 关键工序 吊笼 检验记录.docx
关键工序 吊笼 检验记录.docx
- 文档编号:13067507
- 上传时间:2023-06-10
- 格式:DOCX
- 页数:47
- 大小:72.61KB
关键工序 吊笼 检验记录.docx
《关键工序 吊笼 检验记录.docx》由会员分享,可在线阅读,更多相关《关键工序 吊笼 检验记录.docx(47页珍藏版)》请在冰点文库上搜索。
关键工序吊笼检验记录
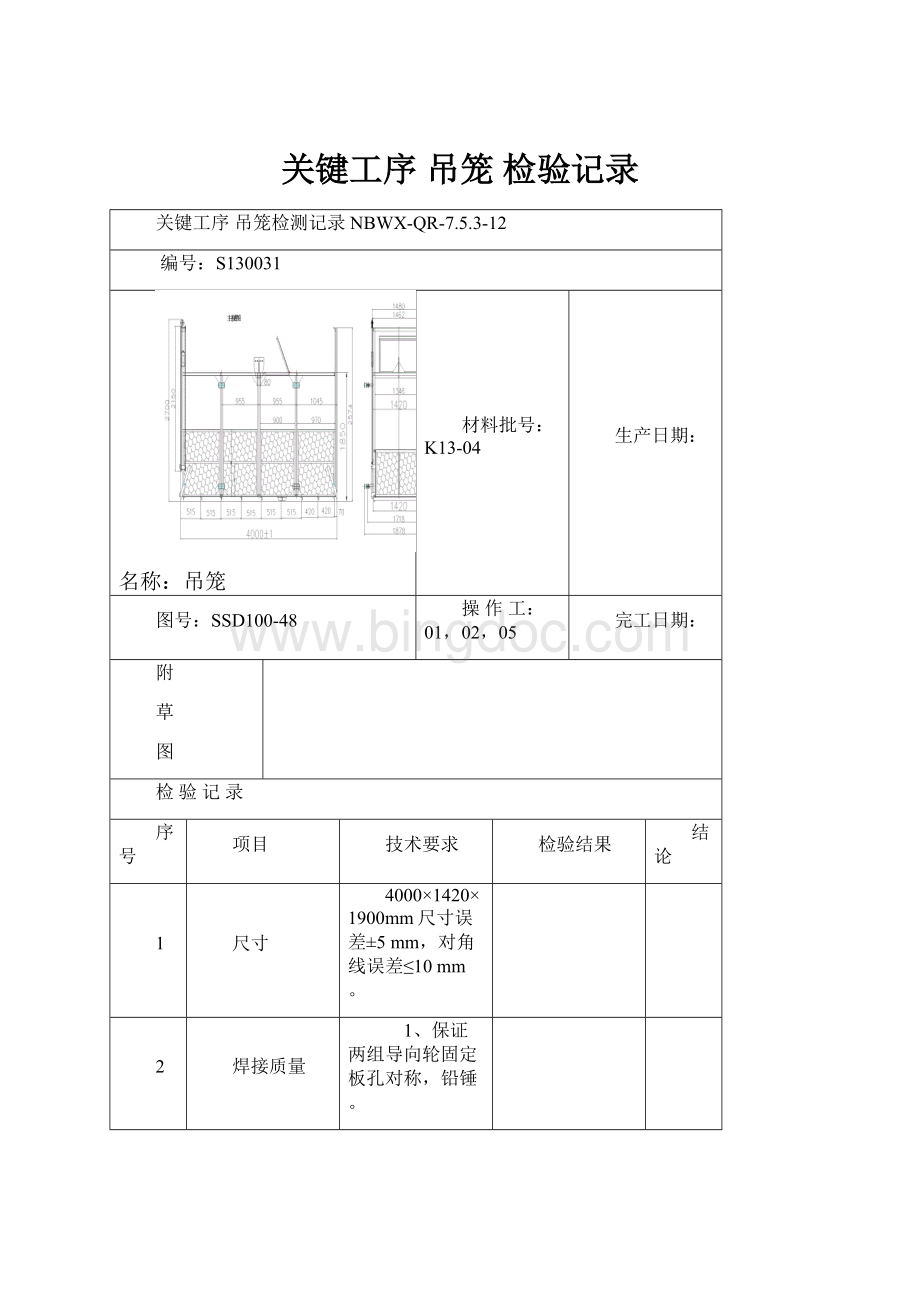
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130031
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
01,02,05
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
1、笼身喷涂黄漆,笼底喷涂黑漆。
2、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130032
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
04,05,07
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
3、笼身喷涂黄漆,笼底喷涂黑漆。
4、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130033
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
06,07,10
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
5、笼身喷涂黄漆,笼底喷涂黑漆。
6、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130034
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
01,03,05
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
7、笼身喷涂黄漆,笼底喷涂黑漆。
8、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130035
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
05,06,10
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
9、笼身喷涂黄漆,笼底喷涂黑漆。
10、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130036
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
04,05,07
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
11、笼身喷涂黄漆,笼底喷涂黑漆。
12、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130037
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
02,05,08
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
13、笼身喷涂黄漆,笼底喷涂黑漆。
14、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130038
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
06,08,09
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
15、笼身喷涂黄漆,笼底喷涂黑漆。
16、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130039
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
06,08,10
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
17、笼身喷涂黄漆,笼底喷涂黑漆。
18、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130040
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
03,04,09
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
19、笼身喷涂黄漆,笼底喷涂黑漆。
20、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130041
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
11,12,13
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
21、笼身喷涂黄漆,笼底喷涂黑漆。
22、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130042
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
01,03,05
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
23、笼身喷涂黄漆,笼底喷涂黑漆。
24、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130043
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
05,07,09
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
25、笼身喷涂黄漆,笼底喷涂黑漆。
26、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130044
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
04,06,07
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
27、笼身喷涂黄漆,笼底喷涂黑漆。
28、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130045
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
15,22,23
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
29、笼身喷涂黄漆,笼底喷涂黑漆。
30、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130046
