 第6章其它体积金属塑性成形工艺.docx
第6章其它体积金属塑性成形工艺.docx
- 文档编号:12560870
- 上传时间:2023-06-06
- 格式:DOCX
- 页数:14
- 大小:482.89KB
第6章其它体积金属塑性成形工艺.docx
《第6章其它体积金属塑性成形工艺.docx》由会员分享,可在线阅读,更多相关《第6章其它体积金属塑性成形工艺.docx(14页珍藏版)》请在冰点文库上搜索。
第6章其它体积金属塑性成形工艺
第六章其它体积金属塑性成形工艺
第一节挤压成形工艺
一、挤压的基本方法、特点及应用范围
挤压:
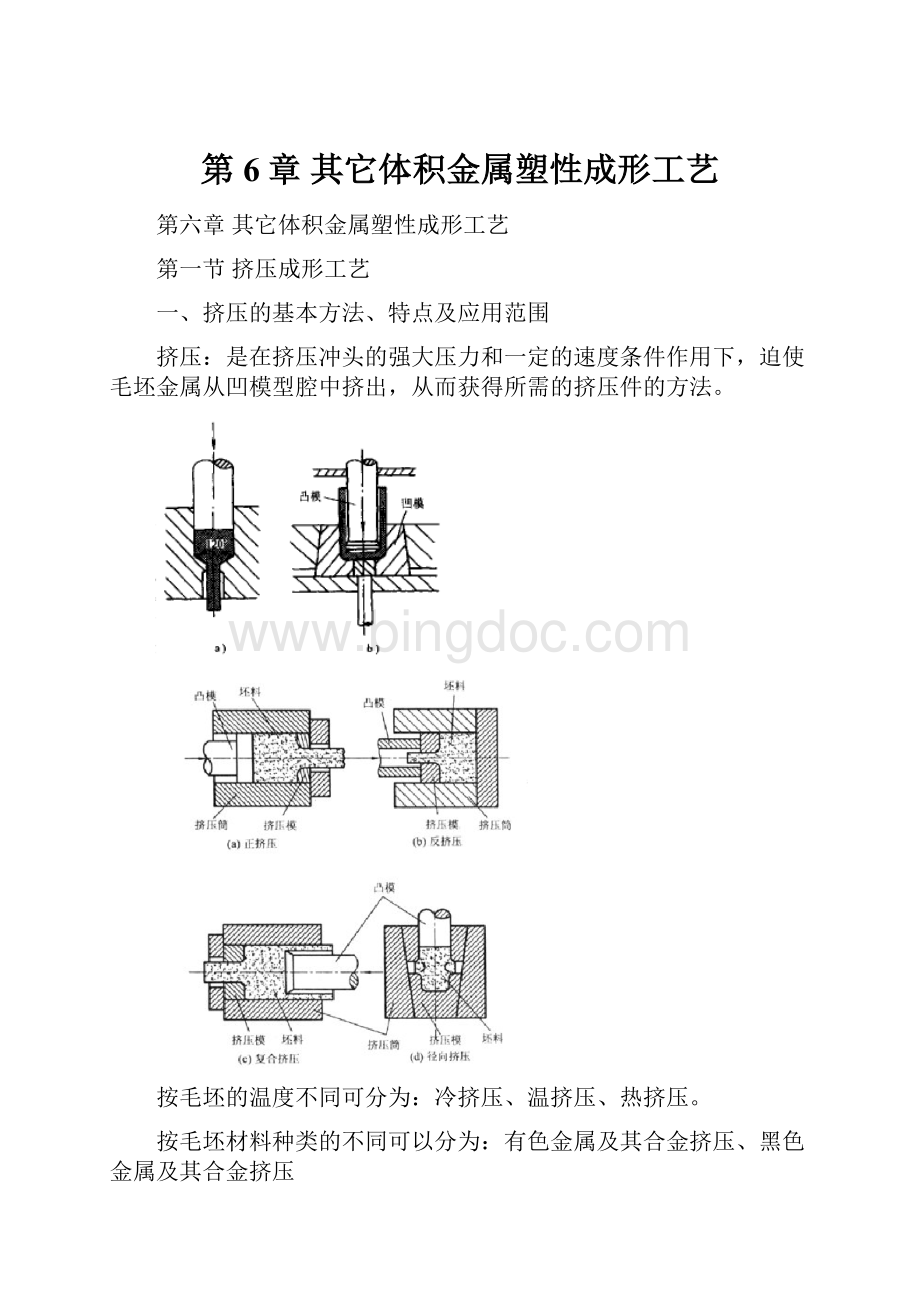
是在挤压冲头的强大压力和一定的速度条件作用下,迫使毛坯金属从凹模型腔中挤出,从而获得所需的挤压件的方法。
按毛坯的温度不同可分为:
冷挤压、温挤压、热挤压。
按毛坯材料种类的不同可以分为:
有色金属及其合金挤压、黑色金属及其合金挤压
1挤压的基本方法
根据挤压时金属流动方向与凸模运动方向之间的关系分为:
1)正挤压:
圆形、椭圆形、扇形、矩形或棱柱形,非对称的等断面挤压件和型材;
2)反挤压:
圆形、方形、长方形、“山”形、多层圆和多格盒形的空心件。
2挤压特点及应用范围
1)冷挤压特点及应用范围
降低原材料消耗,材料利用率高达70%-80%;在冷挤压中,毛坯金属处于三向压应力状态,有利于提高金属材料的塑形,经挤压后金属材料的晶粒组织更加细小而密实;金属流线不被切断加上所产生的加工硬化特性,可使冷挤压件的强度大为提高;可获得高的尺寸精度和较低的表面粗糙度。
用于低碳钢、低合金钢及有色金属零件的生产。
2)温挤压特点及应用范围
温挤压与冷挤压相比,挤压力大为减少;与热挤压相比,加热时的氧化、脱碳都比较少,产品的尺寸精度高,且力学性能基本上接近冷挤压件。
用于中碳钢、中合金钢零件生产。
3)热挤压特点及应用范围
热挤压时,由于毛坯加热至一般热模锻的始锻温度,材料的变形抗力大为降低。
不仅适用于有色金属及其合金、低碳钢、中碳钢,而且也可以成形高碳钢、高合金结构钢、不锈钢、工模具钢、耐热钢等。
但由于加热时产生氧化、脱碳和热胀冷缩大等缺陷,必然降低产品的尺寸和表面质量。
所以,它一般用于锻造毛坯精化和预成形。
冷、热挤压缺点:
冷挤压单位压力大;热挤压单位压力较小,但因毛坯表面的氧化皮增大了接触面上的摩擦阻力,导致模具使用寿命不高。
二、冷挤压时金属流动规律及挤压力的计算
1冷挤压时的金属流动情况—坐标网格法
1)正挤实心件的金属流动情况
横向坐标线出口处、端部横向坐标线、横向坐标线间距
纵向坐标线—剧烈变形区Ⅰ-Ⅰ与Ⅱ-Ⅱ线之间
剪切角
,
出口转角D处,死区,受摩擦阻力、凹模形状(凹模锥角)与尺寸的影响。
正挤压实心件的变形特点:
金属进入Ⅰ—Ⅰ线至Ⅱ—Ⅱ线之间的区域时才发生变形,此区称为剧烈变形区。
进入此区以前或离开此区以后,金属几乎不变形,仅作刚性平移。
