 来料检验标准.docx
来料检验标准.docx
- 文档编号:12700195
- 上传时间:2023-06-07
- 格式:DOCX
- 页数:19
- 大小:61.16KB
来料检验标准.docx
《来料检验标准.docx》由会员分享,可在线阅读,更多相关《来料检验标准.docx(19页珍藏版)》请在冰点文库上搜索。
来料检验标准
1.目的
确保来料质量符合本公司规定要求。
适合公司原辅材料及外加工半成品的检验。
3.职责:
质控部:
负责材料的检验。
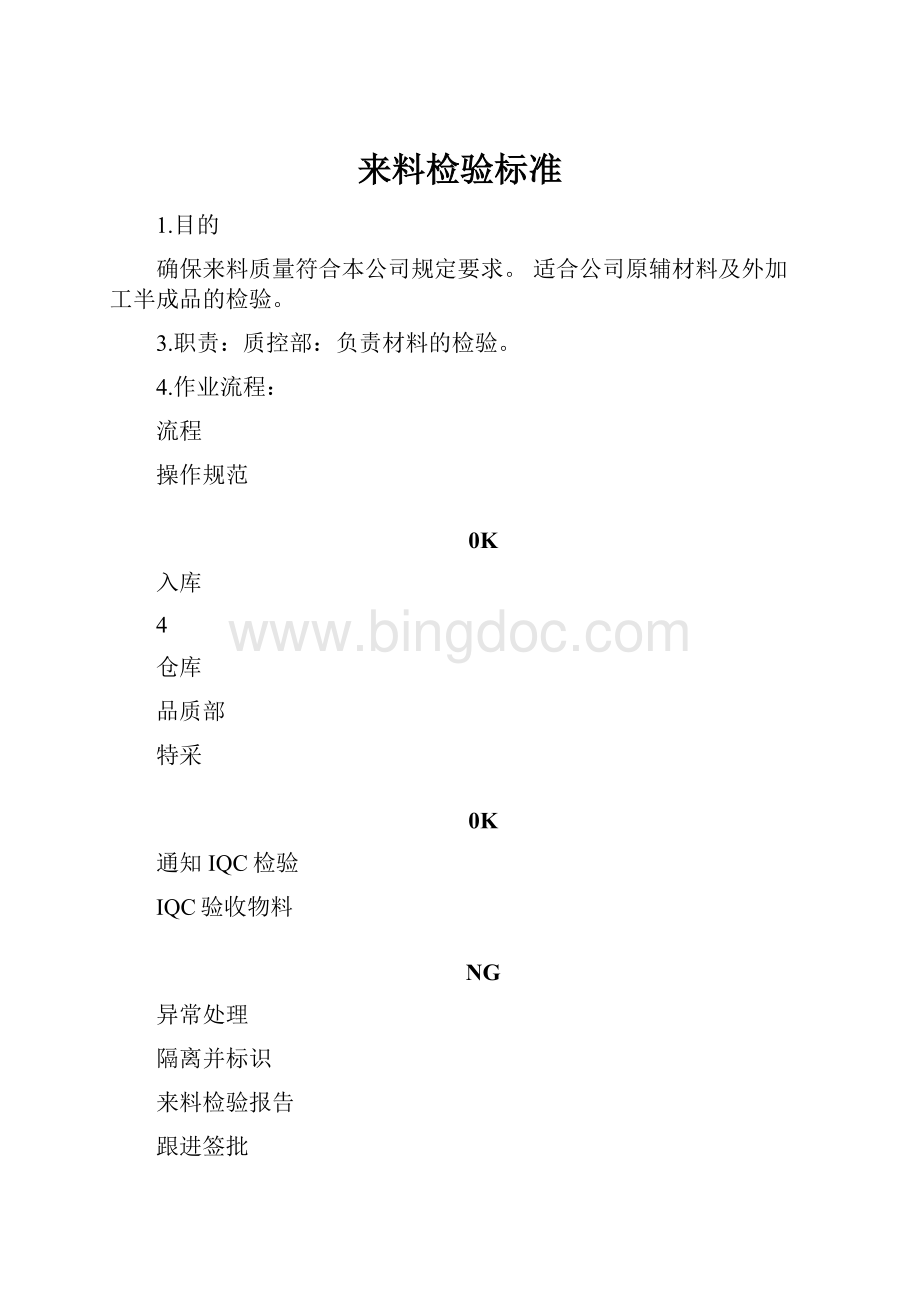
4.作业流程:
流程
操作规范
0K
入库
4
仓库
品质部
特采
0K
通知IQC检验
IQC验收物料
NG
异常处理
隔离并标识
来料检验报告
跟进签批
选用
L
退货
NG
供应商
1.仓管员通知IQC检验。
2.IQC开始准备检验。
检验合格流程:
1、IQC依据《物料RoHS对应清单》确认所来物料其
有害物质含量是否符合要求后进行后续检验,如不
符合作则直接作退货处理;
2、检验物料与《收货通知单》一致性及外观有无异常。
3、据物料的抽样标准及检验标准进行验收检查,填写《来料检验报告单》。
3、检验合格后书面通知仓库办理入库手续,并挂“合格品”标识牌,注明检验状态、检验时间及检验人。
检验不合格流程:
1、检验不合格的,由IQC挂“不合格品”标识牌,
通知仓库隔离并提交《来料检验报告单上报品质
一理处理。
2、根据《来料检验报告单》的签批情况,进行相关处理。
3、特采与选用合格的按合格品流程入仓,选用不合格的与报告签批退货的通知仓库退供应商。
5.公司来料按类别分类为:
纸张类、辅料类、外协类。
5.1纸张类
5.1.1术语及定义:
尺寸偏差(横向坚向):
对规矩型样品进行平行或垂直方向测量得到数据与标准数据比。
歪斜底:
对规矩型样品,进行对角线测量,对比其两者的数据差异。
克重:
指在一般条件下,所测量数据(不考虑环境及材料本身的含水量)厚薄均匀度:
包含同一样张的不同部位或不同样张的同一部位两组数据。
A、
B、
C、
5.1.2指标要求:
来料与《来料通知单》一致,有效的标签(生产厂家、日期、批号及等级等)
纸张平整,没有卷曲,外观包装一致,包装完好。
,整批
5.1.3抽样标准:
来料为散装纸(分切纸等)的,按国标GB2828.1-2003的AQL2.5标准进行抽检。
来料为板装铜版纸、灰卡纸、单铜纸、哑粉纸的查看外观及生产日期即可。
来料为大批量的,按生产日期或生产批号进行抽检:
5.131
5.132
5.1.3.3
A、同一生产日期或生产批次的,只抽检一板,每板随机抽
B、不同生产日期或生产批次的,每板都随机抽
5.1.4检验项目、标准与使用:
5张。
5张。
检验项目
控制标准
轻微缺陷
严重缺陷
使用仪器
操作方法
尺寸
±1mm歪斜度V0.5mm
±2mm歪斜度W1mm
±2mm以上,歪斜度W
2mm
卷尺/直尺
见5.1.5.1
克重
±5%
±8%
±8姬上
电子天平
见5.1.5.2
厚薄
偏差V5%
±8%
±8姬上
测厚仪
见5.1.5.3
