 法兰克代码及功能一览表.docx
法兰克代码及功能一览表.docx
- 文档编号:13061451
- 上传时间:2023-06-10
- 格式:DOCX
- 页数:7
- 大小:16.62KB
法兰克代码及功能一览表.docx
《法兰克代码及功能一览表.docx》由会员分享,可在线阅读,更多相关《法兰克代码及功能一览表.docx(7页珍藏版)》请在冰点文库上搜索。
法兰克代码及功能一览表
法兰克代码及功能一览表
法兰克代码及功能一览表
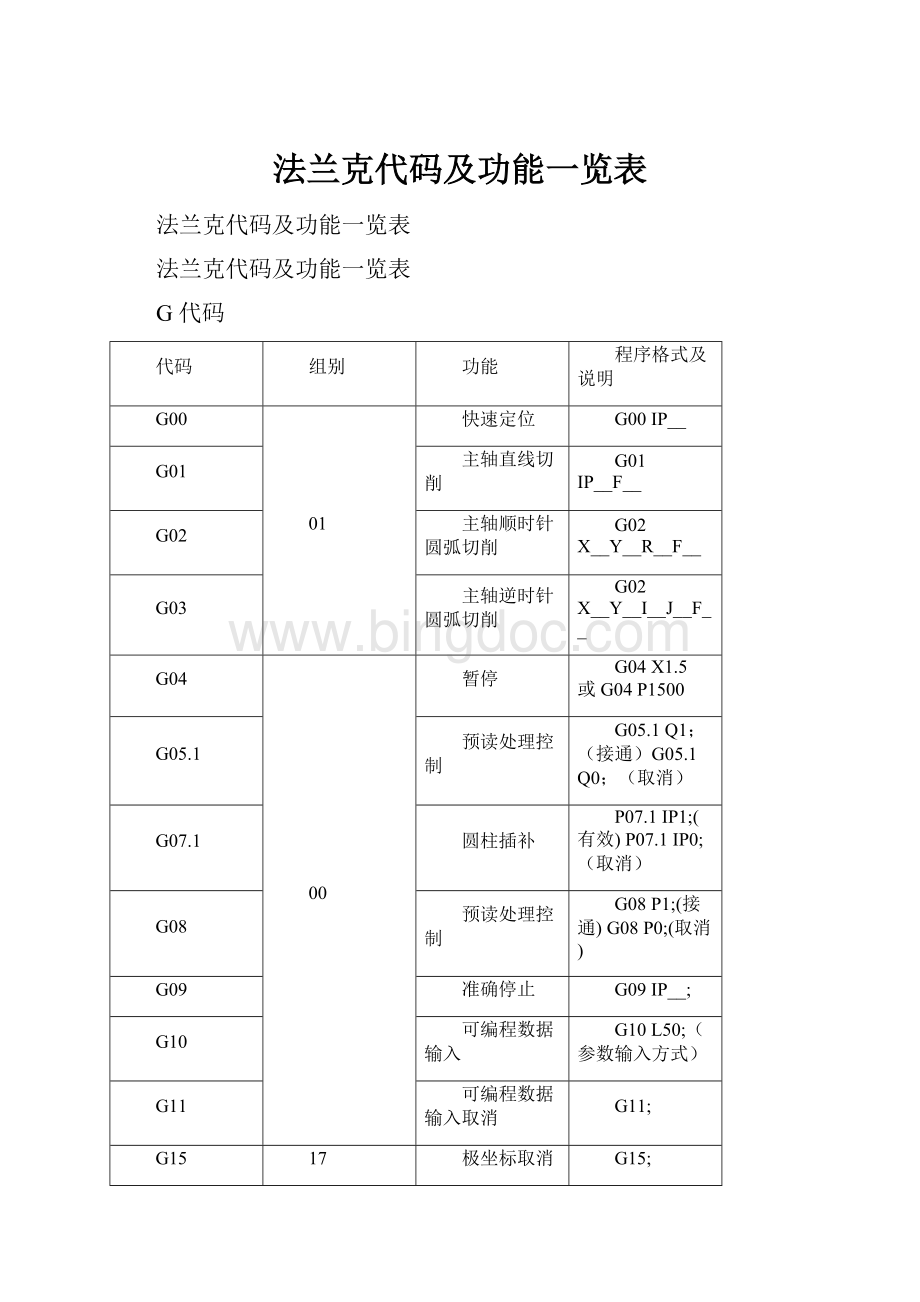
G代码
代码
组别
功能
程序格式及说明
G00
01
快速定位
G00IP__
G01
主轴直线切削
G01IP__F__
G02
主轴顺时针圆弧切削
G02X__Y__R__F__
G03
主轴逆时针圆弧切削
G02X__Y__I__J__F__
G04
00
暂停
G04X1.5或G04P1500
G05.1
预读处理控制
G05.1Q1;(接通)G05.1Q0;(取消)
G07.1
圆柱插补
P07.1IP1;(有效)P07.1IP0;(取消)
G08
预读处理控制
G08P1;(接通)G08P0;(取消)
G09
准确停止
G09IP__;
G10
可编程数据输入
G10L50;(参数输入方式)
G11
可编程数据输入取消
G11;
G15
17
极坐标取消
G15;
G16
极坐标指令
G16;
G17
02
选择XY平面
G17;
G18
选择ZX平面
G18;
G19
选择YZ平面
G19;
G20
06
英寸输入
G20;
G21
毫米输入
G21;
G22
04
行程检测接通
G22X__Y__Z__I__J__K__;
G23
行程检测断开
G23;
G27
00
返回参考点检测
G27IP__;(IP为指定的参考点)
G28
返回参考点
G28IP__;(IP为经过的中间点)
G29
从参考点发挥
G29IP__;(IP为返回目标点)
G30
返回第2/3/4参考点
G30P3IP__;或G30P4IP__;
G31
跳转功能
G31IP__;
G33
01
螺纹切削
G33IP__F__;(F为导程)
G37
00
自动刀具长度测量
G37IP__;
G39
拐角偏置圆弧插补
G39;或G39I__J__;
G40
07
刀具半径补偿取消
G40;
G41
刀具半径左补偿
G41G01IP__D__;
G42
刀具半径右补偿
G42G01IP__D__;
G40.1
法线方向控制取消
G40.1;
G41.1
左侧法线方向控制
G41.1;
G42.1
右侧法线方向控制
G42.1;
G43
正向刀具长度补偿
G43G01Z__H__;
G44
负向刀具长度补偿
G44G01Z__H__;
代码
组别
功能
程序格式及说明
G45
00
刀具偏置位置加
G45IP__D__;
G46
刀具偏置位置减
G46IP__D__;
G47
刀具位置偏置加1倍
G47IP__D__;
G48
刀具位置偏置为原来的1/2
G48IP__D__;
G49
08
刀具长度补偿取消
G49
G50
11
比例缩放取消
G50
