模锻件
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z535
工步
安装及工步说明
刀具
量具
主轴转速
切削速度
进给量
切削深度
走刀长度
基本工时
r/min
m/min
mm/r
mm
mm
min
1
钻孔
高速钢锥柄标准麻花钻
卡尺
195
14.08
83.9
11.5
54
0.64
2
扩孔
高速钢锥柄扩孔钻
卡尺
68
5.29
49.0
0.9
54
1.1
3
铰
孔
高速钢锥柄机用铰刀
卡尺
68
5.34
83.0
0.1
54
0.65
设计
审核
共10页
第3页
XX大学
机械加工工序卡片
工序名称
钻,绞
孔
工序号
5
零件名称
CA6140车床手柄座
零件号
831015
零件重量
0.73kg
同时加工
零件数目
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS151-229
模锻件
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z525
工步
安装及工步说明
刀具
量具
主轴转速
切削速度
进给量
切削深度
走刀长度
基本工时
r/min
m/min
mm/r
mm
mm
min
1
钻
孔
高速钢锥柄麻花钻
卡尺
960
29.54
163.2
4.9
50
0.31
2
粗铰
孔
高速钢锥柄机用铰刀
卡尺
195
6.1
253.5
0.08
48
0.19
3
精铰
孔
高速钢锥柄机用铰刀
卡尺
195
6.12
156
0.02
48
0.31
设计
审核
共10页
第4页
XX大学
机械加工工序卡片
工序名称
铣
的槽
工序号
6
零件名称
CA6140车床手柄座
零件号
831015
零件重量
0.73kg
同时加工
零件数目
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS151-229
模锻件
设备
夹具
辅助工具
名称
型号
专用夹具
立式铣床
X51
工步
安装及工步说明
刀具
量具
主轴转速
切削速度
进给量
切削深度
走刀长度
基本工时
r/min
m/min
mm/r
mm
mm
min
1
铣
的槽
高速钢粗齿盘状铣刀
卡板
375
14.72
0.2
37
9.6
2
3
设计
审核
共10页
第5页
XX大学
机械加工工序卡片
工序名称
钻,粗绞,精绞
孔
工序号
7
零件名称
CA6140车床手柄座
零件号
831015
零件重量
0.73kg
同时加工
零件数目
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS151-229
模锻件
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z525
工步
安装及工步说明
刀具
量具
主轴转速
切削速度
进给量
切削深度
走刀长度
基本工时
r/min
m/min
mm/r
mm
mm
min
1
钻
孔
高速钢锥柄麻花钻
卡尺
272
11.10
98
6.5
35
0.36
2
粗铰
孔
高速钢锥柄机用铰刀
卡尺
140
6.13
113.4
0.475
35
0.31
3
精绞
孔
高速钢锥柄机用铰刀
卡尺
140
6.15
86.8
1.0
35
0.40
设计
审核
共10页
第6页
XX大学
机械加工工序卡片
工序名称
钻
底孔
攻螺纹
孔
工序号
8
零件名称
CA6140车床手柄座
零件号
831015
零件重量
0.73kg
同时加工
零件数目
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS151-229
模锻件
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z525
工步
安装及工步说明
刀具
量具
主轴转速
切削速度
进给量
切削深度
走刀长度
基本工时
r/min
m/min
mm/r
mm
mm
min
1
钻
底孔
高速钢锥柄麻花钻
卡尺
545
14.55
152.6
4.25
16
0.10
2
攻螺纹
孔
高速钢机用丝锥
螺纹
量规
272
6.8
340
0.75
16
0.05
3
设计
审核
共10页
第7页
XX大学
机械加工工序卡片
工序名称
钻
锥销通孔
工序号
9
零件名称
CA6140车床手柄座
零件号
831015
零件重量
0.73kg
同时加工
零件数目
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS151-229
模锻件
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z525
工步
安装及工步说明
刀具
量具
主轴转速
切削速度
进给量
切削深度
走刀长度
基本工时
r/min
m/min
mm/r
mm
mm
min
1
钻
的圆锥孔
高速钢锥柄麻花钻
卡尺
1360
20.5
136
2.5
13
0.096
2
铰
的孔
高速钢锥柄机用机用铰刀
卡尺
392
6.15
235.2
13
0.05
3
设计
审核
共10页
第8页
XX大学
机械加工工序卡片
工序名称
插键槽
工序号
10
零件名称
CA6140车床手柄座
零件号
831015
零件重量
0.73kg
同时加工
零件数目
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS151-229