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
14,15,20
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
31、笼身喷涂黄漆,笼底喷涂黑漆。
32、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130047
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
01,08,10
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
33、笼身喷涂黄漆,笼底喷涂黑漆。
34、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130048
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
03,06,07
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
35、笼身喷涂黄漆,笼底喷涂黑漆。
36、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130049
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
01,06,08
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
37、笼身喷涂黄漆,笼底喷涂黑漆。
38、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130050
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
10,13,16
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
39、笼身喷涂黄漆,笼底喷涂黑漆。
40、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130021
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
01,02,04
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
41、笼身喷涂黄漆,笼底喷涂黑漆。
42、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130022
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
05,06,08
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
43、笼身喷涂黄漆,笼底喷涂黑漆。
44、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130023
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
10,12,13
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
45、笼身喷涂黄漆,笼底喷涂黑漆。
46、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130024
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
21,12,09
完工日期:
附
草
图
检验记录
序号
项目
技术要求
检验结果
结论
1
尺寸
4000×1420×1900mm尺寸误差±5mm,对角线误差≤10mm。
2
焊接质量
1、保证两组导向轮固定板孔对称,铅锤。
2、保证导绳耳座在横梁中心位置。
3、无虚焊、漏焊、裂痕、弧坑、部件搭接错位。
3
表面处理
47、笼身喷涂黄漆,笼底喷涂黑漆。
48、喷涂均匀,无漏喷、无花斑。
4
变形校正
平直度≤2mm
吊笼整体结论:
检验员签字/时间:
关键工序吊笼检测记录NBWX-QR-7.5.3-12
编号:
S130025
名称:
吊笼
材料批号:
K13-04
生产日期:
图号:
SSD100-48
操作工:
11,05,0


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 关键工序 吊笼 检验记录 关键 工序 检验 记录
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C语言》课程标准.docx
《C语言》课程标准.docx
-
《初级会计实务》试题题库大全及答案详解.docx
-
《电子商务概论》模拟试题.docx
-
《教育学》读后感范文精选6篇.docx
-
《孔雀东南飞》读书笔记精选多篇.docx
-
《城镇燃气调压箱》国标.docx
-
《浅谈雨雾天如何做好安全行车》.docx
-
《电力电子技术》教案讲解学习.docx
-
《空间中直线与直线之间的位置关系》教学设计方案.docx
-
《木棉树》阅读答案.docx
-
《人大代表述职评议精选范文》.docx
-
《薪酬管理办法》.docx
-
《水》读后感精选多篇.docx
-
《无线通信原理及应用》课后习题.docx
-
《医疗机构医务人员三基训练指南医院感染管理分册》.docx
-
2分钟带翻译英语演讲稿5篇.docx
-
4s店现状分析.docx
-
06设计附加值.docx
-
《茶馆》综合能力测试题教案教学设计.docx
-
《关于深入推行科技特派员制度的若干意见》文档.docx
-
《机电企业管理导论》课后习题及答案1.docx
-
《卡普里岛》音乐教案.docx
-
《汽车维修企业管理》复习题同名17703.docx
-
《社会思想名家》刘易斯科塞自理笔记.docx
-
《调皮的日子》题库.docx
-
《心愿》教学反思.docx
-
《坐井观天》教学设计 14教案教学设计.docx
-
①怎么维持物价稳固涨字牵动百姓心.docx
-
4s店管理制度.docx
-
5有限空间作业审批.docx
-
12电气安全操作规程.docx
-
20XX年石材行业污染治理工作总结.docx
-
支架及光伏组件安装作业指导书.docx
-
最新银行廉政考试实用word文档 18页.docx
-
质量就是生命主题演讲稿.docx
-
珍贵树种种苗生产基地建设投资项目商业计划书.docx
-
学1718学学年下学期八年级期末考试英语试题附答案.docx
-
中国证券市场低效率的制度分析.docx
-
中学20XX学年度第一学期工作要点.docx
-
学年江苏省宿迁市泗阳县学年高一下学期期中考试语文试题答案+解析.docx
-
最新版外研版七年级英语上册Module4单元测试题及答案精编试题.docx
-
重庆市名校联盟高二英语下学期第二次联考试题新人教版.docx
-
医疗服务合同范本医疗服务合同样本.docx
-
桩基工程施工设计.docx
-
译林版小学六年级英语毕业考试小升初英语知识点大汇总.docx
-
最新文档成都的英文导游词精选word文档 12页.docx
-
足球大课间活动方案.docx
-
园林小区施工组织方案.docx
-
最新掌上网络棋牌游戏市场定位及运营推广项目策划方案.docx
-
最新大学生预备党员思想汇报思想汇报文档五篇 2.docx
-
浙江版小学一年级美术教案新版.docx