纸张
颜色
同一克重不同批次纸张颜色相对一致。
同一克重不同批次的纸张有轻微的纸张颜色偏差。
同一克重不同批次的纸张有明显的纸张颜色不一致。
无
见5.1.5.4
纸纹
同批纸张纸纹一致或纸纹不一致的纸有明确标识。
同一批纸纸纹不一致,且无标识。
无
见5.1.5.5
尘埃度
直径小于0.2mm的斑点、墨点或污点,且一张纸表面不允许大余等于2处。
有大于0.2mm2的不良斑点,且一张纸上斑点多于10处。
无
见5.1.5.6
耐折度
反复折摺10次不应有裂痕。
反复折摺10有轻微裂痕。
反复折摺10有严重裂痕。
无
见5.1.5.7
含水
量
双胶:
V8%灰卡:
V12%铜板:
v10%
±2%
±2%^上
高周波数字水分仪
见5.1.5.8
5.1.5检验方法、使用仪器及保养。
使用仪器:
卷尺/直尺。
取样要求:
待测样品全样(整幅)操作方法:
5.1.5.1尺寸检验:
5.1.5.1.1
5.1.5.1.2
5.1.5.1.3
A、将待测样品平放在台面上。
B、样品边缘与0刻度对齐。
C、样品边缘与0刻度对齐。
D、在样品上取垂直或水平两点,测量数据取值并记录。
5.1.5.1.4注意事项:
A样品平放。
B、测量时与样品平行,无歪斜。
5.1.5.1.5、仪器维护及保养:
A用后擦拭,经常保持清洁。
B、仪器存放于干燥、少尘环境。
5.1.5.2.4注意事项:
待测样品规格正确。
不得称量重量超过100克样品。
逐张逐张称量。
天平表面清洁、无其他杂物。
5.1.5.2.5仪器维护及保养:
A用后擦拭,经常保持清洁。
B、仪器存放于干燥、少尘环境,避免阳光照射。
C、不得使用腐蚀性的有机溶剂清洗。
D、长期不使用需取出电池。
测厚仪校零。
B、
C、
将待测样品平放于测厚仪。
大拇指顶起测厚仪测量栓。
同一测量点重复测量三次并记录,取三次结果的平均值。
5.1.5.3.4注意事项:
A待测样品平放,不得弯曲。
B、不得测量厚度超过0.8cm的样品。
5.1.5.3.5仪器维护及保养:
A用后擦拭,经常保持清洁。
B、仪器存放于干燥、少尘环境。
C、不得使用冷却液、切削液、水或油清洗。
5.1.5.4颜色检验:
5.1.5.4.1取样要求:
待检样品整张样(随机每件纸只少抽样3张或视抽样数量而定)。
5.1.5.3.2检验方法:
将抽取的样品对折成书样与确认的样品对比(标准样)在同一光线条件
下对比判断。
5.1.5.5纸纹方向检验:
5.1.5.5.1取样要求:
5.1.5.5.2检验方法:
5.1.5.6尘埃度检验:
5.1.5.6.1取样要求:
随机取样3张或对于每个批号或生产日期的各取3张。
检查不同样张的纸纹并判断。
随机取样品。
5.1.5.6.2检验:
在正常照明条件下,裸眼检查样品(整幅)并依据控制标准判断。
5.1.5.7耐折度检验:
取样要求:
待测样品中取10*10cm样品3张。
检验:
对被测样品采用水平折(顺纸纹),垂直折(横纸纹)对角折,并沿折线角指施于一定压力,一次使折痕不返弹,然后观察折痕处;
对折样品然后观察折痕处并判断,纸张爆裂则为不合格。
5.1.5.7.1
5.1.5.7.2