模锻件
设备
夹具
辅助工具
名称
型号
专用夹具
卧式插床
工步
安装及工步说明
刀具
量具
主轴转速
切削速度
进给量
切削深度
走刀长度
基本工时
r/min
m/min
mm/r
mm
mm
min
1
插键槽
插刀
卡板
52
0.6
54
设计
审核
共10页
第9页
XX大学
机械加工工序卡片
工序名称
钻,绞
孔
工序号
11
零件名称
CA6140车床手柄座
零件号
831015
零件重量
0.73kg
同时加工
零件数目
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS151-229
模锻件
设备
夹具
辅助工具
名称
型号
专用夹具
立式钻床
Z525
工步
安装及工步说明
刀具
量具
主轴转速
切削速度
进给量
切削深度
走刀长度
基本工时
r/min
m/min
mm/r
mm
mm
min
1
钻
孔
高速钢锥柄麻花钻
卡尺
1326
20.5
132.6
10.2
2.4
0.075
2
铰
孔
高速钢锥柄机用铰刀
卡尺
392
6.77
235.2
10.2
0.35
0.043
3
设计
审核
共10页
第10页
XX大学
机械加工工序卡片
工序名称
钻,扩,绞
孔
工序号
II
零件名称
CA6140车床手柄座
零件号
831015
零件重量
0.73kg
同时加工
零件数目
1
材料
毛坯
牌号
硬度
型式
重量
HT200
HBS151-229
模锻件
设备
夹具
辅助工具
名称
型号
立式钻床
Z535
工步
安装及工步说明
刀具
量具
主轴转速
切削速度
进给量
切削深度
走刀长度
基本工时
r/min
m/min
mm/r
mm
mm
min
1
粗铣
凸台端面
160
20
0.15
3.5
1
2
半精铣
凸台端面
160
20
0.15
2
3
设计
审核
共10页
第页


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- CA 车床 手柄 加工 工艺 夹具 设计 卡片
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 整编新型生态农业旅游休闲农庄项目发展建设市场研究报告.docx
整编新型生态农业旅游休闲农庄项目发展建设市场研究报告.docx
-
证券投资顾问业务暂行规定.docx
-
知识产权法司法考试历年真题及答案解析.docx
-
职业道德的复习重点.docx
-
志愿者活动心得精选多篇.docx
-
治理雾霾应重视大气静电学说.docx
-
中国成人脑死亡判定标准与操作规范第二版.docx
-
中国名牌产品申请表.docx
-
中国纸板产业深度调研及产业投资评估报告.docx
-
中考化学考点分类解析导学案14第3讲碳和碳的氧化物1碳单质的物理性质和用途.docx
-
中学学年度第二学期学校工作计划.docx
-
中英文安全标语word版本 26页.docx
-
重庆市高考英语试题.docx
-
注册安全工程师《安全生产管理知识》真题及答案.docx
-
装机必备硬件基础知识再接再厉完成装机.docx
-
子部.docx
-
总结范文骨干教师培训总结15篇.docx
-
最新 Marlin固件全中文解析.docx
-
最新部编版三年级语文上册第24课《司马光》教学设计.docx
-
最新二年级数学上册寒假作业全面系统146.docx
-
最新猴年祝贺词大全 精品.docx
-
最新入党思想报告3000字范文思想汇报文档五篇.docx
-
《OTL功率放大器的制作与调试》项目教学设计方案.docx
-
《化学方程式》单元检测2.docx
-
中考语文阅读精品题.docx
-
工伤司法鉴定标准是怎样的.docx
-
公共事务管理硕士在职专班入学研究计画书.docx
-
公考必备《行测》数量关系题库.docx
-
股票技术指标详解二.docx
-
人教版数学六下第二单元《百分数二》word教案精品教案.docx
-
简大型机房建设系统全套设计方案.docx
-
建筑工程基础加固与纠偏处理应用探讨.docx
-
职工工资调整方案正规版Word下载.docx
-
重大资产重组框架协议Word下载.docx
-
山东省会计从业资格专业知识无纸化考试试卷Word格式.docx
-
山东省监理工程师:担保合同考试试题Word下载.docx
-
典当企业实习报告(范文)Word文件下载.docx
-
智能家居课程教案文档格式.docx
-
山东省临床医学检验技术相关专业知识考试试题Word文档格式.docx
-
中北大学《数字信号处理》实验报告Word格式.docx
-
pconline1511430539113文档格式.doc
-
小学语文二年级上册知识点汇总1汇编文档格式.docx
-
内审员考试题及答案11Word格式文档下载.doc
-
小学支教工作总结同名27988Word下载.docx
-
宁夏省安全工程师《安全生产法》:生产安全事故责任追究模拟试题Word文档下载推荐.docx
-
井冈山培训学习心得体会感想24篇弘扬学习井冈山精神学习心得体会24篇汇编Word文件下载.docx
-
宁夏省安全工程师安全生产法:行为许可与资格许可考试试卷Word格式文档下载.docx
-
校园雷锋事迹作文Word格式文档下载.docx
-
最终灭菌医疗器械的包装验证方案文档格式.docx
-
写心灵美的作文Word格式文档下载.docx
-
宁夏省口腔助理医师外科学:单纯性牙周炎模拟试题Word格式文档下载.docx