G51
比例缩放有效
G51
G50.1
22
可编程镜像取消
G50.1IP__
G51.1
可编程镜像有效
G51.1IP__
G52
14
局部坐标系设定
G52IP__;(IP以绝对值指定)
G53
选择机床坐标系
G53IP__;
G54
选择工件坐标系1
G54;
G54.1
选择附加工件坐标系
G54.1Pn;(n取1~48)
G55
选择工件坐标系2
G55;
G56
选择工件坐标系3
G56;
G57
选择工件坐标系4
G57;
G58
选择工件坐标系5
G58;
G59
选择工件坐标系6
G59;
G60
00/00
单方向单位方式
G60IP;
G61
15
准确停止方式
G61;
G62
自动拐角倍率
G62;
G63
攻螺纹方向
G63;
G64
切削方式
G64;
G65
00
宏程序非模态调用
G65P__L__<自变量指定>;
G66
12
宏程序模态调用
G66P__L__<自变量指定>;
G67
宏程序模态调用取消
G67;
G68
16
坐标系旋转
G68IP__R__;
G69
坐标系旋转取消
G69;
G73
09
深钻孔循环
G73X__Y__Z__R__Q__F__;
G74
攻左旋螺纹循环
G74X__Y__Z__R__P__F__;
G76
精镗孔循环
G76X__Y__Z__R__Q__P__F__;
G80
固定循环取消
G80;
G81
钻孔、鍃镗孔循环
G81X__Y__Z__R__;
G82
钻孔循环
G82X__Y__Z__R__P__;
G83
深孔循环
G83X__Y__Z__R__Q__F__;
G84
攻右螺纹循环
G84X__Y__Z__R__P__F__;
G85
镗孔循环
G85X__Y__Z__R__F__;
G86
镗孔循环
G86X__Y__Z__R__P__F__;
G86
反镗孔循环
G86X__Y__Z__R__Q__F__;
G5414第一工件坐标系设置模态
G5514第二工件坐标系设置模态
G5914第六工件坐标系设置模态
G6500宏程序调用模态
G6612宏程序调用模态模态
G6712宏程序调用取消模态
G7301高速深孔钻孔循环非模态
G7401左旋攻螺纹循环非模态
常用辅助功能指令,M指令
序号
代码
功能
序号
代码
功能
01
M00
程序停止
11
M11M15
主轴切削液停
02
M01
条件程序停止
12
M18
主轴定向解除
03
M02
程序结束
13
M19
主轴定向
04
M03
主轴正转M03S1000主轴以每分钟1000的速度正转
14
M25
托盘上升
05
M04
主轴逆转
15
M29
刚性攻丝
06
M05
主轴停止
16
M30
程序结束并返回程序头
07
M06
刀具交换
17
M33
主轴定向
08
M08
冷却开
18
M85
工件计数器加一
09
M09
冷却关
19
M98
调用子程序
10
20
M99
结束子程序,返回主程序
F
进给速度(每转进给)(每分进给)
Q
在G73G83中表示深孔加工循环的每次切入量
在G76G87中表示偏移量


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 法兰克 代码 功能 一览表