a、
b、
5.1.5.8含水量检验:
使用仪器:
高周波数字水分仪。
取样要求:
待测样品全样(整幅),折成16开大小(厚度约1cm)。
操作方法:
5.1.5.8.1
5.1.5.8.2
5.1.5.8.3
根据纸张类型不同选择档位。
调整调零按钮将水分仪置零。
将探头压紧纸面,传感器圆头与纸面接触为一直线。
同一测量点重复测量三次并记录,取三次结果的平均值。
A、
B、
C、
5.1.5.8.4注意事项:
待测样品平放,不得高低不平。
待测样品厚度需1cm以上。
使用环境:
-5°C〜+60°C。
测量时被测纸张底部及周围不能有铁板或磁铁。
B、
C、
C、
5.1.5.8.5仪器维护及保养:
A用后擦拭,经常保持清洁。
B、仪器存放于干燥、少尘环境,避免阳光照射。
;
C、长期不使用需取出电池。
5.1.6判断与处理:
5.1.6.1检验过程中发现有一项目有缺陷时,进行加倍抽样,重复相关检验。
5.1.6.2重复检验再发现有严重或致命缺陷,即判不合格,不予特采,有严重缺陷,可判不合格,但可特采(视情况而定)。
5.2辅料类
5.2.1油墨
5.2.1.1抽验周期:
每月抽检一次。
5.2.1.2检验方法及要求。
A.在试用合格的供应商中采购。
B.油墨必须在有效期内。
C•对各种油墨的名称、品牌、规格及特性进行记录,对于不符记录的即判定为异常。
5.2.2铁线
A.在试用合格的供应商中采购。
B.铁线生产日期与检验日期相差不得超过3个月。
C.对铁线的名称、品牌、规格、外观进行检查,对于不符记录的即判定为异常。
5.2.3热熔胶
A、在试用合格的供应商中采购。
B.对热熔胶的名称、品牌、规格、外观进行检查,对于不符记录的即判定为异常。
C每月15日取使用该物料生产的产品3pcs进行高低温试验,测试环境为高温60C、低温0C环境中分别放置24H后验证物料质量。
532抽样标准:
532.1半成品:
相同物料每批次抽检5pCS。
5.322成品:
按《最终检验作业指导书》进行抽检判定。
5.3.1检验标准:
5.3.1.1表面处理(覆膜、过油、磨光、UV)检验标准:
表面处理类型
检验项目
品质要求
PQC首件
检测工具/方法
判定级别
备注
MA
Ml
覆膜
(光、
哑胶)
核对工单
1.了解工单的要求。
核实
目视
V
2.用料正确(光胶、哑胶、镭射胶)
1〜2PCS
特性
1.粘力:
覆膜能粘脱70%以上面积的油墨
2〜3PCS
覆膜剥离
V
2.光度:
光胶70度以上。
光度计
V
3.变色:
过胶后色差不明显
目视
V
外观
1.垫胶位6—8mm侧边盖十字线1mn或按客户要求
2〜3PCS
卷尺
V
2.无折皱,杂质,起泡;雾状,烂纸,漏过,反白。
目视
V
3.折痕后胶不起白。
4.胶膜不可超出牙口位。
过油
核对工单
1.了解工序要求:
光油,磨(吸)油,环保油。
核实
目视
V
外观
1.光泽度:
光滑,明亮,跟足样板。
2〜3PCS
目视
V
2.耐磨性:
耐磨300次/磅无掉色。
1〜2PCS
耐磨测试
V
3.吸塑良好,能撕破纸面。
2〜3PCS
吸塑测试
V
4.表面不可粘花,背面不拖脏。