在变形区内,金属的流动是不均匀的,中心层流动快,外层流动慢;而当进入稳定变形阶段以后,不均匀变形的程度是相同的。
另外,在凹模出口转角处会产生程度不同的金属“死区”。
2)反挤压杯形件的金属流动情况
Ⅰ区为金属“死区”,它紧贴着凸模端部表面,呈倒锥形,该锥形大小随凸模端部表面与毛坯间的摩擦阻力大小而变化;
Ⅱ区为剧烈变形区,毛坯金属在此区域内产生剧烈流动(Ⅱ区以下即紧贴凹模腔底部的一部分金属保持原状,不产生塑形变形);
Ⅲ区为刚性平移区,剧烈变形区的金属流动至形成杯壁后就不再变形,而是以刚性平移的形式往上运动,该运动一直延续到凸模停止工作时为止。
2冷挤压应力与应变状态分析
不同区域中的主应力和主应变的顺序是不同的。
3冷挤压变形力的计算
(1)挤压变形程度的表示方法
1)断面减缩率
2)挤压比
3)对数变形程度
(2)冷挤压力的计算
挤压力是拟定挤压变形工序、设计模具、选择挤压设备的重要依据。
三、冷挤压工序设计及工艺参数的确定
1冷挤压成形对零件形状的要求
基本要求:
零件形状要有利于毛坯金属流动充满挤压模具型腔。
具体要求:
被挤零件断面形状应对称,若不对称在挤压时易产生偏心力而降低产品精度,或易使凸模折断。
因此,在设计挤压件时,可以设计成对称形状,挤压之后将多余的部分(如凸肋等)切除掉。
断面面积差应较小,若相邻面面积之差过大时,会使不均匀变形程度加剧,影响产品质量,甚至引起模具过载而招致失效。
当断面面积差较大时,应当改变挤压方法或增加变形工序,或将断面过渡处改为平滑的圆弧连接。
适宜于冷挤压的最佳形状
2冷挤压的许用变形程度
许用变形程度:
每道冷挤压工序所允许的变形程度。
黑色金属正挤压的许用变形程度黑色金属反挤压是许用变形程度
3主要冷挤压生产工序的确定
1)毛坯的制备
毛坯形状和尺寸的确定和下料;毛坯的软化处理;毛坯的表面处理和润滑。
2)冷挤压图的制订
冷挤压图是根据零件图制订的,其内容包括:
确定冷挤压和进一步加工的工艺基准;确定机械加工余量和公差;挤压后余料的切除方式;挤压件的表面粗糙度和形位公差等。
3)冷挤压变形工序设计
一是根据冷挤压件的复杂程度、材料的成形性能、变形程度的大小、挤压件的尺寸大小、尺寸精度及批量等。
二是根据对形状的要求及许用变形程度等准则,确定挤压变形工序数目。
四、冷挤压模具设计要求
冷挤压模具所承受的单位压力特别高,通常在1500MPa以上,甚至高达2500MPa。
其次金属的强烈流动及摩擦产生热效应而使模具工作部分的温度可能达到200-350℃
应注意的因素:
1模具应具有足够的动态强度和刚度;
2合理地设计工作部分的几何形状及其参数,选择合适材料;
3模具的易损件更换方便;
4有利于机械化、自动化及安全生产;
5制造容易,成本低。
冷挤压模一般由工作部分、传力部分、顶卸件部分、导向部分和紧固部分所组成。
轮胎螺母冷挤压模结构
第二节等温锻造工艺
等温锻造:
俗称等温锻,主要特点是磨具与成形件处理基本相同的温度,因此需要带有模具加热及控温装置。