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C语言》课程标准.docx
《C语言》课程标准.docx
-
《初级会计实务》试题题库大全及答案详解.docx
-
《电子商务概论》模拟试题.docx
-
《教育学》读后感范文精选6篇.docx
-
《孔雀东南飞》读书笔记精选多篇.docx
-
《城镇燃气调压箱》国标.docx
-
《浅谈雨雾天如何做好安全行车》.docx
-
《电力电子技术》教案讲解学习.docx
-
《空间中直线与直线之间的位置关系》教学设计方案.docx
-
《木棉树》阅读答案.docx
-
《人大代表述职评议精选范文》.docx
-
《薪酬管理办法》.docx
-
《水》读后感精选多篇.docx
-
《无线通信原理及应用》课后习题.docx
-
《医疗机构医务人员三基训练指南医院感染管理分册》.docx
-
2分钟带翻译英语演讲稿5篇.docx
-
4s店现状分析.docx
-
06设计附加值.docx
-
《茶馆》综合能力测试题教案教学设计.docx
-
《关于深入推行科技特派员制度的若干意见》文档.docx
-
《机电企业管理导论》课后习题及答案1.docx
-
《卡普里岛》音乐教案.docx
-
《汽车维修企业管理》复习题同名17703.docx
-
《社会思想名家》刘易斯科塞自理笔记.docx
-
《调皮的日子》题库.docx
-
《心愿》教学反思.docx
-
《坐井观天》教学设计 14教案教学设计.docx
-
①怎么维持物价稳固涨字牵动百姓心.docx
-
4s店管理制度.docx
-
5有限空间作业审批.docx
-
12电气安全操作规程.docx
-
20XX年石材行业污染治理工作总结.docx
-
市妇联双拥工作计划与市委xx部机关党支部先进性教育活动整改方案汇编docWord下载.docx
-
涉密企业保密制度Word文件下载.docx
-
神经调节的基本方式导学案3Word文档格式.docx
-
生产部年终工作总结范文Word格式.docx
-
生物参考区间评审记录表临检Word格式.docx
-
圣诞节祝福语精品模板Word格式文档下载.docx
-
施工方案框架幕墙施工方案概述中建八局Word文档格式.docx
-
施工总工期控制及保证措施方案Word文档下载推荐.docx
-
石材安装合同空白版本Word文档下载推荐.docx
-
实习表格和实习日历Word文档下载推荐.docx
-
实验一 红外光谱研究分析实验Word文档下载推荐.docx
-
食品从业人员学习培训制度文档格式.docx
-
史上最完全的装修手册业主装修必备Word下载.docx
-
市场营销专业人才培养方案修订Word文档格式.docx
-
事故隐患排查指南Word文档格式.docx
-
试用期员工简单辞职信范文10篇Word文档下载推荐.docx
-
手工制作灯笼Word文档下载推荐.docx
-
数感教学文档Word文档格式.docx
-
数控等离子火焰切割机技术使用说明书Word文档下载推荐.docx