目视
V
5.涂布均匀,无明显线条状。
目视
V
6.无粘附感。
手试
V
磨光
外观
1.光度:
具有光亮,75度以上。
2〜3PCS
光度计
V
2.光滑性:
眼看手摸光滑适当。
手试
V
3.表面无雾状,凹凸,粘花,锌带痕
目视
V
表面处理类型
检验项目
品质要求
PQC首件
检测工具/方法
判定级别
备注
MA
Ml
UV
核对工单
1.工序符合工单要求。
核实
目视
V
外观
1.光滑性:
眼看手摸光滑适当。
1〜2PCS
目视,手摸
V
2.粘性:
无粘附感,双面印刷时不可背面拖脏,粘花。
2〜3PCS
手摸
V
3.均匀性:
表面涂布量四周均匀,无明显线条无油颗粒,杂质,磨花,雾状,折皱,拉花,油污。
目视
V
4.爆色:
沿纵横两方向来回折1次无甩掉UV粉。
手试
V
5.脱粉:
上油适量,用指甲刮表面无割起块状有层。
手试
V
6.套印:
局部UV套印准确允收V0.2mm
目视
V
特性
1.光度:
UV75度,水油45度以上
2〜3PCS
光度计
V
2.特别UV用力来回四次压胶纸粘住,45度角
拉起无粘掉油层或粘起油墨层算合格。
透明胶/3M胶
纸测试
V
3.UV后无明显色差。
目视
V
4.水油:
彩纸互擦,不将纸面擦花或掉色。
手摸
V
5.UV、特殊UV气味:
无明显刺激性气味。
1〜2PCS
鼻子/闻
V
531.2检验方法53121覆膜剥离试验:
A、取样:
待测样品整幅。
B检测步骤:
先将样品的覆膜层与纸基分离3cm后检测员右手压住纸基,左手拉住膜层沿170。
迅速剥离,观察膜层内侧(与纸基聚合侧)的粘接情况并判断。
6检验及异常处理流程:
序号
步骤
时间规范
执行人
步骤规范
起始时间
用时
1
通知IQC检验物料
到货时
仓管员
仓管员收到供应商来料《送货单》时立即通知IQC检验。
2
IQC对物料进行检验
到货3分钟内
抽检物料
(10分钟)
IQC
IQC收到仓管员通知后3分钟内到达物料待检区域,按《来料检验操作标准》对来料进行检验。
(检验合格挂合格标识,不合格挂不合格标识)
3
检验完成填写报表
检验完成
3分钟
IQC
IQC检验完成在立即在K3系统中填写
《来料检验报告单》
4
物料异常进行反馈
检验完成
20分钟
IQC
对于不合格物料IQC填写《供货质量反馈单》并附带不良样板1〜2pcs。
经品质主管、工艺计划主管签批后将复印件交采购工程师,并记录在《来料异常统
计表》中。
5
物料异常的处理
收到反馈后
7天内
米购工程
师
收到品质反馈的异常信息后,将《供货质量反馈单》反馈责任供应商,并依据单上品质所提意见在7天内要求供应商完成处理。
对于供应商存在争议的异常可延期,但最长不得超过15天。
6
物料异常的跟进
发出单据后
7天内
IQC
IQC依据《来料异常统计表》对异常进行跟踪,对于超期未处理完成也未收到任何反馈信息将督促采购处理。
经督促后2天内仍未回复的,上报品质主管处理。
7
物料异常的结案关闭
收到回复后
3天内
IQC
IQC收到供应商回复后,在《来料异常统计表》中进行备注,并就供应商回复意见进行验证,验证完成交品质主管审核,将异常结案关闭。