等温锻造一般速率较低,主要采用液压机。
一、等温锻造工艺特点及应用
与常规锻造方法不同之处:
第一,为防止毛坯的温度散失,等温锻造时模具和毛坯要保持在相同的恒定温度下,这一温度介于冷锻温度与热锻温度之间的一个中间温度,或对某些材料而言,等于热锻温度;
第二,考虑到材料在等温锻造时具有一定的粘性,即对应变速率的敏感性,等温锻造的变形速度很低。
热模具锻造工艺:
模具温度稍低于毛坯温度的锻造工艺。
二、等温锻造模具设计要点
1加热装置
2锻模结构
与开式和闭式锻造锻模设计,有同有异:
闭式模锻多采用镶块组合式结构。
开式模锻多用整体结构,锻模带有飞边槽。
在等温状态下,不存在飞边冷却问题,在飞边槽尺寸相同时,桥部阻力小于常规模锻。
锻件收缩值
,取决于模具材料与锻件材料的线膨胀系数的差异。
3模具材料
第三节粉末冶金锻造
一、粉末冶金锻造的特点及应用
粉末冶金锻造是在粉末冶金的基础上发展起来的一种精密塑形加工方法。
粉末冶金是一门制造金属粉末和以金属粉末为原料,用压制成形与烧结制造材料或制品的技术。
粉末冶金锻造通常是指将粉末烧结的预成形坯经加热后,在闭式模中锻造成零件的成形工艺方法。
它是将传统粉末冶金和精密锻造结合起来的一种新工艺,并兼两者的优点。
可以制取密度接近材料理论密度的粉末锻件,克服了普通粉末冶金零件密度低的缺点。
使粉末锻件的某些物理和力学性能达到甚至超过普通锻件的水平,同时,又保持了普通粉末冶金少屑、无屑工艺的优点。
通过合理设计预成形坯和实行少、无飞边锻造,具有成形精确,材料利用率高,锻造能量消耗少等特点。
粉末锻造的目的是把粉末预成形坯锻造成致密的零件。
目前,常用的粉末锻造方法有粉末冷锻、锻造烧结、烧结锻造、和粉末锻造几种,四种基本工艺过程。
粉末锻造在许多领域中得到了应用。
特别是在汽车制造业中的应用更为突出。
二、行星齿轮预制坯与锻造
铁-钼还原粉
湿干氢退火
粉碎
混料
压制
烧结
加热
锻造
切边
去毛刺
渗碳
热处理
磨内孔、球面
检验。
同步器齿毂
汽车发动机气门导管
习题
1,2,4,5
第四节镦锻成形工艺
一、镦锻的变形特点及应用范围
镦锻:
1镦锻时金属变形特点
(1)棒料镦锻时金属的变形特点
(2)管料镦锻时金属的变形特点
2镦锻的应用范围
镦锻可用于毛坯的整体或局部加粗。
二、镦粗规则及镦锻工艺参数的确定
1镦粗三规则
(1)第一规则
(2)第二规则
(3)第三规则
2镦锻工艺参数的确定
(1)凸模的锥形模膛尺寸计算
凹模中圆柱形模膛尺寸的计算
(2)冷镦的变形程度
冷镦变形程度
三、镦锻模设计特点
1凸模设计特点
2凹模设计特点


- 配套讲稿:
如PPT文件的首页显示word图标,表示该PPT已包含配套word讲稿。双击word图标可打开word文档。
- 特殊限制:
部分文档作品中含有的国旗、国徽等图片,仅作为作品整体效果示例展示,禁止商用。设计者仅对作品中独创性部分享有著作权。
- 关 键 词:
- 第6章 其它体积金属塑性成形工艺 其它 体积 金属 塑性 成形 工艺
 冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
冰点文库所有资源均是用户自行上传分享,仅供网友学习交流,未经上传用户书面授权,请勿作他用。
 《C语言》课程标准.docx
《C语言》课程标准.docx
-
《初级会计实务》试题题库大全及答案详解.docx
-
《电子商务概论》模拟试题.docx
-
《教育学》读后感范文精选6篇.docx
-
《孔雀东南飞》读书笔记精选多篇.docx
-
《城镇燃气调压箱》国标.docx
-
《浅谈雨雾天如何做好安全行车》.docx
-
《电力电子技术》教案讲解学习.docx
-
《空间中直线与直线之间的位置关系》教学设计方案.docx
-
《木棉树》阅读答案.docx
-
《人大代表述职评议精选范文》.docx
-
《薪酬管理办法》.docx
-
《水》读后感精选多篇.docx
-
《无线通信原理及应用》课后习题.docx
-
《医疗机构医务人员三基训练指南医院感染管理分册》.docx
-
2分钟带翻译英语演讲稿5篇.docx
-
4s店现状分析.docx
-
06设计附加值.docx
-
《茶馆》综合能力测试题教案教学设计.docx
-
《关于深入推行科技特派员制度的若干意见》文档.docx
-
《机电企业管理导论》课后习题及答案1.docx
-
《卡普里岛》音乐教案.docx
-
《汽车维修企业管理》复习题同名17703.docx
-
《社会思想名家》刘易斯科塞自理笔记.docx
-
《调皮的日子》题库.docx
-
《心愿》教学反思.docx
-
《坐井观天》教学设计 14教案教学设计.docx
-
①怎么维持物价稳固涨字牵动百姓心.docx
-
4s店管理制度.docx
-
5有限空间作业审批.docx
-
12电气安全操作规程.docx
-
20XX年石材行业污染治理工作总结.docx
-
境外投资项目核准和备案管理办法.docx
-
九年级化学教学工作总结 3.docx
-
九颂教育专递41期.docx
-
空中花朵降落伞 教学设计.docx
-
哭泣的交情曾经的患难兄弟如今的富豪与穷哥.docx
-
力控网闸配置示例.docx
-
连续梁张拉技术交底.docx
-
领导班子落实党风廉政建设责任制情况考核登记表.docx
-
楼宇对讲工程方案.docx
-
论整合营销传播在企业中的运用大学学位论文.docx
-
描写草原的句子.docx
-
某学院教学实验楼框架结构施工方案的编制任务书土木.docx
-
看完20部电影相当于读完清华大学经济管理学院.docx
-
考研英语阅读理解专项练习题与解析.docx
-
可移动通信基站技术方案设计.docx
-
劳动关系知识竞赛题四.docx
-
乐观的作文800字乐观作文高中精选6篇.docx
-
辽宁省丹东市届高三英语上学期期末考试试题.docx
-
六年级科学上册综合练习.docx