6表单记录:
《来料检验报告单》
《供货质量反馈单》


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 来料 检验 标准
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C语言》课程标准.docx
《C语言》课程标准.docx
-
《初级会计实务》试题题库大全及答案详解.docx
-
《电子商务概论》模拟试题.docx
-
《教育学》读后感范文精选6篇.docx
-
《孔雀东南飞》读书笔记精选多篇.docx
-
《城镇燃气调压箱》国标.docx
-
《浅谈雨雾天如何做好安全行车》.docx
-
《电力电子技术》教案讲解学习.docx
-
《空间中直线与直线之间的位置关系》教学设计方案.docx
-
《木棉树》阅读答案.docx
-
《人大代表述职评议精选范文》.docx
-
《薪酬管理办法》.docx
-
《水》读后感精选多篇.docx
-
《无线通信原理及应用》课后习题.docx
-
《医疗机构医务人员三基训练指南医院感染管理分册》.docx
-
2分钟带翻译英语演讲稿5篇.docx
-
4s店现状分析.docx
-
06设计附加值.docx
-
《茶馆》综合能力测试题教案教学设计.docx
-
《关于深入推行科技特派员制度的若干意见》文档.docx
-
《机电企业管理导论》课后习题及答案1.docx
-
《卡普里岛》音乐教案.docx
-
《汽车维修企业管理》复习题同名17703.docx
-
《社会思想名家》刘易斯科塞自理笔记.docx
-
《调皮的日子》题库.docx
-
《心愿》教学反思.docx
-
《坐井观天》教学设计 14教案教学设计.docx
-
①怎么维持物价稳固涨字牵动百姓心.docx
-
4s店管理制度.docx
-
5有限空间作业审批.docx
-
12电气安全操作规程.docx
-
20XX年石材行业污染治理工作总结.docx
-
《红楼梦》第三十回读后感Word文档下载推荐.docx
-
临床药师临床病例讨论会诊记录表Word文档下载推荐.doc
-
届四川省成都市新津中学高三入学考试政治试题及答案.docx
-
届云南省云龙县第二中学高三上学期期末考试.docx
-
金河牧星帮您解读药添新规.docx
-
晋安区食品安全十项重点工作.docx
 平衡计分卡(BSC)培训讲义.ppt
平衡计分卡(BSC)培训讲义.ppt
-
通威集团品管部绩效考核指标体系表.docx
-
同步电机参数测试课程设计.docx
-
痛苦作文之痛苦和快乐材料作文.docx
-
土木工程毕业设计论文某高层住宅楼施工组织设计.docx
-
推荐幼儿园大班五一劳动节活动总结.docx
-
脱贫攻坚个人工作总结.docx
-
外贸面试准备.docx
-
外研版三年级上册45模块期中复习教案.docx
-
完美升级版年产100万标箱烟花鞭炮生产项目可研报告.docx
-
完整版国际商务谈判知识点.docx
-
完整版人教版七年级上册英语单词汇总docx.docx
-
万科品牌之路.docx
